Ci impegniamo a comprendere i tuoi obiettivi
aziendali e a lavorare duramente per
migliorare i benefici dei tuoi progetti
aziendali e a lavorare duramente per
migliorare i benefici dei tuoi progetti


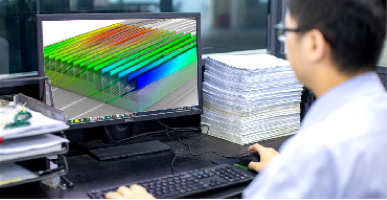
Sulla strada verso la potenza di calcolo AI Exascale (centinaia di miliardi di miliardi di operazioni al secondo), il super-nodo CloudMatrix 384 di Huawei e il cluster GB200 NVL72 di NVIDIA sono diventati due vette tecnologiche di rilievo globale. Essi rappresentano non solo diverse capacità di integrazione hardware, ma rivelano profondamente due filosofie fondamentali nella costruzione di supercomputer.
Il primo è stato paragonato a una "febbre alta persistente", che affronta la sfida estrema di raffreddare 384 chip funzionanti in modo stabile in uno spazio estremamente denso e stagnante. Il secondo è stato descritto come un "attacco epilettico intermittente", che deve domare il violento flusso di calore pulsante generato quando 72 GPU top di gamma lavorano in sincronia. Queste due diverse "eziologie" portano infine a "prescrizioni" radicalmente diverse – le soluzioni di raffreddamento – e ci mostrano chiaramente due filosofie ingegneristiche centrali a confronto: ingegneria sistemica deterministica contro innovazione ecosistemica agile. Per ogni azienda nella catena di fornitura, comprendere questo confronto è la chiave per definire il proprio ruolo futuro.
1- L'origine della differenza fondamentale – "L'eziologia" determina la "prescrizione"
Fin dal punto di partenza della progettazione, Huawei e NVIDIA hanno intrapreso strade diverse, il che ha plasmato direttamente le loro caratteristiche termiche distinte:

Tabella 1: Confronto delle caratteristiche della sorgente di calore delle due linee tecnologiche
Questa differenza tra "febbre alta persistente" e "attacco epilettico intermittente" non è affatto casuale. Riflette il fatto che Huawei, in qualità di sfidante, ha scelto di concentrarsi sulle prestazioni totali del sistema, cercando a tutti i costi di spingere al limite la densità computazionale in un singolo rack. NVIDIA, in quanto leader, ha il compito di costruire un ecosistema che collabori in modo efficiente e sia facile da adottare, garantendo al contempo il vantaggio assoluto nelle prestazioni del singolo chip.
2- Materializzazione della filosofia ingegneristica: due percorsi di raffreddamento a liquido
Le due diverse filosofie progettuali si manifestano in modo più evidente nelle critiche soluzioni di raffreddamento a liquido, plasmandone l'intero stack tecnologico dal chip alla sala server.
a. Huawei: La pratica del raffreddamento a liquido nell'ingegneria sistemica deterministica
Questa è una filosofia progettuale top-down, nata per un obiettivo deterministico a livello di sistema. Il suo cuore è realizzare il raffreddamento come parte integrante e ad alta affidabilità dell'infrastruttura chiave, attraverso un'implementazione ingegneristica globale, non come un semplice componente di supporto.
Figura 1: Super-nodo Huawei Ascend 384
· Lavorazione di precisione a livello chip e connessioni affidabili: Per garantire un trasferimento efficiente del calore dal chip alla piastra fredda, Huawei si concentra sull'ottimizzazione ingegneristica dei materiali d'interfaccia. Sebbene la documentazione pubblica indichi riserve di brevetti all'avanguardia in questo campo (ad es., riempitivi al carburo di silicio con alta sfericità), la loro specifica applicazione nel super-nodo non è stata resa pubblica. È certo che la loro soluzione persegua un'impedenza termica di interfaccia estremamente bassa e un'affidabilità a lungo termine, per affrontare la sfida della "febbre alta persistente".
· Ridondanza a livello di sistema e controllo intelligente: Adotta design ridondanti come l'alimentazione ad anello del liquido e sviluppa autonomamente il Thermal Management Unit (TMU) per il raffreddamento a liquido come "centro nevralgico" del sistema. Questo controller può eseguire commutazioni a 0 secondi tra le linee e utilizza l'AI per la previsione dei guasti, garantendo la deterministica e l'affidabilità del circuito termico in modalità software-defined, tipica espressione del suo pensiero ingegneristico di sistema.
· Fusione con l'infrastruttura ("Fusione Freddo-Elettrico"): A livello rack, integra fisicamente e gestisce in modo unificato l'unità di distribuzione del liquido di raffreddamento (CDU) con l'unità di distribuzione elettrica ad alta tensione (PDU). Questo design "unificato freddo-elettrico" è la risposta ingegneristica definitiva per gestire l'enorme densità di potenza per rack, semplificare la distribuzione e migliorare l'efficienza energetica (riducendo il PUE), ed è l'attuazione fisica della sua progettazione deterministica, dall'idea alla forma.
b. NVIDIA: Il quadro del raffreddamento a liquido nell'innovazione ecosistemica agile
Questa è una filosofia progettuale centrata sulla GPU, che abilita l'ecosistema globale definendo standard aperti. Il suo cuore è fornire un "progetto" collaudato per abbassare la soglia di applicazione in tutto il settore e realizzare una distribuzione efficiente, flessibile e su larga scala.
· Standardizzazione a livello chip e progetto di riferimento (VRD): NVIDIA fornisce progetti di riferimento di raffreddamento dettagliati per le sue GPU (es. serie Blackwell), definendo chiaramente le interfacce prestazionali come dimensioni fisiche della piastra fredda, Thermal Design Power (TDP), portata e caduta di pressione. Ciò equivale a fornire a tutti i produttori di soluzioni termiche la "risposta standard", incapsulando la complessità all'interno di componenti standardizzati, garantendo compatibilità e una linea di base qualitativa per i componenti fondamentali.
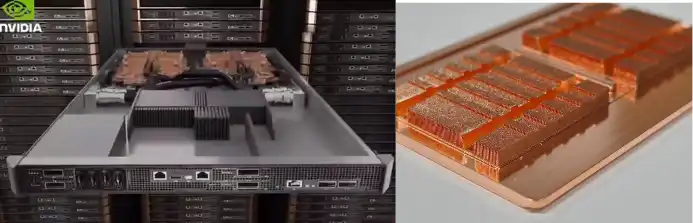
Figura 2: Modulo server NVIDIA e piastra di raffreddamento a liquido a microcanali
· Collaborazione a livello ecosistema e certificazione delle soluzioni: Collabora in profondità con i principali produttori di gestione termica e infrastrutture come Vertiv e Boyd, per sviluppare e certificare congiuntamente soluzioni di raffreddamento a liquido a livello rack. Ad esempio, la soluzione rack Tier 2 Ready di Vertiv è un prodotto pre-validato sviluppato sul progetto NVIDIA, consentendo agli operatori di data center di ottenere cluster a liquido plug-and-play rapidamente, come per l'acquisto di attrezzature standard.
· Abilitazione tramite gemello digitale e accelerazione della distribuzione: Tramite la piattaforma NVIDIA Omniverse, fornisce strumenti di simulazione e gemelli digitali per i sistemi di raffreddamento a liquido dei data center. I clienti possono progettare, validare e ottimizzare le soluzioni termiche in un ambiente virtuale, riducendo enormemente costi e rischi della validazione fisica e realizzando un processo agile dal design alla distribuzione.
Per comprendere più chiaramente questi due percorsi, ne confrontiamo le differenze fondamentali di seguito:

Tabella 2: Modello Huawei vs. Modello NVIDIA: Panoramica delle differenze chiave
3- L'illuminazione della storia e la convergenza futura
Il confronto tra questi due percorsi non è un caso isolato nella storia della tecnologia. È essenzialmente un'altra classica manifestazione dell'innovazione sistemica integrata contro l'innovazione ecosistemica a piattaforma. Huawei assomiglia all'Apple dell'era Steve Jobs, perseguendo il controllo assoluto dall'alto verso il basso sull'esperienza del prodotto; NVIDIA assomiglia di più all'Android di Google di oggi, guidando la prosperità dell'intero ecosistema stabilendo standard fondamentali (sistema Android/architettura GPU).
Per il settore, la tendenza futura non sarà la sostituzione completa di uno con l'altro, ma potrebbe emergere un certo grado di convergenza:
· Nei progetti nazionali o aziendali che cercano la potenza di calcolo estrema, il fascino dell' "ingegneria sistemica deterministica" rimane intatto.
· Nel vasto mercato commerciale del cloud computing, l' "innovazione ecosistemica agile" continuerà ad espandersi grazie ai suoi vantaggi in velocità e costo.
· Le scintille di innovazione potrebbero nascere nell'area di intersezione: integrare una maggiore personalizzazione e ottimizzazione sinergica all'interno di standard ecosistemici aperti.
4- Conclusione
Pertanto, la contesa sul raffreddamento tra Huawei e NVIDIA è, in sostanza, uno scontro tra due competenze fondamentali nell'era dell'IA: una parte cerca di realizzare prestazioni estreme e deterministiche attraverso l'integrazione profonda dell'ingegneria di sistema; l'altra parte guida l'innovazione agile e la rapida diffusione del settore costruendo standard aperti e un ecosistema. Questo confronto traccia scelte di percorso chiare per i partecipanti alla catena del valore: agire come "forze speciali", legandosi in profondità per espugnare fortezze sistemiche specifiche, o come "esercito principale", integrarsi nell'ecosistema per esplorare mercati nelle vaste pianure degli standard. Alla fine, il risultato non dipende solo dalla tecnologia in sé, ma anche dalla comprensione della logica di evoluzione del settore e dal posizionamento chiaro di se stessi nella mappa futura.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Quando la "grandezza" della cella diventa consenso, la "robustezza" del Pack diventa il nuovo campo di battaglia
Il settore dell'accumulo di energia sta entrando in un'era di salto nella capacità delle celle, passare da 280Ah a 500Ah+ è ormai una realtà in corso. Mentre il settore si concentra sulla "grandezza" della cella, la "robustezza" del Pack – ovvero la sua capacità di sopportazione meccanica e di gestione della sicurezza – sta diventando il nuovo fulcro della competizione. Indipendentemente dall'evoluzione della chimica e della capacità della cella, le sue forze di espansione, l'energia di fuga termica e i carichi meccanici devono essere infine sopportati dalla sottoscocca del Pack, la sua base meccanica.
Questo articolo esplora, dal punto di vista della progettazione strutturale, come la sottoscocca del Pack può rispondere alle esigenze meccaniche e di gestione termica differenziate sullo sfondo della divergenza dei percorsi tecnologici delle celle, e costruire una capacità ingegneristica di adattamento sostenibile.
1- Analisi meccanica dei tre percorsi tecnologici: il trilemma di carico, calore e spazio
L'aumento della capacità della cella cambia direttamente le condizioni al contorno della progettazione del sistema Pack. La sottoscocca, in quanto "scheletro" e "pelle" del sistema, deve rispondere nuovamente a tre domande fondamentali:
a. Analisi meccanica per celle da 587Ah (percorso ad alta integrazione)
Esigenza principale: Raggiungere una densità energetica ≥6 MWh all'interno di un container standard da 20 piedi, generando layout estremamente compatti come "4 colonne comuni, 8 cluster".
Sfide per la sottoscocca:
· Ottimizzazione del carico strutturale: Con una massa totale aumentata e punti di supporto ridotti, la scocca deve ottimizzare il percorso di trasmissione della forza, bilanciando la rigidezza globale e la resistenza locale nelle aree critiche, per garantire la stabilità strutturale durante il trasporto e il funzionamento.
· Integrazione della struttura di gestione termica: Il sistema di raffreddamento a liquido è profondamente integrato con il pannello di fondo della scocca e la struttura di supporto, fungendo sia da nucleo di gestione termica che da parte della struttura portante. La progettazione deve garantire l'affidabilità duratura della tenuta di raffreddamento sotto carichi strutturali a lungo termine e cicli termici.
Figura 1: Simulazione della sottoscocca di un Pack per accumulo
· Coordinazione spaziale precisa: La scocca deve riservare spazi adeguati all'interno dello spazio limitato per l'espansione delle celle, lo spostamento termico delle connessioni elettriche e le tubazioni antincendio, realizzando una coesistenza affidabile di tutti i sottosistemi in un layout compatto.
b. Analisi termo-meccanica e strutturale per celle da 684Ah (percorso a capacità ultra-large)
Esigenza principale: Ridurre il costo per Wh massimizzando la capacità della singola cella, ma introducendo effetti di concentrazione a livello fisico.
Sfide per la sottoscocca:
· Effetto "fuoco" della forza di espansione: La forza di espansione di una singola cella non aumenta linearmente con la capacità, ma si avvicina a una crescita esponenziale. Il telaio interno della scocca richiede un sistema di "contenimento" più robusto e uniforme, per distribuire lo stress di espansione concentrato all'intera scocca, evitando deformazioni plastiche localizzate.
· Dilemma dell'"uniformità" nella gestione termica: Un corpo riscaldante più grande richiede percorsi di conduzione del calore più efficienti. Diventano cruciali il materiale, lo spessore del pannello di fondo della scocca e la progettazione dell'interfaccia di contatto con il fondo della cella (ad esempio, l'impostazione del tasso di compressione dei pad termici). In caso di fuga termica, il rilascio di energia maggiore impone requisiti più elevati per la capacità di canalizzazione direzionale dei condotti di sfiato e per la resistenza al fuoco nel tempo delle partizioni antincendio interne.
· Risposta strutturale al peso concentrato: Una singola cella più pesante modifica le modalità di vibrazione dell'intero Pack. La sottoscocca richiede una nuova simulazione a fatica per prevenire l'allentamento dei componenti di fissaggio o la fessurazione strutturale dovuta a risonanza a frequenze specifiche.
c. Spiegazione dell'adattamento produttivo per celle da 392Ah (percorso di transizione robusto)
Esigenza principale: Concentrarsi sul raggiungimento di un equilibrio tra prestazioni, costo ed efficienza di consegna, fornendo al mercato soluzioni pienamente validate.
Sfide per la sottoscocca:
· Realizzazione stabile di soluzioni mature: Basandosi su progetti e sistemi di processo già validati, garantire la coerenza del prodotto attraverso controlli di processo rigorosi, supportando un ritmo di produzione rapido e stabile.
· Sinergia profonda nella supply chain: Affidandosi a un sistema di fornitura maturo, migliorare continuamente la competitività di costo complessiva del prodotto attraverso la selezione dei materiali, l'ottimizzazione dei processi e gli acquisti su larga scala.
2- Mentalità ingegneristica per affrontare la diversificazione:
Di fronte a molteplici percorsi tecnologici, i fornitori di sottoscocche non possono ricostruire il sistema tecnologico per ogni percorso. La vera soluzione risiede in una risposta precisa e piattaforma: un design modulare scalabile che si adatti in modo efficiente a esigenze diverse.
a. Concentrarsi sui principi fisici comuni e sulle modalità di collaborazione
L'iterazione delle celle segue leggi fisiche stabili. Basandoci sui parametri chiave, abbiamo stabilito un processo di valutazione collaborativa. Combinando dati su materiali e strutture, valutiamo rapidamente la fattibilità delle nuove celle, identificando precocemente i rischi di compatibilità, aiutando a convergere la direzione progettuale e riducendo le revisioni successive.

