Disposition efficace : optimisation de la taille et de la compatibilité du Boîtier de bloc de batterie de stockage d'énergie
À mesure que les systèmes de stockage d'énergie évoluent vers une plus grande capacité et une densité énergétique plus élevée, la conception de la taille et de la compatibilité des Boîtier de bloc de batterie de stockage d'énergie sont devenues des problèmes essentiels pour améliorer l'efficacité et la fiabilité du système. Cet article combine les derniers cas de conception technique, les technologies brevetées et les tendances de l'industrie pour mener une analyse à partir de trois dimensions : l'utilisation de l'espace, la compatibilité modulaire et la conception de l'agencement et du support des cellules de batterie.
1- Optimiser l'utilisation de l'espace
L’amélioration de l’utilisation spatiale des systèmes intégrés de stockage d’énergie est essentiellement une démarche à double sens, issue de l’itération technologique et des exigences du scénario. Grâce à l’innovation collaborative de technologies telles que les cellules de batterie de grande capacité, l’architecture modulaire et l’intégration du refroidissement liquide, l’industrie passe de « l’empilement extensif » à la « réutilisation spatiale extrême ».
a. Application de cellules de batterie de grande capacité : augmentation de la densité énergétique et de l'efficacité
Résumé des idées : L'essence de l'application de cellules de batterie de grande capacité est de réduire les niveaux structurels internes du bloc-batterie et d'améliorer directement l'utilisation de l'espace des cellules de batterie au bloc-batterie. Les packs de batteries traditionnels adoptent un mode d'intégration à trois niveaux « cellule de batterie → module → pack de batteries », et la structure du module (poutres transversales, poutres longitudinales, boulons, etc.) conduit à une faible utilisation de l'espace. Les cellules de batterie de grande capacité peuvent ignorer le niveau du module en allongeant ou en augmentant le volume de la cellule unique et utiliser la technologie CTP (Cell to Pack) pour intégrer les cellules de batterie directement dans le pack de batteries.
Noyau technique : utiliser des cellules de batterie ultra-larges de 600 Ah+ pour réduire le nombre de cellules de batterie et de points de connexion, et augmenter la capacité de chaque cellule.

b. Réutilisation spatiale et optimisation des coûts : de « l'empilement de composants » à la « réutilisation multidimensionnelle »
Résumé des idées : La réutilisation spatiale et l’optimisation des coûts sont les deux faces d’une même pièce, et la logique sous-jacente est de briser les limites physiques et financières des systèmes de stockage d’énergie traditionnels grâce à la simplification structurelle, l’intégration fonctionnelle, l’itération matérielle et la conception standardisée.
Le cœur de la réutilisation spatiale est de réduire les liens intermédiaires en simplifiant à l’extrême la hiérarchie structurelle. Par exemple : Conception de boîtier haute tension deux en un : la technologie brevetée de Jiangsu Trina Energy Storage combine deux boîtiers haute tension en un seul, partageant l'ensemble des relais positifs/négatifs et des connexions électriques, réduisant ainsi de 30 % l'espace horizontal occupé et réduisant de 15 % le coût des composants électriques.
Réutilisation inter-domaines des modules fonctionnels, intégration des pièces structurelles et des canaux de dissipation thermique, comme l'intégration de la plaque de refroidissement liquide avec la plaque inférieure du boîtier, et le partage de l'espace entre le tuyau de refroidissement liquide et le support structurel, réduisant ainsi de 15 % les composants de dissipation thermique indépendants ; le corps de la cellule de batterie en tant que pièce structurelle : la batterie BYD Blade offre une résistance de support grâce à des parois latérales de cellule de batterie longues et fines, éliminant le cadre du module et augmentant l'utilisation de l'espace à 60 %-80 %.