Figura 2: Sottoscocca per Pack di accumulo da 587Ah
b. Costruire un sistema elastico di "interfacce standard + moduli configurabili"
Per affrontare le esigenze di personalizzazione derivanti dalla diversificazione dei percorsi tecnologici, abbiamo istituito un sistema progettuale chiaro con interfacce standardizzate e moduli interni configurabili:
· Interfacce esterne unificate: I punti di fissaggio e posizionamento della scocca al container per l'accumulo, le interfacce di penetrazione elettrica, i punti di connessione del sistema di raffreddamento, ecc., seguono rigorosamente le specifiche comuni del settore, garantendo compatibilità a livello di sistema e coerenza nell'assemblaggio.
· Struttura interna configurabile: Offriamo una serie di componenti di supporto interno e soluzioni integrate di gestione termica, che possono essere combinate in modo flessibile in base alle dimensioni e alla disposizione delle celle.
· Modulo integrato di gestione termica: Il modulo di gestione termica è progettato in modo modulare, incentrato sull'ottimizzazione del controllo dell'aumento di temperatura e dell'uniformità termica delle celle, e può adattarsi in modo flessibile alle esigenze di gestione termica di diversi percorsi tecnologici.
c. Implementare linee produttive flessibili con filosofia "la produzione è progettazione"
Per adattarsi alla diversità dei percorsi tecnologici, il nostro sistema produttivo è organizzato attorno a una piattaforma di base scalabile e all'assemblaggio modulare:
· Produzione della piattaforma di base della scocca: Garantisce la precisione e la coerenza della struttura principale, fornendo un supporto affidabile per diverse configurazioni.
· Unità di assemblaggio modulari: Consente la selezione flessibile e l'assemblaggio dei corrispondenti moduli di supporto interno e di gestione termica, in base alle dimensioni e alla disposizione delle celle. Attraverso questa configurazione, possiamo effettuare in modo efficiente il cambio di produzione di prodotti per diversi percorsi tecnologici sulla stessa linea, assistendo i clienti nell'affrontare le sfide della catena di fornitura e della consegna derivanti dallo sviluppo parallelo di più percorsi.
3- Ridefinizione del valore della sottoscocca: da sopportazione passiva a abilitazione attiva
La sottoscocca si sta evolvendo da un contenitore passivo a un componente chiave che abilita il sistema, influenzando direttamente sicurezza, densità energetica e costo dell'intero ciclo di vita:
a. Struttura di sopportazione per la sicurezza: Fornendo un canale strutturale affidabile e una base di installazione per lo sfiato a livello di sistema e le partizioni antincendio, costruisce insieme al controllo della propagazione termica una protezione di sicurezza multilivello.
b. Supporto alla densità energetica: Il design leggero e ad alta resistenza riduce il peso proprio e l'ingombro, lasciando più margine per le prestazioni delle celle e del sistema di raffreddamento.
c. Garanzia di affidabilità a lungo termine: L'integrità strutturale e la progettazione per la resistenza a fatica supportano il sistema nell'affrontare sfide continue come i cicli a lungo termine e le vibrazioni durante il trasporto.
4- Conclusione: Costruire un ponte tra un upstream in diversificazione e un downstream stabile
Con l'evoluzione della tecnologia delle celle, i sistemi di accumulo perseguono continuamente sicurezza, alta densità e basso costo. La sottoscocca deve fornire una base di supporto affidabile e adattabile, affrontando diversi percorsi tecnologici attraverso modularità e produzione flessibile. La competizione del settore si sta spostando verso l'ingegneria a livello di sistema, e l'involucro del Pack ne è un anello chiave.

Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Nel corso di decenni di sviluppo dei data center, il raffreddamento ad aria è rimasto la scelta predominante. Tuttavia, il lancio della serie GB200 di NVIDIA sta infrangendo completamente questo equilibrio. Quando la densità computazionale raggiunge nuove vette, i metodi di raffreddamento tradizionali non sono più in grado di soddisfare la domanda, e la tecnologia a liquido emerge ufficialmente dalle quinte per diventare un'infrastruttura chiave a supporto della potenza di calcolo AI.
1- Un cambiamento fondamentale dal lato della domanda
a. Superamento del punto critico di densità di potenza
La densità di potenza del rack GB200 NVL72 si prevede supererà i 30 kW per rack, una cifra che va ben oltre il limite di dissipazione di 15-20 kW della tecnologia tradizionale ad aria. Ciò significa:
· Scelta obbligata del percorso tecnologico: Il raffreddamento a liquido passa da "opzione da considerare" a "unica scelta possibile".
· Cambiamento qualitativo dello spazio di mercato: Ogni implementazione GB200 implica una domanda certa di raffreddamento a liquido.
· Aumento significativo del valore: Il valore del sistema di raffreddamento a liquido per un singolo rack raggiunge le centinaia di migliaia di RMB.
b. Aggiornamento dei requisiti di affidabilità
Con l'aumento della densità di potenza di calcolo per rack, anche il valore aziendale che supporta cresce in modo esponenziale. L'affidabilità del sistema a liquido è direttamente correlata a:
· Continuità operativa: Un singolo guasto di raffreddamento può causare una perdita di potenza di calcolo per milioni.
· Durata del sistema: Per ogni aumento di 10°C nella temperatura, la durata dei componenti elettronici si dimezza.
· Stabilità delle prestazioni: L'efficienza di raffreddamento influisce direttamente sulla capacità del chip di mantenere costantemente le prestazioni di picco.
2- Miglioramento completo dei requisiti tecnici
a. Esigenza di un salto nell'efficienza di raffreddamento
Il GB200 impone requisiti senza precedenti al sistema di raffreddamento:
· Raddoppio delle prestazioni di conduzione termica
· La conduttività termica della piastra fredda deve essere 3-5 volte superiore rispetto alle soluzioni tradizionali
· La resistenza termica di contatto deve essere ridotta di un ordine di grandezza
.")
Figura 1 - Piastra di raffreddamento a liquido a microcanali
b. Controllo di precisione della portata
· Necessità di raggiungere una precisione di controllo della portata entro ±1%
· Supporto alla regolazione dinamica della portata per adattarsi a diverse condizioni di carico
c. Uniformità della temperatura
· La differenza di temperatura sulla superficie del chip deve essere controllata entro 5°C
· Evitare punti caldi locali che compromettano la stabilità del sistema
3- Balzo nella complessità dell'integrazione di sistema
Il sistema di raffreddamento a liquido si è evoluto da una semplice fornitura di componenti a un complesso progetto ingegneristico di sistema:
a. Modalità tradizionale:
· Fornitura di piastre fredde standardizzate
· Connessioni di tubazioni semplici
· Funzionalità di monitoraggio di base
b. Era GB200:
· Progettazione dell'architettura di raffreddamento a liquido a livello rack
· Sistema intelligente di distribuzione della portata
· Monitoraggio in tempo reale dello stato di salute
· Capacità di manutenzione predittiva

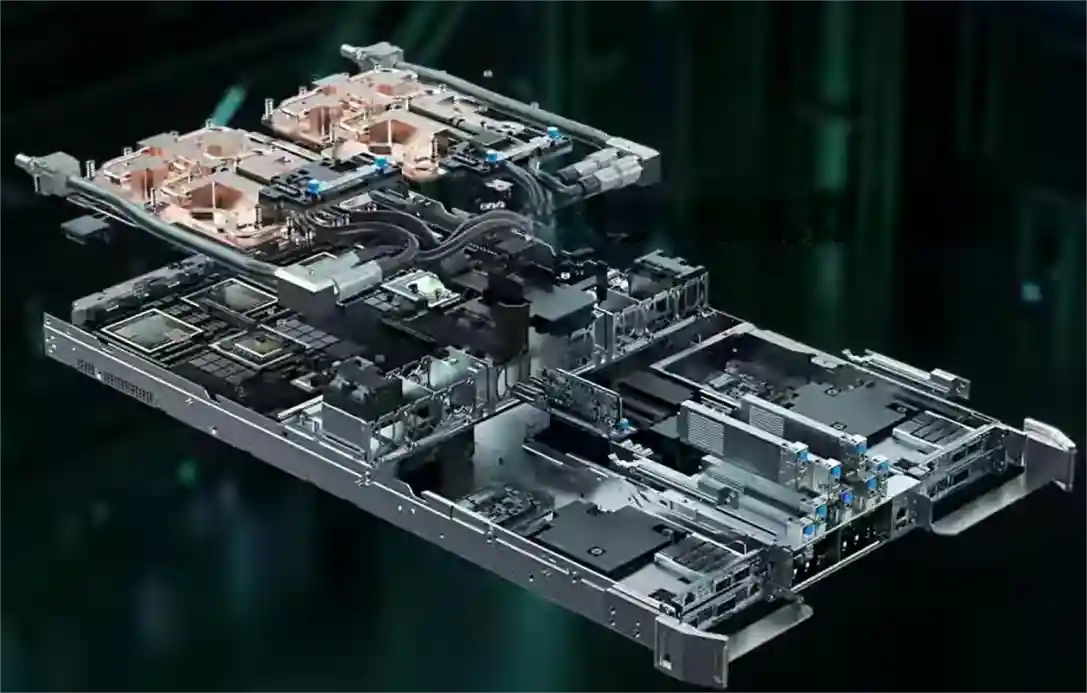
Figura 2 - Rack NVIDIA GB200
4- Elevazione completa delle barriere competitive
Nel nuovo contesto di mercato, le aziende devono superare soglie più elevate:
a. Barriera tecnologica
Le aziende di raffreddamento a liquido devono superare i limiti di singole discipline, costruendo un sistema tecnologico integrato e multidisciplinare. La profonda integrazione di tecnologie come la progettazione di microcanali, la scienza dei materiali e la fluidodinamica diventa il requisito di base, mentre la capacità di simulazione e ottimizzazione termica a livello chip mette alla prova l'accumulo tecnologico profondo dell'azienda. Questa non è più un semplice miglioramento di processo, ma un progetto sistemico che richiede investimenti in R&S a lungo termine.
b. Barriera di certificazione
Il sistema di certificazione del settore sta diventando sempre più rigoroso. Le aziende non solo devono superare i severi test di affidabilità stabiliti dai produttori di server, ma devono anche ottenere la certificazione tecnica del produttore di chip originale. Questo doppio requisito di certificazione non solo verifica le prestazioni tecniche del prodotto, ma mette anche alla prova il sistema di qualità e la capacità di fornitura stabile e continua dell'azienda, diventando un passaggio obbligatorio per accedere alla supply chain core.
c. Barriera dei servizi
Con l'evoluzione dei sistemi a liquido in sottosistemi core, la capacità di servizio è diventata un fattore competitivo chiave. Le aziende devono stabilire una rete di risposta rapida a copertura nazionale e costruire un sistema professionale di operazioni e manutenzione 24/7. Questa capacità di servizio richiede non solo tempestività nel supporto tecnico, ma soluzioni complete di servizio che includano manutenzione preventiva e gestione delle emergenze, diventando veramente un partner affidabile per il cliente.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Nella storia dell'evoluzione dell'architettura computazionale, alcuni momenti non arrivano in silenzio. Il lancio di NVIDIA GB200 NVL72 è uno di questi momenti: non è solo un nuovo prodotto, ma una completa riconcettualizzazione di cosa sia un server.
Per tre decenni, "server" ha significato un'unità chassis standardizzata: all'interno, una scheda madre, CPU, memoria, unità disco e schede di espansione, interconnesse tramite interfacce di settore standard. Lo misuriamo in "U", lo impiliamo nei rack, lo colleghiamo in rete. Tuttavia, l'arrivo del GB200 NVL72 sta smantellando questa definizione consolidata dalle sue fondamenta.
La sua essenza non è più "un server", ma un "computer" la cui forma è l'intero rack. I componenti server tradizionali vengono decostruiti e poi, su una scala più grande, reintegrati in un unico sistema computazionale indivisibile attraverso NVLink-C2C, raffreddamento a liquido e gestione dell'alimentazione a livello di rack. Questo non è un semplice aggiornamento, ma un profondo cambiamento di paradigma.
1- Cos'è un "server"? La risposta a questa domanda sta cambiando
Per tre decenni, abbiamo inteso un server come un chassis standardizzato: all'interno, scheda madre, CPU, memoria, dischi, schede di espansione, tutti i componenti seguivano standard di settore, sostituibili e aggiornabili a piacimento.
Ma il cambiamento introdotto dal GB200 è fondamentale:
· Il nucleo computazionale non è più una CPU e una GPU separate, ma il Superchip GB200 – un'unica entità che integra profondamente CPU e GPU.
· L'interconnessione non si affida più a slot PCIe standard, ma a backplane NVLink personalizzati.
· Il raffreddamento non è più un accessorio opzionale, ma un sistema a liquido integrato.
· L'unità di base per la distribuzione non è più lo "chassis", ma il "rack".
I vari componenti del server tradizionale vengono "smantellati" e poi riassemblati su una scala più ampia, quella del rack. Questa non è un'evoluzione, è una ricostruzione.
Tabella 1 - Rimodellamento dell'architettura fisica: dallo "Chassis" al "Rack"

2- I tre pilastri dell'"Architettura a Livello Rack"
La progettazione tradizionale dei server opera bilanciamenti e compromessi all'interno di un chassis chiuso. L'architettura a livello rack, rappresentata dal GB200, affronta la progettazione in una dimensione completamente nuova, trattando raffreddamento, interconnessione, alimentazione e gestione come un sistema integrato fin dalla fase progettuale superiore. Non è più una mera sovrapposizione di componenti, ma una fusione sistemica profonda. Ciò si basa sull'innovazione sinergica di tre pilastri fondamentali.
Pilastro Uno: Dalla "Rete di Interconnessione" al "Bus sul Backplane"
In un data center tradizionale, i server sono nodi indipendenti che comunicano tramite una rete (come Ethernet). Nel GB200 NVL72, il fabric NVLink all'interno del rack ha, di fatto, sostituito il bus di una scheda madre tradizionale, diventando lo "scheletro" che collega tutte le unità di calcolo. Questo cambiamento permette ai 72 GPU all'interno del rack di lavorare in sinergia come un unico, gigantesco GPU, dove la larghezza di banda di comunicazione e la latenza vedono un miglioramento di ordini di grandezza.
Pilastro Due: Il Raffreddamento da "Attrezzatura di Supporto" a "Sottosistema Core"
Quando la densità computazionale passa da alcune decine di kilowatt a oltre un centinaio di kilowatt per rack, le tradizionali tecnologie ad aria non sono più sufficienti. Il raffreddamento a liquido cessa di essere un'"attrezzatura di supporto" opzionale e diventa un sottosistema core, alla pari con il calcolo e l'interconnessione. Il suo progetto determina direttamente le prestazioni finali e la stabilità operativa dell'intero sistema, rappresentando la chiave per passare da "utilizzabile" a "altamente performante".
Pilastro Tre: "Centralizzazione e Ristrutturazione" di Gestione e Alimentazione
Il GB200 adotta un'alimentazione e una gestione centralizzate a livello rack. Questo non mira solo a migliorare l'efficienza di conversione energetica, ma ridefinisce il grado di accoppiamento del sistema. Porta a una cablatura semplificata e a una visione di gestione unificata, ma espande anche il dominio di guasto dal singolo server all'intero rack, imponendo nuovi paradigmi per le operazioni e la manutenzione.
3- Ristrutturazione e trasferimento della catena del valore
L'"architettura a livello rack" rappresentata dal GB200 ha un impiego che va ben oltre la tecnologia stessa, delineando chiaramente una nuova curva della catena del valore del settore. La tradizionale distribuzione del valore viene infranta, mentre nuove aree di alto valore si stanno formando proprio nell'integrazione a livello di sistema e nella sinergia software/hardware.
Produttori di server: Transizione strategica da "definitori" a "integratori"
I giganti tradizionali dei server, come Dell e HPE, stanno affrontando una migrazione del loro valore fondamentale. Le competenze su cui hanno prosperato – progettazione di schede madri, ottimizzazione dei sistemi e produzione standardizzata – stanno vedendo la loro importanza ridotta in sistemi come il GB200, altamente personalizzati e integrati fin dall'inizio.
Tuttavia, nella crisi si nascondono nuove opportunità strategiche:
· Spostamento del valore verso l'alto: Il fulcro della competizione si sposta dalla progettazione interna del server al raffreddamento a liquido a livello rack, all'efficienza energetica e al layout strutturale.
· Estensione del valore: Le competenze fondamentali si estendono dalla produzione hardware a servizi professionali per la distribuzione su larga scala, alla gestione operativa multipiattaforma e alla capacità di integrazione con gli ambienti IT aziendali.
Ciò significa che il ruolo dei produttori di server sta cambiando da "definitori" di prodotti standard ad "avanzati integratori e abilitatori" di sistemi complessi.
Acquisti "strategici" dei cloud provider: Bilanciamento tra dipendenza e autonomia
Per i cloud provider iperscaler, il GB200 è sia una necessità strategica che un monito strategico.
· Tattica a breve termine: Acquistare il GB200 è una scelta obbligata per soddisfare la domanda di mercato per le massime prestazioni di calcolo AI.
· Strategia a lungo termine: Per prevenire i rischi della catena di fornitura e la lock-in tecnologica, lo sviluppo di chip AI proprietari (come TPU, Trainium, Inferentia) è diventato una strategia centrale per l'autonomia futura.
Il comportamento dei cloud provider incarna il complesso bilanciamento tra efficienza e autonomia, tra mercato a breve termine e controllo a lungo termine.
Evoluzione decisionale per gli utenti finali: Dalla valutazione dei "componenti" alla considerazione dell'"output"
Per i decision maker tecnologi degli utenti finali (CTO, VP tecnici), il paradigma di valutazione per gli acquisti sta subendo un cambiamento fondamentale.
Lista di acquisto tradizionale:
· Numero di core e frequenza della CPU
· Modello e quantità di GPU
· Capacità e velocità di memoria e storage
Considerazioni strategiche attuali:
· Metriche di efficienza: Prestazioni per watt, tempo totale di addestramento del modello
· Costo totale di proprietà: Costo complessivo che include hardware, energia, operazioni e manodopera
· Agilità aziendale: Tempo dalla distribuzione all'output
Questo cambiamento segna un'evoluzione cruciale negli acquisti tecnologici aziendali: da una mentalità di centro di costo a un pensiero di investimento nella produttività.
Il GB200 ridefinisce l'unità di calcolo – da "server" a "rack". Questa non è solo un'evoluzione delle prestazioni, ma un cambiamento completo del paradigma architetturale. La ricerca dell'efficienza supera la semplice sovrapposizione di componenti e la catena del valore del settore si sta ristrutturando. In questo cambiamento, l'unica certezza è: adattarsi o essere lasciati indietro.
Una nuova era computazionale è iniziata.

Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

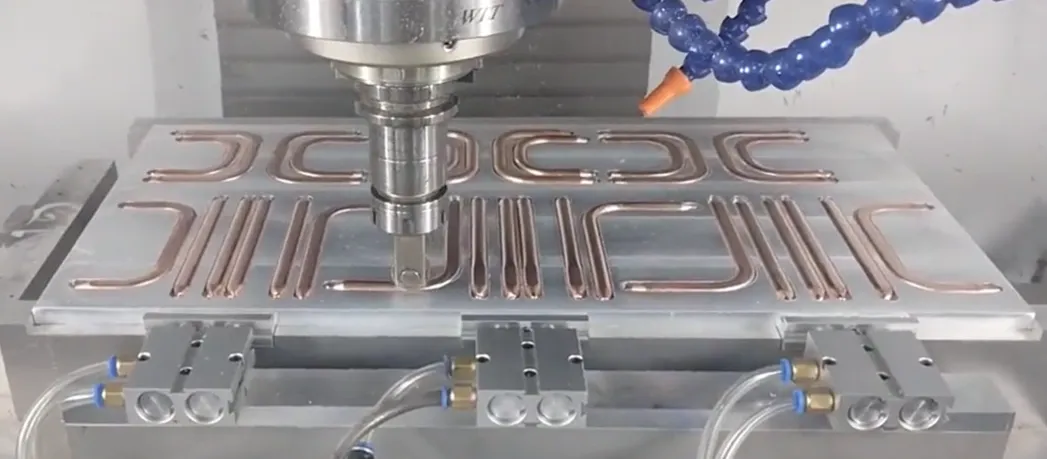
Quando il vostro dispositivo presenta molteplici punti caldi e questi sono indipendenti, hanno consumi energetici diversi o richiedono un raffreddamento isolato, una tradizionale piastra a liquido a canale singolo non è più sufficiente. La piastra di raffreddamento a liquido con tubi di rame incorporati e circuiti multipli è la soluzione chiave per risolvere questo problema.
1- Perché scegliere circuiti multipli? Tre scenari che affrontano le criticità
a. Isolare l'interferenza termica, garantire le prestazioni delle unità core
Quando dispositivi diversi come IGBT e diodi, CPU e GPU sono disposti in modo denso, un unico canale di flusso causerebbe una "diafonia" termica, costringendo i dispositivi a bassa temperatura a operare in condizioni di alta temperatura. Il design a circuiti multipli è come fornire a ciascun dispositivo un "climatizzatore dedicato", prevenendo completamente l'interferenza termica e assicurando che ogni unità operi entro il suo intervallo di temperatura ottimale, migliorando così le prestazioni e la stabilità generali del sistema.
b. Realizzare la ridondanza di sistema, creare un'architettura ad alta affidabilità
In campi con requisiti di affidabilità estremamente elevati (come server, stazioni base di telecomunicazione), il guasto di un unico circuito di raffreddamento significa l'arresto del sistema. Il design a circuiti multipli permette di costruire un sistema di raffreddamento ridondante "N+1". Se un circuito dovesse guastarsi inaspettatamente, i circuiti rimanenti possono comunque fornire una capacità di raffreddamento di base, guadagnando tempo prezioso per la manutenzione del sistema, rappresentando la base per un design ad alta disponibilità.
c. Affrontare layout irregolari e esigenze di raffreddamento differenziate
Di fronte a sorgenti di calore disposte in modo irregolare, un unico canale di flusso fatica a garantire un raffreddamento uniforme. I circuiti multipli supportano una progettazione "su misura". È possibile personalizzare in modo flessibile il percorso di ciascun tubo di rame in base alla forma e al layout effettivi delle sorgenti di calore, coprendo con precisione ogni punto caldo con il percorso del flusso ottimale. Allo stesso tempo, si possono configurare circuiti ad alto flusso per i dispositivi ad alto consumo e circuiti a basso flusso per quelli a basso consumo, realizzando un'allocazione ottimale delle risorse di raffreddamento.

Figura 1: Piastra di raffreddamento liquido multi-circuito con tubi in rame incorporati
2- Il cuore della progettazione e della produzione: Come bilanciare prestazioni e affidabilità in uno spazio ridotto?
Nella progettazione multicanale, la distanza tra i canali di flusso è fondamentale per il successo.
a. Limite termico: prevenire il "cortocircuito termico"
Se la distanza tra canali adiacenti è troppo ridotta, anche se i canali sono indipendenti, il calore si trasmetterà rapidamente attraverso il substrato in alluminio interposto, compromettendo notevolmente l'effetto di isolamento. Attraverso simulazioni e test, abbiamo stabilito il principio di una distanza base ≥ 1,5 volte il diametro del tubo per garantire l'indipendenza termica.
b. Linea rossa strutturale: difendere la "linea vitale della pressione di esercizio"
Il substrato in alluminio tra i canali di flusso è l'anello debole per la resistenza alla pressione interna. Una distanza troppo stretta comporta un'insufficiente resistenza della nervatura, con il rischio di rottura per sollecitazioni di pressione. Grazie a simulazioni di stress meccanico, garantiamo che lo stress tra i canali rimanga ben al di sotto del limite di snervamento del materiale in qualsiasi condizione operativa, eliminando alla radice il rischio di "cedimento della piastra".

Figura 2: Piastra di raffreddamento liquido con tubi in rame incorporati
c. Limite tecnologico: garantire una "produzione di precisione"
Distanze ridottissime rappresentano una sfida notevole per gli utensili da fresatura. Basandoci su una solida esperienza produttiva, colleghiamo la distanza al diametro dell'utensile, garantendo, insieme a un processo efficiente, pareti della scanalatura lisce e uniformi, gettando le basi per il successivo corretto annidamento del tubo di rame e una giunzione a bassa resistenza termica.
3- Punti chiave per la realizzazione ingegneristica
Il successo di un design multi-circuito richiede l'attenzione ai seguenti punti fondamentali:
a. Progettazione sinergica
Si raccomanda di integrare il design termico e meccanico già nella fase concettuale, considerando complessivamente il layout dei canali di flusso, la resistenza strutturale e le capacità produttive, per evitare successive modifiche progettuali.
b. Controllo di processo
• Utilizzare fresatura CNC ad alta precisione per garantire le tolleranze della larghezza della scanalatura e la qualità superficiale.
• Impiegare la tecnologia di piegatura dei tubi con mandrino per garantire la pervietà e l'uniformità dello spessore della parete dopo la curvatura del tubo di rame.
• Adottare processi di incorporamento e fissaggio affidabili per prevenire lo spostamento del tubo di rame in condizioni di vibrazione.
c. Verifica e test
Un sistema di test completo include:
• Test di tenuta stagna al 100%
• Test delle caratteristiche portata-caduta di pressione
• Verifica delle prestazioni della resistenza termica
• Test della pressione di scoppio
In sintesi, la piastra di raffreddamento a liquido con tubi di rame incorporati e circuiti multipli è una soluzione potente per risolvere problemi complessi di dissipazione del calore con multiple sorgenti. La chiave del successo risiede nella profonda comprensione della sua logica progettuale e nel trovare il miglior punto di equilibrio tra prestazioni e affidabilità.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
1-Pretrattamento del tubo di rame (Piegatura e Schiacciatura)
Obiettivo: Modellare un tubo di rame tondo e diritto in una forma appiattita che corrisponda esattamente al percorso di flusso progettato.
a. Scelta del materiale: Perché il rame senza ossigeno?
Il rame senza ossigeno (C1220) ha una purezza fino al 99.9% e non presenta ossidi ai confini dei grani, il che gli conferisce un'eccezionale duttilità, simile a un impasto. Ciò significa che si piega e si schiaccia senza rompersi facilmente o generare microfratture, garantendo così l'affidabilità finale.
b. Raggio di piegatura: Il limite di sicurezza
Il raggio di curvatura minimo ≥ 1.5 volte il diametro del tubo è una regola ferrea. Un valore inferiore sottoporrebbe la parete esterna del tubo a una tensione eccessiva, assottigliandola fino addirittura alla rottura. L'uso di una piegatrice con mandrino è fondamentale per prevenire la formazione di rughe all'interno della curva.
c. Schiacciamento: Una "riduzione" di precisione
Lo schiacciamento non è una semplice compressione, ma una deformazione plastica controllata eseguita tramite stampi di precisione. L'altezza del canale dopo lo schiacciamento non deve essere inferiore al 30% del diametro interno originale. L'obiettivo principale è garantire uno spessore uniforme della parete dopo lo schiacciamento; non devono presentarsi pieghe localizzate morte o eccessivi assottigliamenti, poiché in tali punti si verificherebbero future perdite.

Figura 1: Piegatura del tubo termico
d. Scelta della sequenza operativa: Piegare prima o schiacciare prima?
È imperativo "piegare prima, schiacciare dopo". Piegare un tubo tondo è un processo maturo e controllabile. Se schiacciato prima, un tubo piatto diventerebbe quasi impossibile da piegare con raggi piccoli e alta qualità; inoltre, la parete interna del canale si deformerebbe gravemente, causando un drastico aumento della resistenza al flusso.
2-Lavorazione del substrato (Fresatura di precisione della scanalatura)
Obiettivo: Lavorare nel substrato di alluminio una "rotaia" dimensionalmente precisa per l'alloggiamento del tubo di rame.

Figura 2: Tubo di rame incorporato
a. Progettazione della larghezza della scanalatura: Accoppiamento forzato
La larghezza della scanalatura deve essere progettata leggermente inferiore alla larghezza del tubo di rame schiacciato (tipicamente di 0.05-0.1 mm in meno), formando un "accoppiamento forzato". Ciò permette alla scanalatura di "abbracciare" saldamente il tubo di rame tramite attrito, realizzando il fissaggio preliminare e costituendo la base per ridurre la resistenza termica di contatto.
b. Controllo della profondità della scanalatura: Sovramateriale per il taglio volo
La profondità della scanalatura determina l'altezza di sporgenza del tubo di rame dalla superficie del substrato dopo l'inserimento; questa altezza costituisce il sovramateriale per la successiva lavorazione con la tecnologia di taglio volo. La uniformità della profondità della scanalatura influisce direttamente sull'uniformità dello spessore residuo della parete del tubo di rame finale.
c. Utensile e "Vibrazione dell'utensile"
Durante la lavorazione di scanalature strette e profonde, un elevato rapporto lunghezza-diametro della fresa può facilmente causare "vibrazioni" (tremolio), portando a pareti della scanalatura rugose e dimensioni fuori tolleranza. Pertanto, la distanza tra i canali di flusso non può essere troppo ridotta; è necessario lasciare spazio per la resistenza e la rigidità dell'utensile.
d. Pulizia: Una qualità invisibile
Dopo la fresatura della scanalatura, trucioli di alluminio e residui oleosi devono essere rimossi al 100%. Qualsiasi residuo formerà uno strato termicamente isolante tra il tubo di rame e il substrato di alluminio, aumentando notevolmente la resistenza termica di contatto e causando un drastico peggioramento delle prestazioni di raffreddamento.
3-Innestaggio e Fissaggio
Obiettivo: Inserire con precisione il tubo di rame sagomato nella scanalatura del substrato e formare un legame stabile.
a. Accoppiamento forzato: La forza di fissaggio primaria
Grazie alla progettazione dimensionale precisa, il tubo di rame viene "spinto" sotto la forza esterna di una pressa in una scanalatura leggermente più stretta. La forza di ritorno elastica del materiale stesso genera un'enorme pressione di contatto, che rappresenta la fonte principale della forza di fissaggio.