L'optimisation approfondie de la topologie électrique, telle que la topologie en cascade haute tension, qui réduit le nombre de circuits parallèles en augmentant la capacité et le niveau de tension des cellules individuelles (comme le stockage d'énergie à chaîne intelligente de Huawei), réduit l'espace physique de la pile de batteries de 20 % et raccourcit le temps de réponse du système de 50 %. ; Conception de relais partagé, le boîtier haute tension deux-en-un de Jiangsu Trina Energy Storage permet à deux lignes de partager le même relais, réduisant ainsi le nombre de relais et la longueur du câble de 50 % et améliorant l'efficacité de l'installation de 30 %
2-Disposition des cellules de batterie et conception du support : équilibre entre la capacité de charge, la dissipation thermique et la résistance aux vibrations
L’essence de l’agencement cellulaire est un jeu entre l’utilisation de l’espace, la distribution de la chaleur et la stabilité mécanique. La forme physique et la direction de disposition de la cellule affectent directement l'efficacité de remplissage de l'espace :
a. Optimiser la disposition des cellules de la batterie
Conception de cellule de batterie inversée : la soupape antidéflagrante de la cellule de batterie est pointée vers le bas de sorte que l'échappement d'emballement thermique et l'espace anti-balle inférieur sont partagés, libérant ainsi l'espace de hauteur de la cellule de batterie et atteignant un taux d'utilisation du volume.
Disposition des cellules couchées : optimise l'utilisation de l'espace dans le sens de la hauteur du bloc-batterie, augmente la proportion de matériaux actifs et permet une utilisation du volume nettement supérieure à celle des cellules verticales.
Cellules de batterie ultra-longues et fines : Le nombre de cellules de batterie par unité de volume est réduit grâce à la conception allongée et amincies des cellules de batterie, améliorant ainsi l'efficacité du regroupement.
b. Conception de couplage de la dissipation thermique et de la portance : vise à obtenir une double optimisation de la dissipation thermique efficace et de la résistance structurelle grâce à l'innovation collaborative de la structure, des matériaux et des processus.
Parcours de conception structurelle :
Structure intégrée, telle que la conception conforme de la plaque de refroidissement liquide et de la poutre de support : intégration du canal de refroidissement liquide dans la poutre de support en alliage d'aluminium, réduisant les composants indépendants et améliorant l'utilisation de l'espace ;
Disposition en couches et compartimentée, empilant le bloc-batterie, le système de refroidissement liquide et le BMS en couches pour réduire l'interférence mutuelle entre le flux de chaleur et les contraintes mécaniques ;
Optimisation mécanique bionique, telle que la structure en nid d'abeille/ondulée, la conception d'une couche centrale en nid d'abeille ou ondulée dans le cadre de support en alliage d'aluminium (comme la solution brevetée de Mufeng.com), absorbant l'énergie de vibration par déformation tout en optimisant le chemin de dissipation thermique.
Parcours d'innovation matérielle :
Conductivité thermique et intégration porteuse, tels que les matériaux composites en fibres d'alliage d'aluminium (conductivité thermique ≥ 200 W/m·K, résistance +30 %) ; matériaux intelligents, la couche de remplissage à changement de phase (PCM) absorbe la chaleur et la libère lentement, avec une différence de température de ±1,5℃ ; Amortissement léger : la couche de coussin en silicone élastique absorbe les vibrations (amortissement +40%).
Chemin de mise en œuvre du processus :
Procédés de formage de précision, tels que le formage par extrusion : utilisés pour fabriquer des poutres refroidies par liquide en alliage d'aluminium avec des canaux d'écoulement complexes ;
Technologie de traitement de surface, telle que la génération d'une couche d'oxyde céramique sur la surface de l'alliage d'aluminium pour améliorer la résistance à la corrosion (test au brouillard salin ≥ 1000h) et améliorer l'efficacité de la dissipation thermique (émissivité de surface augmentée de 20%) ;
Processus d'assemblage intelligent et réglage dynamique de la précharge, comme l'intégration de capteurs de pression et d'actionneurs électriques pour ajuster la précharge des boulons (5-20 kN) en temps réel afin d'éviter d'endommager les cellules de la batterie par surpression.
c. Conception coordonnée de la résistance à la charge et aux vibrations de la structure de support : Le système de support doit répondre à la double exigence de résistance à la charge statique (poids des cellules de batterie + pression d'empilement) et de résistance aux vibrations dynamiques (impact du transport/sismique).