Figura 3: Fissaggio del tubo termico
b. Fissaggio ausiliario: Prevenire l'"effetto altalena"
Con il solo accoppiamento forzato, le estremità del tubo di rame potrebbero sollevarsi sotto stress termico. È necessario un fissaggio ausiliario: micro-saldatura a punti (alta resistenza, ma richiede controllo del calore) o resina epossidica ad alta conducibilità termale (basso stress, ma con rischio di invecchiamento).
c. Il nemico della resistenza termica di interfaccia
L'aria tra il tubo di rame e la scanalatura di alluminio è un cattivo conduttore di calore e rappresenta la fonte principale della resistenza termica di interfaccia. Colla ad alta conducibilità termica o la saldatura possono riempire i vuoti microscopici, sostituendo l'aria e riducendo significativamente la resistenza termica.
d. Allerta sulla corrosione galvanica
L'alluminio e il rame a contatto con un elettrolita formano una pila galvanica, dove l'alluminio, funzionando da anodo, si corrode. È imperativo garantire la tenuta del sistema di raffreddamento e l'uso di acqua deionizzata/liquido di raffreddamento anticorrosivo per interrompere il percorso di corrosione a livello di sistema.
4- Formatura della Superficie (Taglio Volo vs. Incorporamento Profondo)
Obiettivo: Formare la superficie di raffreddamento finale, utilizzabile per il montaggio dei chip, caratterizzata da alta planarità e bassa resistenza termica.
a. Tecnologia di Taglio Volo: Il campione delle prestazioni
Utilizza un utensile ultra-duro per tagliare simultaneamente rame e alluminio, creando una superficie perfetta e complanare. Ciò permette alla sorgente di calore di entrare in contatto diretto e su un'ampia area con il tubo di rame dall'eccellente conducibilità termica, realizzando la resistenza termica più bassa possibile.
b. Tecnologia del Tubo Interrato Profondo: Il guardiano dell'affidabilità
Il tubo di rame tondo viene incorporato e il canale viene riempito con resina epossidica ad alta conducibilità termica. Il tubo di rame mantiene la sua forma circolare, conferendo una maggiore resistenza alla pressione; il materiale di riempimento fornisce protezione aggiuntiva e un effetto cuscinetto contro gli stress, offrendo una maggiore affidabilità, sebbene con una resistenza termica leggermente superiore rispetto al taglio volo.
c. Spessore Finale della Parete: La linea vitale
L'obiettivo di controllo fondamentale nella tecnologia di taglio volo è lo spessore residuo finale della parete del tubo di rame. Deve bilanciare le prestazioni (parete sottile) con l'affidabilità e la prevenzione del taglio della parete (parete spessa), ed è tipicamente controllato nell'intervallo aureo di 0.15-0.3 mm.
d. Planarità: La garanzia del contatto
Indipendentemente dalla tecnologia utilizzata, la planarità della superficie di montaggio (tipicamente richiesta <0.1 mm) è un requisito stringente. Anche variazioni di pochi micron devono essere compensate con pasta termica; una planarità insufficiente causa un'impennata della resistenza termica di contatto e il fallimento del raffreddamento.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
1-Pretrattamento del tubo di rame (Piegatura e Schiacciatura)
Obiettivo: Modellare un tubo di rame tondo e diritto in una forma appiattita che corrisponda esattamente al percorso di flusso progettato.
a. Scelta del materiale: Perché il rame senza ossigeno?
Il rame senza ossigeno (C1220) ha una purezza fino al 99.9% e non presenta ossidi ai confini dei grani, il che gli conferisce un'eccezionale duttilità, simile a un impasto. Ciò significa che si piega e si schiaccia senza rompersi facilmente o generare microfratture, garantendo così l'affidabilità finale.
b. Raggio di piegatura: Il limite di sicurezza
Il raggio di curvatura minimo ≥ 1.5 volte il diametro del tubo è una regola ferrea. Un valore inferiore sottoporrebbe la parete esterna del tubo a una tensione eccessiva, assottigliandola fino addirittura alla rottura. L'uso di una piegatrice con mandrino è fondamentale per prevenire la formazione di rughe all'interno della curva.
c. Schiacciamento: Una "riduzione" di precisione
Lo schiacciamento non è una semplice compressione, ma una deformazione plastica controllata eseguita tramite stampi di precisione. L'altezza del canale dopo lo schiacciamento non deve essere inferiore al 30% del diametro interno originale. L'obiettivo principale è garantire uno spessore uniforme della parete dopo lo schiacciamento; non devono presentarsi pieghe localizzate morte o eccessivi assottigliamenti, poiché in tali punti si verificherebbero future perdite.
Figura 1: Piegatura del tubo termico
d. Scelta della sequenza operativa: Piegare prima o schiacciare prima?
È imperativo "piegare prima, schiacciare dopo". Piegare un tubo tondo è un processo maturo e controllabile. Se schiacciato prima, un tubo piatto diventerebbe quasi impossibile da piegare con raggi piccoli e alta qualità; inoltre, la parete interna del canale si deformerebbe gravemente, causando un drastico aumento della resistenza al flusso.
2-Lavorazione del substrato (Fresatura di precisione della scanalatura)
Obiettivo: Lavorare nel substrato di alluminio una "rotaia" dimensionalmente precisa per l'alloggiamento del tubo di rame.
Figura 2: Tubo di rame incorporato
a. Progettazione della larghezza della scanalatura: Accoppiamento forzato
La larghezza della scanalatura deve essere progettata leggermente inferiore alla larghezza del tubo di rame schiacciato (tipicamente di 0.05-0.1 mm in meno), formando un "accoppiamento forzato". Ciò permette alla scanalatura di "abbracciare" saldamente il tubo di rame tramite attrito, realizzando il fissaggio preliminare e costituendo la base per ridurre la resistenza termica di contatto.
b. Controllo della profondità della scanalatura: Sovramateriale per il taglio volo
La profondità della scanalatura determina l'altezza di sporgenza del tubo di rame dalla superficie del substrato dopo l'inserimento; questa altezza costituisce il sovramateriale per la successiva lavorazione con la tecnologia di taglio volo. La uniformità della profondità della scanalatura influisce direttamente sull'uniformità dello spessore residuo della parete del tubo di rame finale.
c. Utensile e "Vibrazione dell'utensile"
Durante la lavorazione di scanalature strette e profonde, un elevato rapporto lunghezza-diametro della fresa può facilmente causare "vibrazioni" (tremolio), portando a pareti della scanalatura rugose e dimensioni fuori tolleranza. Pertanto, la distanza tra i canali di flusso non può essere troppo ridotta; è necessario lasciare spazio per la resistenza e la rigidità dell'utensile.
d. Pulizia: Una qualità invisibile
Dopo la fresatura della scanalatura, trucioli di alluminio e residui oleosi devono essere rimossi al 100%. Qualsiasi residuo formerà uno strato termicamente isolante tra il tubo di rame e il substrato di alluminio, aumentando notevolmente la resistenza termica di contatto e causando un drastico peggioramento delle prestazioni di raffreddamento.
3-Innestaggio e Fissaggio
Obiettivo: Inserire con precisione il tubo di rame sagomato nella scanalatura del substrato e formare un legame stabile.
a. Accoppiamento forzato: La forza di fissaggio primaria
Grazie alla progettazione dimensionale precisa, il tubo di rame viene "spinto" sotto la forza esterna di una pressa in una scanalatura leggermente più stretta. La forza di ritorno elastica del materiale stesso genera un'enorme pressione di contatto, che rappresenta la fonte principale della forza di fissaggio.
Figura 3: Fissaggio del tubo termico
b. Fissaggio ausiliario: Prevenire l'"effetto altalena"
Con il solo accoppiamento forzato, le estremità del tubo di rame potrebbero sollevarsi sotto stress termico. È necessario un fissaggio ausiliario: micro-saldatura a punti (alta resistenza, ma richiede controllo del calore) o resina epossidica ad alta conducibilità termale (basso stress, ma con rischio di invecchiamento).
c. Il nemico della resistenza termica di interfaccia
L'aria tra il tubo di rame e la scanalatura di alluminio è un cattivo conduttore di calore e rappresenta la fonte principale della resistenza termica di interfaccia. Colla ad alta conducibilità termica o la saldatura possono riempire i vuoti microscopici, sostituendo l'aria e riducendo significativamente la resistenza termica.
d. Allerta sulla corrosione galvanica
L'alluminio e il rame a contatto con un elettrolita formano una pila galvanica, dove l'alluminio, funzionando da anodo, si corrode. È imperativo garantire la tenuta del sistema di raffreddamento e l'uso di acqua deionizzata/liquido di raffreddamento anticorrosivo per interrompere il percorso di corrosione a livello di sistema.
4- Formatura della Superficie (Taglio Volo vs. Incorporamento Profondo)
Obiettivo: Formare la superficie di raffreddamento finale, utilizzabile per il montaggio dei chip, caratterizzata da alta planarità e bassa resistenza termica.

Piastra di raffreddamento con tubi di rame incorporati
a. Tecnologia di Taglio Volo: Il campione delle prestazioni
Utilizza un utensile ultra-duro per tagliare simultaneamente rame e alluminio, creando una superficie perfetta e complanare. Ciò permette alla sorgente di calore di entrare in contatto diretto e su un'ampia area con il tubo di rame dall'eccellente conducibilità termica, realizzando la resistenza termica più bassa possibile.
b. Tecnologia del Tubo Interrato Profondo: Il guardiano dell'affidabilità
Il tubo di rame tondo viene incorporato e il canale viene riempito con resina epossidica ad alta conducibilità termica. Il tubo di rame mantiene la sua forma circolare, conferendo una maggiore resistenza alla pressione; il materiale di riempimento fornisce protezione aggiuntiva e un effetto cuscinetto contro gli stress, offrendo una maggiore affidabilità, sebbene con una resistenza termica leggermente superiore rispetto al taglio volo.
c. Spessore Finale della Parete: La linea vitale
L'obiettivo di controllo fondamentale nella tecnologia di taglio volo è lo spessore residuo finale della parete del tubo di rame. Deve bilanciare le prestazioni (parete sottile) con l'affidabilità e la prevenzione del taglio della parete (parete spessa), ed è tipicamente controllato nell'intervallo aureo di 0.15-0.3 mm.
d. Planarità: La garanzia del contatto
Indipendentemente dalla tecnologia utilizzata, la planarità della superficie di montaggio (tipicamente richiesta <0.1 mm) è un requisito stringente. Anche variazioni di pochi micron devono essere compensate con pasta termica; una planarità insufficiente causa un'impennata della resistenza termica di contatto e il fallimento del raffreddamento.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Per migliorare l'autonomia e la capacità dei veicoli elettrici, i Pacchi Batteria di Trazione stanno transitando da layout a singolo strato a Strutture a Impilamento Multistrato. Questa transizione migliora significativamente la Densità Energetica, ma introduce anche nuove sfide strutturali. Questo articolo esplorerà tre aspetti: problematiche centrali, soluzioni principali e direzioni tecnologiche future.
1-Sfide centrali: Problematiche meccaniche dell'impilamento multistrato
Espandere i Pacchi Batteria da uno a Più Strati è ben lontano da un semplice impilamento. Rimodula l'ambiente meccanico interno e i Percorsi di Carico esterni, presentando quattro sfide principali:
a.Incremento verticale del Carico e rischio di Scorrimento Viscoso del Materiale
·Nelle Strutture Multistrato, il peso di Celle, Moduli e Componenti Strutturali si accumula strato dopo strato. Il Carico di Compressione Statico sopportato dallo strato inferiore è significativamente superiore a quello dello strato superiore.
·Questo ambiente di Alta Sollecitazione sostenuta pone severe prove per le Prestazioni a Lungo Termine dei materiali, in particolare la Resistenza allo Scorrimento Viscoso (la lenta Deformazione Plastica dei materiali sotto Sollecitazione Costante nel tempo).
·Se i Supporti Interstrato o i Componenti di Fissaggio delle Celle subiscono Scorrimento Viscoso, può portare al Rilassamento della Precarga, influenzando la Durata del Ciclo di Vita delle Celle e la Stabilità del Contatto dell'Interfaccia. Pertanto, è cruciale identificare materiali che combinino proprietà di Leggerezza con eccellenti Caratteristiche di Resistenza allo Scorrimento Viscoso.
b.Forza di EspansioneEffetto di Accumulo e Stabilità Strutturale
·Le Batterie agli Ioni di Litio sperimentano un "Effetto Respirazione" durante la Carica e Scarica a causa dei Cambiamenti di Volume dei Materiali degli Elettrodi, portando all'Espansione delle Celle. Nelle Strutture a Impilamento Multistrato, le Forze di Espansione si accumulano strato dopo strato, facendo sopportare ai Moduli dello strato inferiore una pressione enorme.
·Questa Sollecitazione Ciclica può facilmente innescare Rigonfiamento dell'Involucro, Guasto della Tenuta, Compressione dei Componenti Strutturali, Cortocircuito delle Celle e una Accelerata Degradazione delle Prestazioni della Batteria. Il controllo efficace richiede Sensori Integrati per Monitoraggio in Tempo Reale combinato con Simulazione Digitale per guidare la Progettazione dell'Ottimizzazione Strutturale.
c.Contraddizione centrale tra Utilizzo dello Spazio e Densità Energetica
·Affrontare la Gravità e le Forze di Espansione richiede Strutture Rinforzate (come aggiungere Traverse o ispessire Lastre), ma ciò occupa spazio prezioso e aumenta il peso, entrando in conflitto con gli obiettivi principali di migliorare la Densità Energetica Volumetrica e la Densità Energetica Gravimetrica.
·La soluzione risiede nell'Ottimizzazione Strutturale e nell'applicazione di Materiali Efficienti, spingendo la transizione dei Pacchi Batteria verso Progettazioni Ibride Multimateriale.
d.Carico di CollisionePercorso di Trasferimento e aggiornamento della Ridondanza di Sicurezza
·L'Altezza Aumentata dei Pacchi Batteria intensifica i Carichi Meccanici durante Impatto Laterale o Impatto Inferiore; la Struttura Innalzata amplifica l'Effetto Leva, imponendo maggiori richieste sulla Resistenza dei Punti di Connessione e sulla Rigidezza Intrinseca del Pacco Batteria.
·È necessario utilizzare Materiali Resistenti all'Impatto e Progettazione Integrata per ottimizzare il Trasferimento della Forza e l'Assorbimento dell'Energia, garantendo la Sicurezza delle Celle in Condizioni Estreme, thus promuovendo lo sviluppo della tecnologia di Integrazione Batteria-Scocca (CTC), rendendo il Pacco Batteria parte integrante della Struttura della Scocca del Veicolo.
2- Analisi comparativa delle soluzioni strutturali principali
Per affrontare queste sfide, il settore ha esplorato varie soluzioni innovative:
a.Vassoio Pressofuso in Un Pezzo(One-piece Die-cast Tray)
·Vantaggi: Alta Integrazione, riduzione del Numero di Componenti, migliorata Rigidezza Complessiva, Coerenza e Tenuta. Il Processo supporta Forme Geometriche Complesse, facilitando l'integrazione di Raffreddamento, Nervature di Rinforzo e Punti di Montaggio. La Struttura Monolitica aiuta a gestire Sollecitazioni Complesse.
·Sfide: La Pressofusione Integrale di Telai Multistrato impone requisiti estremamente elevati su Attrezzature, Stampi e Processi, rendendola costosa. La Riparazione Post-Collisione è difficile o impossibile. La Struttura Rigida Monolitica potrebbe mancare della Flessibilità per gestire Forze di Espansione Differenziali tra Strati.
b.Telaio Modulare Multilivello(Multi-level Frame Modular)
·Vantaggi: Flessibilità di Progettazione e Produzione, facilitando Produzione, Manutenzione e Sostituzione. Naturalmente adatto a Progettazioni Ibride Multimateriale, consentendo l'ottimizzazione delle Prestazioni e dei Costi per diversi Livelli. Attingendo al concetto di "Stratificazione Quasi-isotropa" dei Materiali Compositi per ottimizzare la Risposta Meccanica Complessiva e disperdere la Sollecitazione.
·Sfide: Numerosi Componenti e Connettori, Assemblaggio Complesso, Tolleranze Cumulative che influenzano Precisione e Precarico. Numerose Interfacce di Connessione (Bulloni, Rivetti) sono Punti di Potenziale Guasto e aumentano il peso.
c.Struttura Sandwich a Materiale Ibrido(Hybrid Material Sandwich Structure)
·Vantaggi: Eccellente Efficienza di Alleggerimento e altissima Rigidezza Specifica (Pannelli ad Alta Resistenza + Materiali del Nucleo Leggeri come Schiuma/Nido d'Ape in Alluminio). Forte Resistenza alla Flessione, con i Materiali del Nucleo che offrono sia Isolamento Termico che Caratteristiche di Assorbimento dell'Energia, migliorando la Sicurezza Termica e la Sicurezza in Collisione. Si allinea con la tendenza dell'Integrazione Multifunzionale.
·Sfide: Processo di Produzione complesso e alto costo. La Resistenza del Legame dell'Interfaccia e la Durabilità a Lungo Termine tra Pannelli e Materiali del Nucleo sono critici. I Materiali del Nucleo devono possedere un'eccellente Resistenza alla Compressione e allo Scorrimento Viscoso.
d.Struttura a Nido d'Ape Bionica
·Vantaggi: Teoricamente un Design Bionico ideale (imitando l'EsagonaleNido d'Ape) per raggiungere l'Estremo Alleggerimento, l'Alta Rigidezza e la Resistenza alla Compressione. Fornisce Supporto Uniforme con una forte Capacità di Assorbimento dell'Urto.
·Sfide: Produzione estremamente complessa e costosa, con significative Difficoltà di Integrazione con Sistemi di Raffreddamento, ecc. Attualmente principalmente nella fase di Ricerca Avanzata, richiede più tempo per l'Applicazione Commerciale su Larga Scala.
3- Direzioni chiave per le innovazioni tecnologiche
Le future innovazioni chiave per risolvere le Problematiche di Progettazione dell'Impilamento Multistrato risiedono in:
a.Materiale e Innovazione di Processo per Alleggerimento e Bilanciamento della Rigidezza
·Materiali: Ottimizzazione continua di CFRP, Leghe di Alluminio, Leghe di Magnesio; sviluppo di nuovi Polimeri Multifunzionali e Materiali Compositi che combinano Basso Scorrimento Viscoso, Alto Isolamento, Buona Conduttività Termica e Facilità di Lavorazione.
·Processi: Sviluppo di Tecnologie di Connessione Avanzate (Saldatura a Punti per Resistenza, Saldatura Laser, Saldatura a Ultrasuoni) per realizzare Connessioni Multimateriale affidabili e leggere.
b. Gestione Adattativa delle Forze di Espansione
Spostando l'approccio da "Resistenza Rigida" a "Adattamento Flessibile", creando Sistemi di Risposta Dinamica per mantenere le Celle nell'Ambiente di Sollecitazione Ottimale durante tutto il loro Ciclo di Vita.

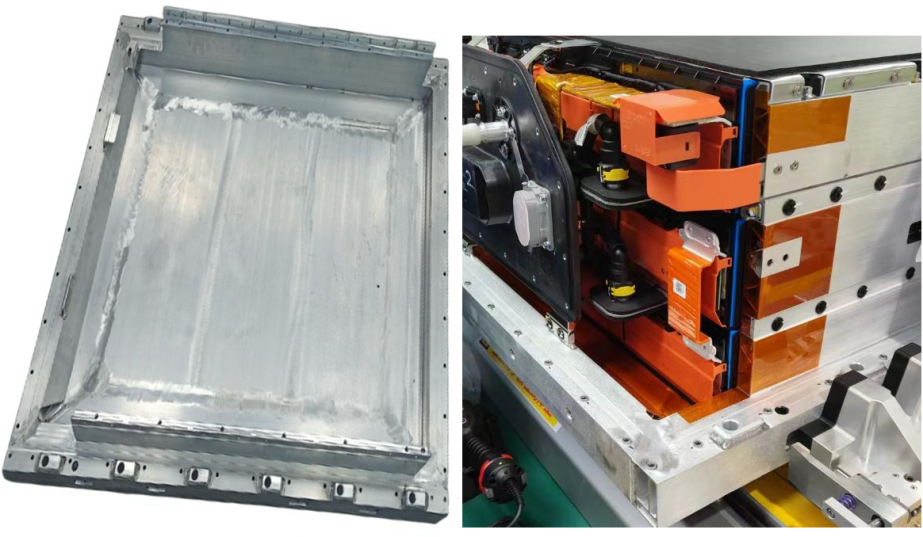
Figura 1:Saldatura laser robotizzata dell’Involucro della batteria del veicolo elettrico
c.Connessione Interstrato e Rivoluzione dell'Integrazione
·Tecnologie di Connessione: Evoluzione dalle Connessioni Meccaniche a Bullone verso Incollaggio con Adesivo Strutturale e Saldatura Avanzata per una Distribuzione della Sollecitazione più uniforme, Buona Tenuta e Resistenza alla Fatica.
·Integrazione Finale: CTC/CTB (Cell-to-Chassis/Body) è un'importante direzione futura per l'Integrazione dei Pacchi Batteria. Eliminando i Gusci Indipendenti e integrando direttamente le Celle o i Moduli nel Telaio, l'Impilamento Multistrato stesso diventa un Componente Strutturale della Scocca (come Traverse o Pavimenti), risolvendo fondamentalmente le Limitazioni di Spazio e massimizzando la Funzionalità Strutturale della Batteria. Raggiungere questa tecnologia richiede Collaborazione Profonda in più campi, inclusi Batterie, Strutture, Gestione Termica e Sicurezza, rappresentando la Forma Ultima del concetto "Struttura come Funzione".

Figura 2:contenitori delle batterie nelle auto elettriche
L'Impilamento Multistrato è una scelta inevitabile per aumentare la Densità Energetica delle Batterie, ma porta anche enormi sfide in Struttura, Forze di Espansione e Sicurezza. La soluzione risiede nell'Innovazione dei Materiali, nell'Ottimizzazione Strutturale Bionica e nella Gestione Intelligente delle Forze di Espansione. Alla fine, i Pacchi Batteria si Integreranno Profondamente con le Scocche dei Veicoli, diventando un "Telaio Energetico" integrato.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Due sfide principali degli autocarri elettrici pesanti: analisi approfondita del layout delle batterie e della tecnologia di impilamento
Quando un autocarro elettrico pesante completamente carico viaggia in autostrada, il segreto delle sue centinaia di chilometri di autonomia si nasconde nel suo telaio e nel vano batterie. Mentre l'onda dell'elettrificazione degli autocarri pesanti investe l'industria logistica globale, il layout e la tecnologia di impilamento dei sistemi batteria sono diventati critici per il successo sul mercato.

Figura 1: Soluzione di raffreddamento a liquido per batterie di autocarri elettrici pesanti
1-Layout delle batterie: come tre soluzioni rimodellano gli autocarri elettrici pesanti?
a. Layout posteriore: scelta agile per il trasporto a corto raggio
· Scenario: operazioni a corto raggio in aree chiuse come porti, miniere e acciaierie.
· Vantaggio principale: scambio rapido di batterie (i tempi specifici richiedono validazione), migliorando l'utilizzo del veicolo.
· Limitazioni: vincoli di capacità della batteria (<350 kWh standard del settore), alto centro di gravità che influisce sulla stabilità.
· Compromesso spaziale: occupa spazio di carico o cabina, riducendo la capacità di carico.
b. Layout sul telaio: il re dell'autonomia per il trasporto a lungo raggio
· Svolta nella capacità: la capacità della batteria supera 500 kWh (ad es. soluzioni dichiarate da 513 kWh).
· Efficienza spaziale: massimizza lo spazio del telaio, evitando l' dello spazio di carico.
· Sicurezza: il centro di gravità ultra basso migliora la stabilità ad alta velocità.
· Barriere tecniche: l'integrazione del telaio richiede una maggiore protezione e gestione termica.
c. Layout inferiore-laterale: motore di efficienza per le reti di scambio batterie
· Innovazione: scambio laterale di batterie aumenta l'efficienza operativa.
· Bilanciamento spaziale: preserva lo spazio di carico completo, con autonomia tra i layout posteriore e su telaio.
· Focus sulla sicurezza: richiede strutture rinforzate di protezione dagli impatti laterali.
2-Tecnologia di impilamento: soluzioni efficienti di integrazione per pacchi batteria di autocarri
Impilamento multistrato è chiave per migliorare la densità energetica:

Figura 2: Scatola di integrazione del raffreddamento a liquido impilata per autocarri pesanti
a. Impilamento integrato senza telaio:
· L'impilamento diretto delle celle riduce i componenti strutturali.
· Elimina moduli/telai, abilitando l'"impilamento Z senza soluzione di continuità".
· Aumenta significativamente la densità energetica del sistema.
· Supporta la ricarica ultra-rapida (le prestazioni richiedono validazione).
b. Integrazione modulo-telaio (es. MTB/CTC):
· MTB: i moduli si collegano direttamente al telaio, migliorando l'utilizzo del volume.
· Batteria Qilin(CTP 3.0): 72% utilizzo del volume, densità energetica di 255 Wh/kg.
· CTC: le celle si integrano nel telaio, riducendo il peso del 10%.
c. Innovazione nella forma delle celle (es. Batteria Blade):
· Celle piatte strettamente disposte, aumentando l'utilizzo del volume (>50% secondo i dati BYD).
· Supera i colli di bottiglia della densità energetica LFP.
3-Sfide tecniche fondamentali
Sfida 1: Sicurezza strutturale
· Condizioni estreme: collisioni con pali laterali minacciano i layout montati lateralmente.
· Soluzioni: alloggiamenti in lega di alluminio ad alta resistenza + buffer; simulazione di collisione FEA; test di impatto meccanico super-nazionali.
Sfida 2: Gestione termica
· Problema critico: il controllo del differenziale di temperatura all'interno dei pacchi è vitale.
· Innovazioni: raffreddamento a liquido laterale (<3°C differenziale); raffreddamento diretto a refrigerante; controllo dinamico MPC.
Sfida 3: Fatica da vibrazione
· Rischio nascosto: le vibrazioni stradali causano danni strutturali.
· Strategie: impilamento Z ottimizza la distribuzione dello stress; test di vibrazione dello spettro stradale; materiali ad alto smorzamento.
4-Tendenze attuali di sviluppo
· Layout sul telaio dominano il medio/lungo raggio: alta autonomia (>500 kWh) e basso centro di gravità sono preferiti.
· Integrazione CTC fonde le batterie con il telaio, migliorando l'utilizzo dello spazio e la rigidità.
· Gestione termica guidata dall'IA abilita un controllo preciso della temperatura (<5°C differenziale), estendendo la vita della batteria.
· Batterie semi-solide accelerano la commercializzazione, concentrandosi su sicurezza e densità energetica.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
L'ondata di camion elettrici sta rivoluzionando l'industria globale della logistica e dei trasporti, dando un forte impulso agli obiettivi di "doppia carbonio". Tuttavia, con la crescente domanda di autonomia estesa, i sistemi di batterie con capacità unitarie che superano i 500kWh o addirittura si avvicinano ai 1000kWh sono diventati comuni. Ciò equivale a dotare i veicoli di una "fortezza energetica" mobile, ma i potenziali rischi di sicurezza termica hanno anche raggiunto livelli senza precedenti. Quando convergono i tre indicatori estremi di sicurezza—"capacità ultra grande", "propagazione termica ultra rapida" (<2 minuti) e "resistenza agli urti ultra alta" (>1500kJ)—, il settore affronta un divario tecnologico significativo. Questo articolo analizza queste sfide ed esplora soluzioni sistematiche per costruire una linea di difesa dedicata alla sicurezza dei camion elettrici pesanti.

Figura 1: Soluzione di Impilamento a Tre Strati Short-Blade
1-L'Era dei 500kWh+: Opportunità e Sfide di Sicurezza
a. Il Balzo in Capacità è Diventato la Norma
Per soddisfare le esigenze del trasporto pesante e a lunga distanza, la capacità delle batterie dei camion elettrici è aumentata rapidamente da 200-300kWh a oltre 600kWh. I leader del settore hanno presentato soluzioni che vanno da 500kWh e 600kWh fino a 1000kWh, segnando l'inizio ufficiale dell'era della capacità ultra grande.
b. La Maturità della Tecnologia delle Batterie LFP (Litio Ferro Fosfato)
Le batterie LFP sono diventate un motore chiave grazie ai loro vantaggi in termini di sicurezza e durata del ciclo, rendendole la scelta principale per i camion pesanti.
2-Le "Tre Grandi Sfide" sotto Esigenze Estreme di Sicurezza
a. Controllo del Limite di Propagazione Termica (<2 Minuti)
·Obiettivo Principale: I progetti di sicurezza devono ritardare o bloccare la propagazione termica per creare una finestra temporale per l'evacuazione e il salvataggio (es., il requisito di preavviso di 5 minuti secondo lo standard cinese GB 38031-2020).
·Realtà Cruda: Nei pacchi batteria ad alta densità che superano i 500kWh, l'energia massiccia rilasciata da una singola cella durante una fuga termica può innescare facilmente una reazione a catena catastrofica. I dati dei test mostrano una propagazione termica estremamente rapida: in alcuni casi, bastano solo 22 secondi per avvolgere l'intero pacco, 5 secondi per accendere moduli adiacenti e appena 44 secondi per la propagazione tra i moduli.
·Difficoltà e Divario Principali: Come garantire efficacemente che la propagazione termica tra i moduli sia controllata per più di 2 minuti? Attualmente, nessun sistema commerciale per camion pesanti ha dichiarato pubblicamente o verificato il rispetto di questo requisito stringente.
b. Barriera di Resistenza agli Ur (>1500kJ)
·Requisito Principale: L'energia d'urto di un camion pesante completamente carico supera di gran lunga quella dei veicoli leggeri, superando facilmente i 1500kJ. Come componente strutturale del telaio, il pacco batteria deve possedere una resistenza ultra elevata per rimanere intatto dopo l'urto, prevenendo danni interni alle celle che potrebbero portare a una fuga termica.
·Realtà Cruda: Gli standard attuali nazionali e internazionali (es., GB/T 31467.3-2015, UNECE R100) mancano di soglie chiare o sufficienti per i test di energia d'urto sui pacchi batteria dei camion pesanti. I dati di certificazione pubblicamente disponibili per sistemi che superano test d'urto di 1500kJ sono estremamente scarsi. Sebbene esistano simulazioni con energie più elevate (es., 2500kJ), la validazione completa del sistema rimane una sfida significativa.
·Difficoltà e Divario Principali: L'assenza di standard chiari di protezione contro urti ad alta energia e soluzioni completamente validate.
c. Rischi di Catene di Disastri Secondari (Esplosione del Carico e Paralisi Stradale)
·Rischio di Esplosione del Carico: Le fiamme ad alta temperatura di una fuga termica della batteria possono accendere facilmente il carico (specialmente materiali pericolosi), formando una catena di disastri: "fuga termica → incendio del carico → esplosione".
·Rischio di Paralisi Stradale: Gli incendi delle batterie al litio sono difficili da estinguere (richiedono grandi volumi di acqua di raffreddamento continua) e soggetti a riaccensione. Un camion pesante di diverse tonnellate che prende fuoco su un'autostrada o in un tunnel complica gli sforzi di salvataggio (interruzione dell'alta tensione, prevenzione dei gas tossici) e richiede tempi prolungati (fino a diverse ore, con impatti potenziali che durano 24 ore), interrompendo gravemente il traffico e causando ripercussioni sociali significative.
·Difficoltà e Divario Principali: La mancanza di standard quantitativi mirati per i tempi di sgombero stradale e sistemi efficienti di risposta alle emergenze.
3-Costruire la Linea di Difesa: Progettazione del Sistema di Allerta Precoce per Eventi Termici – Rete di Protezione a Quattro Livelli

4-Soluzioni di Supporto per la Gestione Termica: Potenziamento del Sistema di Allerta Precoce
·Sistema di Raffreddamento a Liquido: Piastre di raffreddamento a liquido integrate ad alta efficienza eliminano i punti caldi localizzati, mantenendo una differenza di temperatura <3°C tra le celle.
·Design Modulare: Strutture modulari indipendenti e smontabili consentono la sostituzione rapida di unità difettose.
·Piattaforma Intelligente di Monitoraggio: Analisi in tempo reale basata su cloud dello stato di salute della batteria con avvisi automatici inviati ai team di manutenzione.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Nel mercato dei camion pesanti a nuova energia, "batterie sovrapposte" è diventato un termine chiave: i modelli principali superano ora i 370kWh di capacità, con modelli da 600kWh+ che fanno il loro debutto con frequenza. Questo non è solo un salto nelle specifiche tecniche, ma anche la dichiarazione del settore di un attacco su vasta scala al mercato del trasporto a lungo raggio - migliorando l'autonomia con una singola carica, affrontando il punto dolente principale degli utenti, l'"ansia da autonomia", e ottimizzando il costo totale di proprietà (TCO). Questo articolo analizzerà la logica commerciale e le innovazioni tecnologiche alla base di questa tendenza.
1-Logica Commerciale: Perché dobbiamo "sovrapporre le batterie"?
a. Necessità guidata dallo scenario
· Scenari chiusi (brevi distanze, alta frequenza): Porti, miniere e ambienti simili si affidano a modelli con sostituzione batteria (ricarica in 3-5 minuti), dove batterie da 280kWh sono sufficienti.
· Logistica a lungo raggio (trasporto a lunga distanza): Rappresenta il 70% del volume di merci, richiedendo un'autonomia con una singola carica di 500+ km. Le batterie da 600kWh+ servono come "biglietto d'ingresso" per questo mercato.
b. L'economia del TCO