3- Modularité et compatibilité : interfaces standardisées et architecture évolutive
L’essence de l’utilisation d’une interface standardisée pour s’adapter aux cellules de batterie de tailles multiples est de parvenir à une extension flexible des spécifications des cellules de batterie sur une plate-forme unifiée grâce à l’innovation collaborative dans la gestion mécanique, électrique et thermique. La technologie actuelle est passée de la compatibilité statique à l’ajustement dynamique et évoluera vers l’intelligence, la légèreté et l’intégration inter-scénarios à l’avenir.
a. Innovation collaborative de structure mécanique :
Normalisation des interfaces mécaniques : définition de dimensions uniformes des dispositifs de connexion.
Conception modulaire de packs de batteries/armoires : des modules évolutifs et des armoires de batteries sont construits à partir d'unités de batteries standardisées (telles que des cellules de 280 Ah et 314 Ah) pour prendre en charge des combinaisons flexibles avec différentes exigences de capacité.

Figure 1-Boîtier de bloc de batterie de stockage d'énergie 280Ah
b. Réglage dynamique du système électrique
Protocoles et interfaces de communication standardisés, tels que la compatibilité BMS : formuler un protocole de communication BMS (système de gestion de batterie) unifié pour prendre en charge une connexion transparente avec les PCS et les cellules de batterie de différents fabricants ; régulation dynamique de la puissance, grâce au contrôle de l'inertie virtuelle et à l'algorithme d'optimisation multi-échelle de temps, pour obtenir un ajustement en temps réel de la puissance active/réactive ; et une conception adaptative de correspondance des paramètres électriques.
c. Adaptation intelligente du système de gestion thermique
Solutions de gestion thermique hiérarchique, telles que l'utilisation de mousse ignifuge à haute résilience, d'adhésif thermoconducteur et d'autres matériaux au niveau cellulaire pour équilibrer les exigences d'isolation et de dissipation thermique et inhiber la diffusion de chaleur ; la conception intégrée de la plaque de refroidissement liquide intégrée au niveau du module et de la couche d'isolation thermique pour améliorer la durée de vie du cycle ; Le système ajuste dynamiquement la capacité de refroidissement au niveau du système grâce à des compresseurs à fréquence variable et à plusieurs branches de réfrigération.
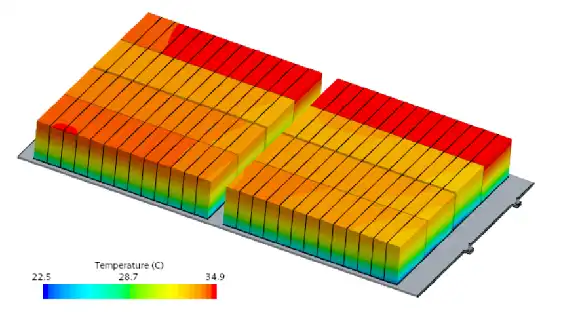
Surveillance et prédiction intelligentes, fusion multi-capteurs. Des capteurs de température sont placés à des endroits clés tels que les pôles des cellules de batterie et les grandes surfaces pour obtenir une acquisition de température de haute précision ; La technologie des jumeaux numériques optimise les stratégies de dissipation thermique en temps réel grâce à la surveillance du cloud et à la maintenance prédictive.
4- Conclusion
L’optimisation de l’espace des Boîtier de bloc de batterie de stockage d'énergie est passée d’une simple amélioration structurelle à une innovation collaborative multidimensionnelle :
La fusion du matériau, de la structure et de l'algorithme, comme la combinaison de la boîte en fibre de carbone + de la technologie CTP + de l'algorithme de disposition de l'IA, deviendra le courant dominant.
La modularisation et la standardisation s'accélèrent, et la conception standardisée avec Pack comme plus petite unité fonctionnelle incitera l'industrie à réduire les coûts et à augmenter l'efficacité.
La gestion thermique et l’utilisation de l’espace sont profondément intégrées, et les technologies de refroidissement liquide par immersion et de contrôle dynamique de la température libèrent davantage le potentiel de l’espace.
Nous mettrons régulièrement à jour les informations et technologies relatives à la conception thermique et à l’allègement. Merci de votre intérêt pour Walmate.












.")