Conclusione chiave: Quando il chilometraggio giornaliero supera i 300 km, il TCO dei camion pesanti con scambio batterie inizia a superare quello dei camion diesel.
b. Innovazione del modello: Risolvere le sfide dei costi
· Battery-as-a-Service (BaaS): Gli utenti acquistano il "veicolo nudo" con batterie in leasing mensile (¥5.000-9.000), riducendo i costi iniziali del 30%.
· Servizi di scambio batterie: Tariffa di servizio di ¥0,2-0,5 per kWh, con costi energetici totali di circa ¥2,73/km (vicino ai camion diesel a ¥2,8/km).
· Validazione commerciale: Una stazione di scambio che serve 50 veicoli/giorno può ridurre il periodo di ammortamento a 5 anni (IRR del 13,1%).
2-Innovazioni tecnologiche: Come bilanciare autonomia e peso?
a. Compromesso spaziale: Telaio per lo spazio
· Per evitare che le batterie invadano lo spazio di carico, il settore sta ottimizzando il layout delle batterie. Ad esempio, integrare le batterie nel telaio (sostituendo i tradizionali design posteriori) libera volume di carico, abbassa il baricentro e può migliorare l'efficienza energetica.
· Compromesso: Ridotta altezza da terra e modularità del telaio compromessa.
b. Compromesso nella scienza dei materiali: Densità energetica per il peso
· La chiave per la riduzione del peso sta nel migliorare la densità energetica della batteria (più energia immagazzinata per unità di peso). Una densità più elevata consente batterie più leggere o un'autonomia maggiore a parità di peso.
· Innovazione centrale: Materiali per batterie (es. catodi ad alto nichel, anodi in silicio-carbonio).
· Compromesso: Una maggiore densità energetica comporta spesso rischi per la sicurezza, una durata più breve, costi più elevati e una capacità di ricarica rapida ridotta, richiedendo un difficile bilanciamento di più parametri.
c. Compromesso nel modello di business: Rete contro pressione sul singolo veicolo
· Il modello di scambio batterie sposta l'onere dell'"autonomia infinita" dai singoli veicoli alla rete di scambio. Distribuendo stazioni di scambio dense lungo i percorsi, i camion hanno bisogno solo di carica sufficiente per raggiungere la stazione successiva, eliminando batterie sovradimensionate.
· Risultato: Riduce le richieste estreme di capacità della batteria, rendendo i carichi delle batterie a bordo più "razionali".
d. Gestione del valore residuo: La barriera principale per BaaS
Le banche di batterie devono sviluppare capacità per l'intero ciclo di vita: monitoraggio dello Stato di Salute (SOH), riutilizzo a cascata e sistemi di riciclaggio.

Figura 1: Involucro del pacco batterie per camion pesanti
3-Tendenze future: Da "batterie sovrapposte" a "carico energetico efficiente"
a. Evoluzione tecnologica: Le batterie a stato solido supereranno le barriere della densità energetica, riequilibrando peso e autonomia.
b. Infrastruttura di ricarica: Protocolli standardizzati per lo scambio di camion pesanti e sinergia con la rete (es. peak shaving) sono fondamentali per la scalabilità.
c. Competizione multi-percorso: I camion pesanti a idrogeno mantengono un potenziale di sostituzione nei segmenti a lungo raggio e carichi pesanti.
Strategia a fasi, evoluzione a lungo termine
"Batterie sovrapposte" è una scelta inevitabile per i camion elettrici pesanti per conquistare la logistica a lungo raggio, riflettendo un equilibrio dinamico tra esigenze commerciali e realtà tecniche. Con l'avanzamento della tecnologia delle batterie e la maturazione dei modelli di business, il settore passerà da una "corsa alla capacità" a una "corsa all'efficienza". Attualmente, sta guidando i camion pesanti a nuova energia della Cina a completare il salto critico da "di nicchia" a "mainstream".
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
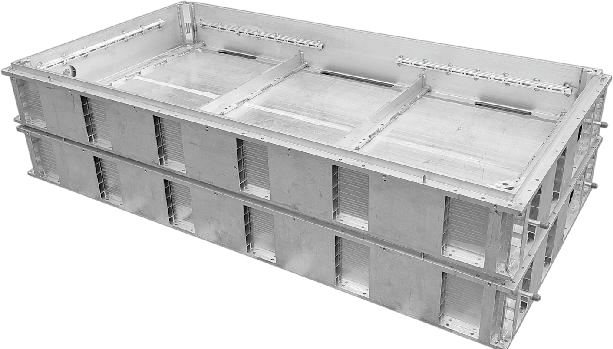
I camion pesanti (HDT), come forza centrale nella logistica stradale, hanno reso la sicurezza, l'affidabilità e la convenienza dei loro sistemi di batteria un focus tecnologico chiave. Il vassoio batteria, come componente strutturale critico che sostiene, protegge e gestisce i moduli della batteria, sta ora affrontando sfide estreme senza precedenti.

Figura 1: Vassoio della batteria per camion pesanti elettrici
1-Sfide Estreme per i Vassoi Batteria dei Camion Pesanti
a. Requisiti Stringenti di Durabilità Meccanica: Vibrazione, Impatto e Vita Utile di Milioni di Chilometri
I camion pesanti sono progettati con una vita utile ≥1,5 milioni di chilometri, 10 volte più lunga di quella dei veicoli passeggeri. Il vassoio batteria deve resistere continuamente ai seguenti tre tipi di carichi meccanici estremi durante tutto il suo ciclo di vita:
·Vibrazioni casuali ad alta frequenza: Quando sono a pieno carico e viaggiano su strade non asfaltate, in costruzione o irregolari, il telaio genera vibrazioni casuali su una vasta banda di frequenza (5 Hz–2 kHz). Queste vibrazioni non solo testano il limite di fatica del telaio principale del vassoio, ma inducono anche microfratture nelle zone di concentrazione degli sforzi come saldature, fori per bulloni e flange, diventando potenziali punti di inizio guasto.

·Impatto transitorio ad alto-g: Buche profonde, frenate di emergenza o cadute possono generare accelerazioni d'impatto superiori a 50 g in millisecondi. Il vassoio deve assorbire/dissipare istantaneamente l'energia per prevenire lo spostamento delle celle, cortocircuiti o la rottura dell'involucro.
·Danno da fatica cumulativo: Una vita utile di un milione di chilometri significa centinaia di milioni di cicli di vibrazione. Sotto sforzo alternato, le leghe di alluminio sono soggette all'iniziazione e propagazione di crepe da fatica, portando infine alla frattura strutturale. Il compito principale del design è ritardare l'iniziazione delle crepe fino al ritiro del veicolo attraverso ottimizzazione topologica, rinforzo locale, integrazione di materiali ibridi e controllo del processo.
b. Sfide complesse di gestione termica e cicli termici
A causa della loro capacità ultra elevata (centinaia di kWh) e della carica/scarica ad alta potenza, i pacchi batteria per camion pesanti generano calore massiccio. Operano inoltre in ambienti che vanno dall'artico al tropicale, affrontando differenziali di temperatura estremi.
·Controllo a ampio intervallo di temperatura: Il vassoio e il sistema di gestione termica (TMS) devono mantenere con precisione le temperature delle celle nell'intervallo ottimale di 25-40°C con temperature ambientali che vanno da -40°C a +85°C, con una variazione di temperatura <5°C tra le singole celle.
·Cicli termici ad alto stress: Nei test di invecchiamento accelerato, il sistema deve sopportare migliaia di cicli di shock termico -40°C ↔ +85°C (velocità di rampa: 5-15°C/min, tempo di permanenza: 5-15 minuti). Questo processo provoca ripetute espansioni/contrazioni termiche alle interfacce dei materiali (lega di alluminio/sigillante/componenti plastici), ponendo gravi sfide all'affidabilità dei giunti saldati/adesivi nei canali di raffreddamento integrati.
2-Soluzioni materiali mainstream e tecnologie di integrazione multifunzionale
Per affrontare queste sfide, l'industria ha sviluppato una roadmap tecnologica basata su leghe di alluminio ad alta resistenza, evolvendo verso progetti multifunzionali altamente integrati.
a. Selezione del materiale core: Il dominio delle leghe di alluminio serie 6xxx
In competizione con acciaio, leghe di magnesio e compositi, le leghe di alluminio serie 6xxx (Al-Mg-Si) sono diventate il materiale mainstream per i vassoi batteria dei camion pesanti grazie alle loro eccellenti prestazioni complessive, tecniche di lavorazione mature ed elevata convenienza.
Principali gradi di lega e proprietà:
·6061-T6: Il grado più utilizzato, rinomato per la sua eccezionale resistenza, buona saldabilità e resistenza alla corrosione.
·6005A-T6 e 6063-T6: Opzioni supplementari, che offrono anche una buona estrudibilità, adatte per componenti con requisiti di resistenza leggermente inferiori.

b. Cambio di paradigma nella filosofia di progettazione: Gestione termica e monitoraggio della salute strutturale
La filosofia di progettazione dei moderni vassoi batteria per camion pesanti ha subito una trasformazione fondamentale, evolvendosi da una struttura puramente meccanica "portante" a una piattaforma altamente integrata di "regolazione termica intelligente". Questo cambiamento si manifesta principalmente in due direzioni tecnologiche chiave:
·Gestione Termica Integrata (Applicazione Matura)
Attualmente l'approccio più maturo tecnologicamente e ampiamente adottato, il suo concetto centrale prevede l'integrazione diretta della funzionalità di raffreddamento nel design strutturale del vassoio per ottenere una regolazione termica compatta ed efficiente.
·Esplorazione del Monitoraggio della Salute Strutturale (SHM) (Fase Iniziale)
Questa tecnologia emergente mira a rilevare preventivamente potenziali danni strutturali (es. crepe, deformazioni) durante il servizio a lungo termine. Tuttavia, rimane nella fase di validazione e ricerca di laboratorio, mancando di casi di implementazione commerciale su larga scala o di dati sufficienti sull'affidabilità operativa a lungo termine.
3-Analisi dei principali processi di produzione
I processi di produzione per i vassoi batteria dei camion pesanti determinano direttamente il loro costo, prestazioni ed efficienza produttiva. L'approccio principale combina estrusione di alluminio e saldatura a attrito (FSW), bilanciando ottimamente i requisiti prestazionali con modelli di produzione a piccoli-medio lotti.
a. Estrusione di Alluminio
Questo processo modella i lingotti di alluminio in componenti strutturali allungati (es. traverse, longheroni) tramite stampi. Come tecnologia fondamentale per i vassoi batteria, offre:
·Vantaggi: Bassi costi degli stampi, brevi cicli di sviluppo e adattabilità a parti grandi e non standardizzate in piccoli lotti.
·Limitazioni: Richiede taglio, lavorazione e assemblaggio con saldatura multi-step, risultando in bassa automazione, tempi di ciclo più lenti ed efficienza inferiore rispetto alla fusione a pressione integrata.
b. Saldatura a Attrito (FSW)
Tecnologia di giunzione allo stato solido, la FSW genera calore tramite un utensile rotante per ottenere saldature di alluminio ad alta resistenza, rendendola la scelta principale per giunti portanti/sigillati:
·Prestazioni: La resistenza della saldatura raggiunge l'80-90% del materiale base, senza difetti di porosità/crepe. La minima distorsione termica garantisce tenuta IP67+ ed eco-compatibilità.
·Vincolo: Limitata a geometrie di saldatura piane/a curvatura semplice.
I vassoi batteria in lega di alluminio per camion pesanti hanno superato il loro ruolo di strutture leggere ad alta resistenza per diventare piattaforme integrate multifunzionali. Tuttavia, la proliferazione di funzionalità introduce sfide come guasti da accoppiamento multi-fisico, complessità di processo e rischi di affidabilità. Le future innovazioni dipenderanno dalla co-innovazione materiale-processo-sistema, sfruttando interfacce adattive e tecnologie di digital twin per consentire l'evoluzione sicura e sostenibile di vassoi intelligenti.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
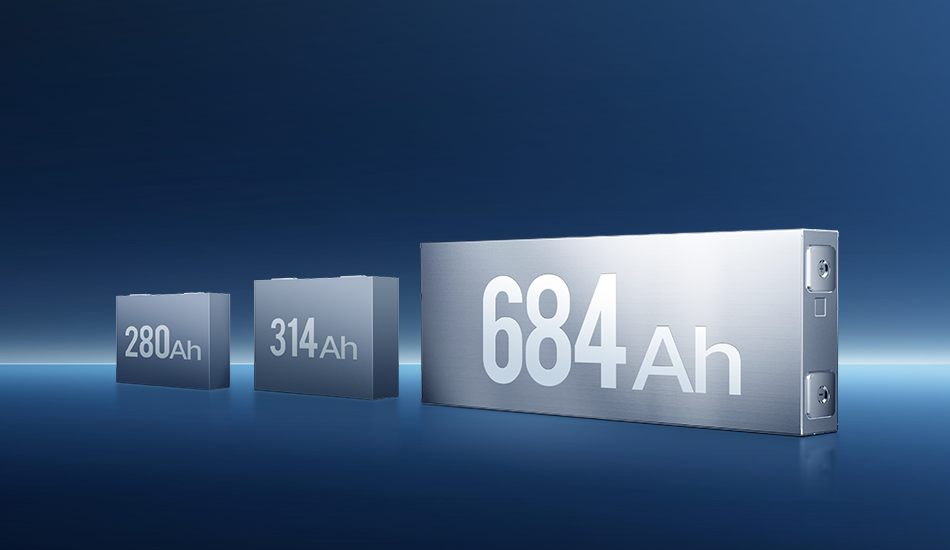
La Rivoluzione delle Grandi Celle Guidata dai Costi e le Sfide di Raffreddamento:L'industria dello stoccaggio energetico sta attraversando una profonda trasformazione guidata dalla "riduzione dei costi e aumento dell'efficienza" – la rapida ascesa della roadmap tecnologica delle celle di grande capacità. Le celle da 300Ah+ stanno diventando lo standard, mentre quelle da 500Ah e di capacità ancora superiore stanno accelerando il loro dispiegamento. Sebbene questa rivoluzione aumenti la densità energetica del sistema e riduca i costi per wattora, presenta anche sfide significative: un drastico aumento della massa individuale delle celle, un'impennata del peso complessivo dei moduli/pack (batterie), moltiplicando la pressione di carico sulle strutture di supporto inferiori; una maggiore potenza di generazione del calore e percorsi di trasferimento termico interno più lunghi impongono richieste estreme sull'efficienza e uniformità del sistema di gestione termica. In quanto nucleo della gestione termica del pack, le piastre di raffreddamento a liquido (cold plate) sono in prima linea nella pressione all'aggiornamento.

I tradizionali progetti di cold plate a "copertura a lamiera sottile" non sono più sostenibili. Sotto i vincoli di spazio limitato e rigoroso controllo dei costi, le cold plate devono trascendere la loro singola funzione di dissipazione del calore ed evolversi verso una triade funzionale di "integrazione strutturale-funzionale, efficienza termica ottimizzata e alleggerimento sistemico". Questo articolo approfondirà questa via progettuale avanzata.
1- Integrazione Strutturale-Funzionale: La "Rivoluzione Portante" delle Cold Plate
Con l'aumento significativo della massa delle celle, i carichi sopportati dal piano base dell'involucro (enclosure) e dalla cold plate aumentano drasticamente. Progettare la cold plate come componente strutturale portante è il punto di svolta chiave per risolvere i conflitti tra peso, costo e spazio.
a. Diventare lo "Scheletro" dell'Involucro: Piano Base Portante Integrato
Concetto Progettuale:La cold plate non si limita più ad aderire al piano base dell'involucro; diventa essa stessa la struttura portante primaria dell'involucro (enclosure).
Vantaggi Fondamentali: Riduce significativamente le tradizionali piastre basi e le staffe di montaggio, abbassando notevolmente il peso del sistema e i costi dei materiali, e semplificando il processo di assemblaggio.
Requisiti Tecnici: Deve dimostrare rigidità e resistenza alla flessione, compressione e impatto estremamente elevate.
b. Incorporare "l'Armatura": Ottimizzazione Topologica e Strutture di Rinforzo
Progettazione Guidata dalla Meccanica:Utilizzare simulazioni CAE per l'ottimizzazione topologica, integrando nervature di irrigidimento, ecc., nelle aree non critiche per la dissipazione termica della piastra fredda (ad es., spazi tra i canali di flusso, bordi).

Utilizzo Efficiente del Materiale:Il design ottimizzato assicura che il materiale sia distribuito lungo i percorsi critici di sollecitazione, eliminando il materiale ridondante, raggiungendo così l'alleggerimento garantendo al contempo la capacità portante.
c. Piattaforma Portante a Livello Modulo: Consolidamento dei Componenti
Le piastre fredde di grandi dimensioni e ad alta resistenza possono fungere direttamente da piastra base di montaggio e struttura portante per i moduli. Le celle o i moduli vengono fissati direttamente su di esse, eliminando la necessità di ulteriori telai di supporto, semplificando ulteriormente la struttura e migliorando l'efficienza volumetrica.
2-Miglioramento Significativo delle Prestazioni di Dissipazione Termica: L'arte di Bilanciare Efficienza ed Equazione
I punti critici principali delle grandi celle sono la difficoltà di dissipare il calore nell'area centrale e il controllo della differenza di temperatura complessiva. La progettazione delle piastre raffreddate a liquido richiede innovazioni su più dimensioni, inclusi canali di flusso, interfacce e materiali.
a. Progettazione dei Canali di Flusso: da "Tubazione Semplice" a "Vaso Sanguigno Intelligente"
Deviazione Precisa e Turbolenza Aumentata:Adotta canali di flusso dendritici (a forma d'albero) e strutture ibride a serpentina + colonne turbolatrici/alette. Ciò aumenta il flusso e la turbolenza nella zona ad alta generazione termica al centro della cella. Evita l'effetto "raffreddamento rapido ai bordi e raffreddamento lento al centro" causato da percorsi rettilinei con diametro di deriva elevato.
Sezione Variabile e Raffreddamento a Zone: Basandosi sulla generazione di calore in diverse aree della cella (es. centro > bordi), progettare canali di flusso a sezione trasversale graduata o circuiti a zone controllabili indipendentemente. Ciò consente una distribuzione precisa e su richiesta del calore, con controllo della differenza di temperatura fino a ±2°C.
Ottimizzazione Biomimetica e Topologica dei Canali: Utilizzo di tecniche CFD e di ottimizzazione topologica per generare una rete di canali a "crescita naturale" efficiente e a bassa resistenza idraulica, massimizzando l'area e l'efficienza di scambio termico e riducendo le perdite di potenza della pompa.
b. Superare la Resistenza Termica d'Interfaccia: Rendere il "Contatto" più Stretto
Materiali d'Interfaccia Termica (TIM) ad Alte Prestazioni: Ricerca e sviluppo di guarnizioni/gel/materiali a cambiamento di fase termoconduttori ad alta conducibilità (>5 W/mK), bassa resistenza termica e stabilità di lunga durata, considerando anche isolamento elettrico, ammortizzazione e lavorabilità.
Ingegnerizzazione della Superficie a Microstruttura: Lavorazione di microscanalature, array di microprotuberanze o applicazione di rivestimenti speciali sulla superficie di contatto della piastra fredda. Ciò aumenta l'area di contatto effettiva, migliora il contatto tramite forze capillari e riduce significativamente la resistenza termica d'interfaccia (riducibile del 30-50%).
c. Aggiornamento dei Materiali: Doppia Ricerca di Conducibilità Termica e Resistenza
Esplorazione di leghe di alluminio a più alta conducibilità termica (es. leghe 6000 ad alta conducibilità e specifiche leghe della serie 7000) o materiali compositi a base alluminio (AMC - Aluminium Matrix Composites). Questo avviene garantendo la resistenza strutturale, per migliorare la conducibilità termica di base.
3-Alleggerimento Globale: Una Sfida Peso dove Ogni Grammo Conta
Ogni grammo di peso ridotto significa costi inferiori ed efficienza migliorata nel trasporto e nell'installazione.
Design "Dimagrante" di Precisione:
a. Assottigliamento Guidato dalla Simulazione: Tramite calcoli CAE precisi, si raggiunge il massimo assottigliamento dello spessore della parete della piastra fredda, rispettando i requisiti di resistenza, rigidità e dissipazione termica (es. riduzione da 2.0 mm a 1.5 mm).
b. Struttura alveolare e svuotamenti: Progettare cavità vuote o eseguire svuotamenti sicuri all'interno delle nervature di irrigidimento e nelle aree non critiche.
c. Applicazione di Materiali ad Alta Resistenza: Utilizzo di leghe di alluminio a più alta resistenza (come la serie 7xxx) per ottenere una riduzione dello spessore e del peso a parità di prestazioni.
4-Processo di Produzione: La Base che Sostiene il Design Avanzato
La "strutturalizzazione" e la "complessità" delle piastre raffreddate a liquido pongono requisiti più elevati per i processi di produzione.
Aggiornamento e Integrazione dei Processi Mainstream:
Estrusione di Alluminio + Saldatura a Attrito Rotazionale (FSW - Friction Stir Welding): I vantaggi risiedono nelle grandi dimensioni e nell'elevata resistenza strutturale. Direzione avanzata: Sviluppare profilati complessi con canali di flusso e nervature integrati; Superare le sfide della tecnologia FSW per saldature ultra-lunghe e a sezione variabile, garantendo resistenza della saldatura e tenuta stagna.
Imbutitura + Brasatura: Il vantaggio risiede nella flessibilità del design dei canali e nel grande potenziale di alleggerimento. Direzione avanzata: Raggiungere l'imbutitura di precisione per canali di flusso più profondi e complessi; Migliorare la resa produttiva e l'affidabilità dei giunti nella brasatura di parti di grandi dimensioni e multi-componente; Integrare strutture rinforzate sui componenti imbutiti.
Pressofusione ad Alta Pressione (HPDC - High Pressure Die Casting): Il potenziale risiede nella produzione di piastre fredde altamente integrate e di forma estremamente complessa (con canali di flusso, posizioni per nervature e interfacce integrati in un unico pezzo). È necessario superare sfide come il costo dello stampo, la liscezza superficiale interna dei canali e il controllo della porosità.
Innovazione nei Processi Ibridi: Innovazione nella combinazione di più processi, integrando i vantaggi di diverse tecnologie produttive per soddisfare requisiti progettuali più complessi.
5-Affidabilità: La Linea Vitale del Design Integrato
Quando la piastra raffreddata a liquido diventa il nucleo strutturale, la sua affidabilità è direttamente collegata alla sicurezza dell'intero pacco batteria (PACK).
Rafforzare la Doppia Affidabilità "Struttura-Fluido":
a. Verifica Meccanica Estrema: Simulare condizioni operative critiche mediante test di vibrazione, impatto, compressione e caduta che superino significativamente gli standard normativi.
b. Garanzia della Vita a Fatica: Eseguire simulazioni e test avanzati di fatica strutturale e cicli pressori, assicurando assenza di perdite o fratture sotto carichi alternati prolungati.
c. Tenuta Ridondante: Implementare strategie di sigillatura multipla per le interfacce critiche.
d. Controllo Qualitativo Rigoroso: Introdurre sistemi di test automatizzati in-linea per garantire consistenza produttiva.
Il percorso evolutivo delle piastre di raffreddamento a liquido per accumulo energetico incarna l’essenza dell’innovazione tecnologica che guida la riduzione dei costi e l’efficienza industriale. Chi conquisterà la leadership nella progettazione dell’"integrazione strutturale-funzionale" dominerà la competizione nel mercato dell’accumulo da mille miliardi di dollari. Questa silenziosa "rivoluzione del piano base" sta ridefinendo radicalmente il futuro dei sistemi energetici.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
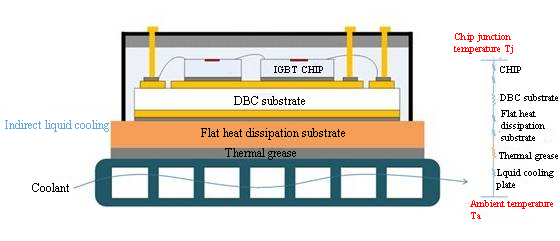
L'essenza del raffreddamento IGBT è il problema dell'efficienza del trasferimento di calore sotto resistori termici multistrato in serie, tra i quali la resistenza termica dell'interfaccia rappresenta oltre il 60% ed è il principale oggetto di ottimizzazione.

Figura 1: Diagramma della resistenza termica dell'IGBT
1-La radice del problema: dove si nasconde la resistenza termica?
La resistenza termica del modulo IGBT è una complessa struttura multistrato che coinvolge più strati di materiale e percorsi di conduzione del calore. La resistenza termica del modulo IGBT è composta principalmente dalla resistenza termica (Rth) del modulo IGBT, che a sua volta è composta dalla resistenza termica giunzione-involucro (Rth-Rjc) e dalla resistenza termica involucro-ambiente (Rth-Rca) in serie:
a. Resistenza termica giunzione-involucro (Rth-Rjc):
· La scheda ceramica rivestita in rame è il principale collo di bottiglia: rappresenta oltre il 75% di Rth-Rjc, poiché il suo strato ceramico (come Al₂O₃) ha una bassa conduttività termica (15-35 W/m·K) e il suo spessore non può essere ignorato. · Altri livelli rappresentano il restante 25% della resistenza termica del chip (conduttività termica del silicio ≈ 150 W/m·K), della resistenza termica dello strato di saldatura (i vuoti causano resistenza termica di interfaccia) e della resistenza termica del substrato di rame (elevata conduttività termica ma ridotto effetto spessore). b. Resistenza termica guscio-ambiente (Rth-Rca):
· La resistenza termica di contatto dell'interfaccia è dominante: la resistenza termica della pasta termoconduttiva/superficie di contatto tra il substrato e il dissipatore di calore rappresenta il 40-60% della resistenza termica totale e rappresenta oltre il 60% nel tradizionale design di dissipazione del calore monolaterale.
· Influenza della struttura di dissipazione del calore: ad esempio, in un dissipatore di calore raffreddato ad aria, la resistenza termica di contatto (Rjc), la resistenza termica di conduttività termica (Rch) e la resistenza termica di scambio termico (Rha) rappresentano rispettivamente il 65,9%, il 5,9% e il 28,2% (struttura ad alette convenzionale).
2- Percorso per superare la resistenza termica: ottimizzazione coordinata di materiali e strutture
a. Assottigliamento del chip: riduzione della resistenza termica interna
· Evoluzione tecnologica: assottigliamento da 200 μm per wafer PT a 70 μm per IGBT7, con una riduzione della resistenza termica del 60%. Il processo di assottigliamento (rettifica/CMP/incisione al plasma) può ridurre le sollecitazioni e migliorare l'efficienza di diffusione termica.
· Meccanismo fisico: lo spessore si riduce da 350 μm a 110 μm e la capacità termica per unità di area (Cth) si riduce da 786,5 J/℃·m² a 247,2 J/℃·m², accelerando la dissipazione del calore transitorio. Dopo l'assottigliamento, la resistenza si riduce, il contatto ohmico si migliora e il rischio di guasti causato da sollecitazioni interne si riduce.
b. Innovazione dell'interfaccia: la sinterizzazione dell'argento sostituisce il grasso siliconico termoconduttivo
L'aggiornamento del materiale dell'interfaccia è fondamentale per ridurre la resistenza termica del contatto:

Tabella 1: Confronto della conduttività termica tra sinterizzazione d'argento e grasso siliconico termoconduttivo
c. Aggiornamento del substrato: ceramiche ad alta conducibilità termica e diamante
I materiali del substrato stanno subendo un'evoluzione fondamentale, passando da Al₂O₃ ad AlN e infine al diamante. L'obiettivo principale è migliorare significativamente la conducibilità termica per soddisfare le esigenze di dissipazione del calore dei dispositivi elettronici ad alta densità di potenza.
· Innovazione del substrato AlN
La conducibilità termica può raggiungere valori da 5 a 10 volte superiori a quelli dell'Al₂O₃. Il coefficiente di dilatazione termica (circa 4,5 ppm/K) è più vicino a quello del silicio (circa 2,6 ppm/K), il che riduce efficacemente lo stress da disadattamento termico tra i chip di silicio.
· Prospettive dei substrati di diamante: la conducibilità termica supera i 2000 W/(m·K) (80 volte superiore a quella dell'Al₂O₃), il coefficiente di dilatazione termica è di 1,1 ppm/K, il che si adatta perfettamente ai chip di silicio. La conduttività termica dei materiali compositi diamante/alluminio raggiunge 613 W/(m·K) (2,6 volte quella dell'alluminio puro) e l'ottimizzazione dell'interfaccia migliora la resistenza del legame.

Tabella 2: Confronto delle principali proprietà dei materiali del substrato
3- Sfide nel superare la resistenza termica
a. Collo di bottiglia della resistenza meccanica dovuto all'assottigliamento del chip
Ridurre lo spessore da 200 μm a 70 μm (IGBT7) può ridurre la resistenza termica del 60%, ma un ulteriore assottigliamento a 20 μm comporta il rischio di frattura. I chip ultrasottili (<50 μm) sono soggetti a microfratture a causa della mancata corrispondenza del coefficiente di dilatazione termica (CTE).
b. Sfida del substrato ad alta conduttività termica

Tabella 3: Sfide del substrato ad alta conduttività termica
c. Affidabilità dell'interfaccia: sfida di accoppiamento multifisico
· Rischio di disallineamento del CTE di sinterizzazione dell'argento: lo strato di sinterizzazione dell'argento (CTE = 18,4 ppm/K) differisce di 4 volte rispetto al chip SiC (CTE = 4,5 ppm/K) e i cicli termici sono soggetti a delaminazione.
· Controllo della pressione di contatto dell'interfaccia: una pressione compresa tra 0,1 e 0,5 MPa può ridurre la resistenza termica del 40%, ma una pressione >1 MPa comprimerà lo strato di argento.
Con l'ingresso della densità di potenza degli IGBT nell'era dei 10 kW/cm², la progettazione della dissipazione del calore è passata dall'essere una "ingegneria ausiliaria" a un "punto di svolta per il collo di bottiglia del sistema". La rivoluzione del substrato da Al₂O₃ al diamante, la transizione dell'interfaccia dal grasso siliconico alla sinterizzazione del rame e la riduzione delle dimensioni dei chip da 200 μm a 50 μm rappresentano essenzialmente una battaglia contro il secondo principio della termodinamica. La progettazione della dissipazione del calore si sta avvicinando al limite fisico e la sinergia triangolare tra materiali, struttura e processo diventerà la chiave per la svolta.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
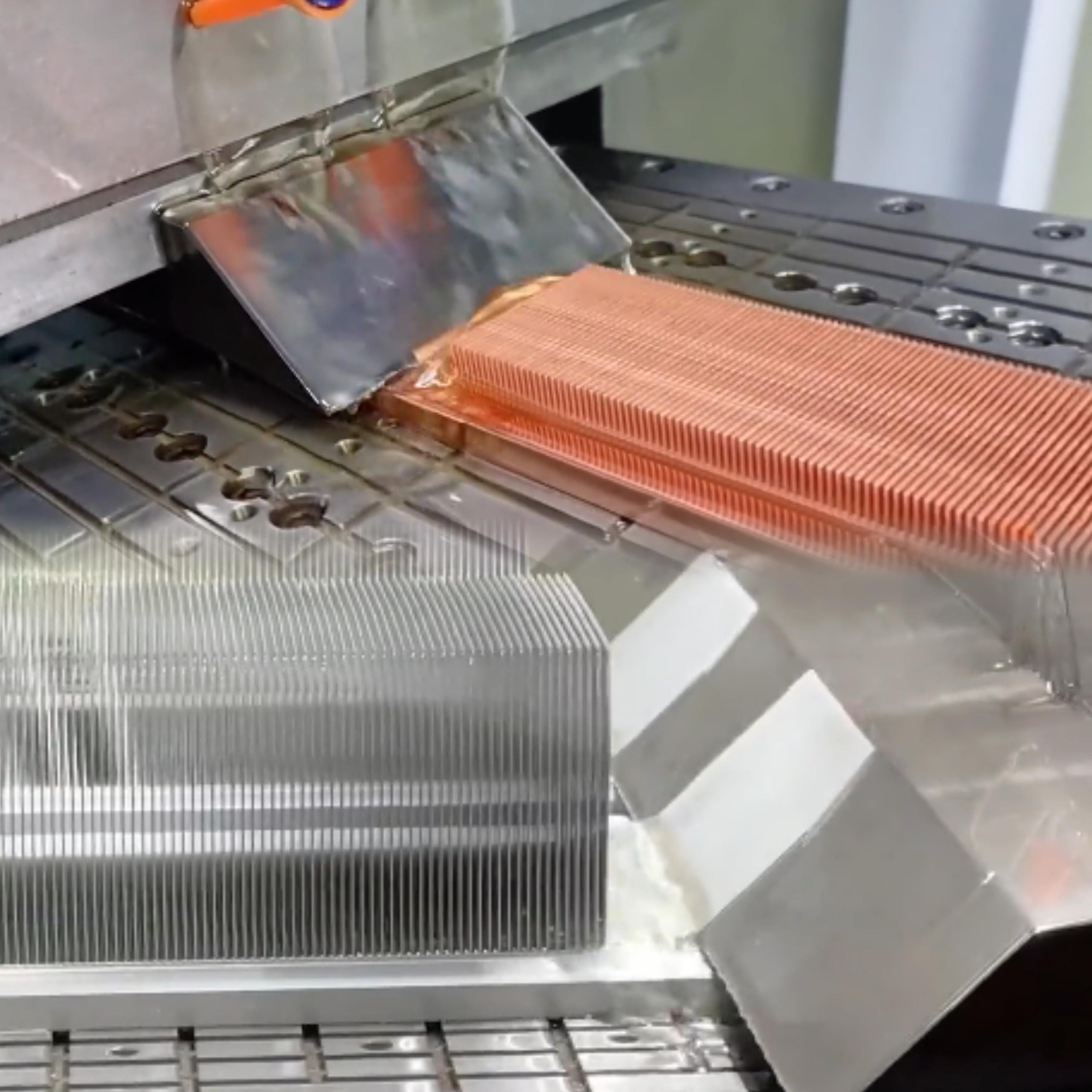
La sostituzione del rame con l'alluminio è diventata una tendenza irreversibile nel campo dei dissipatore di calore skiving. I principali fattori trainanti sono il costo, la leggerezza e la sicurezza delle risorse, e il divario prestazionale viene colmato attraverso l'innovazione di processo (tecnologia skiving, progettazione a microcanali). Nelle applicazioni tipiche, le soluzioni in alluminio sono state ampiamente utilizzate in scenari ad alta efficienza come data center e veicoli a energia rinnovabile. Tuttavia, la sostituzione del rame con l'alluminio non è una semplice sostituzione di materiale, ma un progetto sistematico che richiede un'ottimizzazione completa dalla selezione del materiale, alla progettazione strutturale, al processo di produzione e agli scenari applicativi per raggiungere il miglior equilibrio tra costi e prestazioni. Questo articolo esplorerà in dettaglio le principali innovazioni tecnologiche e le soluzioni applicative in questa pratica di sostituzione.
1-Alluminio vs. Rame: Proprietà dei Materiali e Sfide della Sostituzione
Per valutare scientificamente la fattibilità della sostituzione del rame con l'alluminio, dobbiamo prima comprendere le differenze nelle proprietà fisiche fondamentali dei due metalli nelle applicazioni di dissipazione del calore:

Tabella 1: Confronto completo delle proprietà dei materiali di dissipazione del calore in alluminio e rame
Le prestazioni del dissipatore di calore dipendono non solo dalla conduttività termica del materiale, ma anche dalle caratteristiche di capacità termica e dall'utilizzo dell'area superficiale. La differenza nelle proprietà fisiche tra alluminio e rame determina il limite di fattibilità della sostituzione:
a. La relazione dialettica tra conduttività termica e capacità termica
·Vantaggio istantaneo del rame: elevata conduttività termica (385 W/m·K), diffusione iniziale del calore più rapida;
·Svolta a regime stazionario dell'alluminio: elevata capacità termica specifica (900 J/kg·K, 2,3 volte superiore a quella del rame), aumento del 133% della capacità di accumulo di calore per unità di massa, bassa densità (2,7 g/cm³, 30% di rame), aumento del 40% dell'area di dissipazione del calore a parità di volume e equilibrio a lungo termine ottenuto grazie a una maggiore area superficiale durante la fase di dissipazione continua del calore.
b. Aggiunta di adattamento termico
Il coefficiente di dilatazione termica dell'alluminio (23,1×10⁻⁶/K) è prossimo a quello del substrato del PCB (13-18×10⁻⁶/K), riducendo il rischio di guasti dovuti a stress termico.
Inoltre, questa tendenza è guidata da un cambiamento di prospettiva nelle prestazioni, che prevede una riduzione della conduttività termica locale in cambio di alleggerimento a livello di sistema, ottimizzazione dei costi e maggiore sostenibilità.
2-Innovazioni chiave nel processo di produzione
a. Innovazione nel sistema dei materiali: ottimizzazione della composizione della lega e controllo della durezza
· Punti critici tradizionali: i materiali in alluminio tradizionali (come l'alluminio puro 1060) hanno una bassa durezza (24-38 HB) e sono facili da smussare, ma le lavorazioni successive tendono ad attaccarsi all'utensile; la lega di alluminio 6063 ha un'elevata durezza (34-42 HB), che favorisce le lavorazioni successive, ma l'altezza di smussatura è limitata (≤50 mm). · Punto di svolta: Grazie all'ottimizzazione della composizione della lega (Si 0,25%, Mg 0,41%) e all'innovazione dei processi di fusione e colata (omogeneizzazione a 556°C + estrusione a 430°C/tempra a 490°C), la durezza dei materiali in alluminio viene controllata in più fasi: mantenimento di una bassa durezza di 32-39HB prima della fresatura (per garantire la lavorazione di alette alte 70 mm) e rafforzamento a 55-64HB dopo la fresatura (per risolvere il problema dell'aderenza all'utensile durante la lavorazione).
· Controllo delle impurità e bilanciamento della conduttività termica: Grazie al controllo dell'elevata purezza di Fe≤0,11% e Cu≤0,02% (base in alluminio 99,70%), viene mantenuta un'elevata conduttività termica, migliorando al contempo l'efficienza di lavorazione, in modo che i radiatori in alluminio ad alette alte offrano sia prestazioni di lavorazione che resistenza in servizio.
b. Differenza essenziale tra durezza del materiale e risposta al taglio: il vantaggio principale dell'alluminio nell'ottenere alette ultrasottili risiede nelle sue caratteristiche di incrudimento e nei requisiti di forza di taglio.
Analisi tecnica:
·Le proprietà di morbidezza del rame portano al processo di alettatura a spigoli vivi: l'estrusione dell'utensile causa facilmente l'accumulo di materiale alla radice dell'aletta (formando un "effetto arricciatura").
·L'area del film sottile presenta una deformazione plastica significativa (elevato tasso di instabilità quando lo spessore è <0,1 mm); il grado di incrudimento è debole e la struttura non può essere rinforzata dalla deformazione.
·Nella spellatura della lega di alluminio: l'incrudimento migliora significativamente la rigidità dell'aletta (la resistenza della lega 6063 aumenta dopo l'incrudimento a freddo); la bassa forza di taglio consente l'utilizzo di utensili a lama sottile più precisi; il recupero elastico ridotto (circa 1/3 del rame) garantisce la precisione geometrica dell'aletta.
c. Svolta nei limiti strutturali e nell'ottimizzazione dei costi
La progettazione di alette ultrasottili mira essenzialmente a massimizzare il rapporto superficie/volume, e le proprietà fisiche dell'alluminio sono più adatte a questo obiettivo:

Tabella 2: Confronto dei parametri dei dissipatore di calore skiving in alluminio e rame
I profili in alluminio a sezione trasversale semplice (piastra/scanalatura) vengono utilizzati per sostituire stampi complessi, riducendo i costi di stampaggio del 60%. La produzione in piccoli lotti utilizza direttamente alette a piastra (senza stampo) per adattarsi alle esigenze personalizzate.
3-Essenza della tendenza: l'ottimizzazione del sistema sostituisce l'egoismo dei materiali
Il valore fondamentale del dissipatore di calore skiving in alluminio risiede nell'ottimizzazione completa a livello di sistema, piuttosto che nella sostituzione di una singola prestazione di conduttività termica:
·Leva tecnica: raggiungere una svolta sinergica nella dissipazione del calore leggera ed efficiente grazie alla struttura ad alette multiple, al processo di alette sottili e allo stampaggio monoblocco;
·Vantaggio dell'integrazione della leggerezza: in settori emergenti come le nuove energie/5G, la leggerezza e il costo sono diventati indicatori più critici della conduttività termica assoluta, e i vantaggi derivati sono stati migliorati.
·Economia del ciclo completo: il costo iniziale è pari solo al 45% della soluzione in rame e la riduzione del consumo energetico della ventola derivante dall'alleggerimento può consentire un rapido recupero dell'investimento. · Fondamenti di produzione sostenibile: le caratteristiche del settore, ovvero una capacità produttiva sufficiente di alluminio e un tasso di recupero >95%, garantiscono la stabilità della catena di fornitura.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

L'aumento della densità di potenza e il gioco dei limiti termici stanno guidando le quattro rivoluzioni nella tecnologia di raffreddamento degli inverter fotovoltaico. Dal raffreddamento ad aria alettato del ponte H centralizzato all'utilizzo di heat pipe nella topologia NPC a tre livelli per domare la fonte di calore; dai multilivelli modulari per costruire una linea di difesa di ridondanza termica con materiali a cambiamento di fase, ai soft switch SiC che utilizzano il raffreddamento a liquido a microcanali per superare l'elevato muro di densità del flusso termico: ogni iterazione topologica sta riscrivendo il paradigma del raffreddamento. L'essenza di questa evoluzione è la sfida definitiva dell'elettronica di potenza alla seconda legge della termodinamica, sotto i vincoli triangolari di efficienza, densità di potenza e affidabilità, e definirà le barriere competitive della prossima generazione di sistemi di accumulo fotovoltaico a fusione.
1-Evoluzione del sistema di inverter fotovoltaico
L'evoluzione del sistema di inverter fotovoltaico segue la transizione in quattro fasi: adattamento della dissipazione del calore → gestione termica → sinergia termica → sistema di riduzione dell'entropia, passando dalla centralizzazione di tipo cabinet all'integrazione intelligente a livello di chip. La densità di potenza continua a crescere, l'efficienza e la penetrazione del mercato aumentano contemporaneamente.
a. La forma fisica dell'inverter fotovoltaico ha subito una transizione a tre livelli:
I primi inverter centralizzati erano di grandi dimensioni (>1 m³/MW) e pesavano più di una tonnellata; la successiva soluzione a stringa ha scomposto l'unità di potenza in moduli da 20-100 kW e il volume è stato ridotto a 0,3 m³/MW; l'attuale design modulare è stato ulteriormente migliorato con sottounità da 10 kW, la densità di potenza ha superato i 50 kW/L e il peso è sceso a <15 kg/kW.
b. L'adattabilità ambientale passa dalla protezione passiva all'adattamento attivo:
· Livello di protezione: IP54 → IP66/C5-M anticorrosione (scenari costieri/in nebbia salina)
· Intervallo di temperatura: -25~+60℃ → -40~+85℃ (scenari di freddo estremo/deserto)
· Risposta intelligente: l'algoritmo di controllo dinamico della temperatura regola la potenza di dissipazione del calore in tempo reale per adattarsi ad ambienti polverosi/ad elevata umidità
· La richiesta di dissipazione del calore cambia qualitativamente con l'aumento della densità di potenza:
Il raffreddamento ad aria forzata iniziale gestisce una densità di flusso termico <100W/cm²; la tecnologia heat pipe nell'era a tre livelli risolve il problema dell'uniformità di temperatura tra più sorgenti di calore; l'alta frequenza del SiC promuove la diffusione del raffreddamento a liquido; il raffreddamento a cambiamento di fase a microcanali sta diventando una soluzione standard per >300W/cm² e la quota del sistema di dissipazione del calore è stata ridotta dal 30% al 12% dell'intera macchina.
2- Evoluzione della topologia e della gestione termica del sistema di inverter fotovoltaico
La logica alla base dell'evoluzione della topologia del sistema di inverter fotovoltaico è guidata da "efficienza-densità di potenza-costo":
· Cambiamenti nel meccanismo di perdita: da perdita di conduzione dominata (ponte H) → perdita di commutazione del nucleo (NPC) → perdita di componenti magnetici/condensatori ad alta frequenza (MMC) → la perdita di compatibilità elettromagnetica con soft switching del SiC rappresenta oltre il 60%, spostando l'attenzione sulla dissipazione del calore da "temperatura media" a "gestione della densità di flusso termico ultra elevata";
· Transizione della densità di potenza: il limite fisico degli IGBT al silicio (20 kHz/3 kW/L) è stato superato dai dispositivi SiC (100 kHz/50 kW/L), costringendo la soluzione di dissipazione del calore a passare da raffreddamento ad aria → heat pipe → raffreddamento a liquido → raffreddamento a cambiamento di fase a microcanali; · Bilancio dinamico dei costi: la quota di costo del sistema di dissipazione del calore diminuisce gradualmente passando dal ponte H al SiC, ma il costo unitario di dissipazione del calore aumenta. È necessario ricostruire il confine termico attraverso una progettazione collaborativa di topologia, packaging e dissipazione del calore per ottenere una riduzione del LCOE.

Tabella 1: Evoluzione delle topologie degli inverter fotovoltaico e della gestione termica
Di fronte alle sfide ingegneristiche derivanti dal continuo aumento della densità di potenza e dai continui progressi nella densità di flusso termico degli inverter fotovoltaici, la soluzione di dissipazione del calore deve essere sistematicamente aggiornata:
· Evoluzione dal raffreddamento ad aria al raffreddamento a liquido: per far fronte alle elevate caratteristiche di densità di flusso termico dei nuovi chip, ridurre significativamente la temperatura del core;
· Combinazione di heat pipe e tecnologia a cambiamento di fase: eliminare efficacemente lo shock termico dei sistemi modulari e prolungare la durata dei componenti chiave;
· Progettazione collaborativa e controllo dei costi: ottimizzare la proporzione del sistema di dissipazione del calore attraverso una profonda integrazione della gestione elettrica e termica.
In qualità di partner per la gestione termica, Walmate si concentra sulla tecnologia di raffreddamento diretto al chip e sull'ottimizzazione della resistenza termica a livello di sistema per fornire soluzioni di dissipazione del calore praticabili per i sistemi di accumulo fotovoltaico.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Questo articolo cerca di delineare il percorso di innovazione della tecnologia di dissipazione del calore dei sistemi HVDC nel contesto dell'esplosione della potenza di calcolo dell'intelligenza artificiale, concentrandosi su due direzioni principali: la sinergia del raffreddamento a liquido e l'aggiornamento dei materiali. Il contenuto è ricavato da informazioni pubbliche del settore. Eventuali omissioni sono da correggersi.
1- L'ascesa dell'HVDC e l'inevitabilità di un aumento della domanda di raffreddamento
La crescita esponenziale della potenza di calcolo dell'IA ha aumentato significativamente la densità di potenza dei data center (un singolo cabinet supera i 100 kW), alimentando la domanda di sistemi di alimentazione ad alta efficienza. Gli UPS tradizionali si trovano ad affrontare sfide in termini di efficienza e spazio occupato, mentre i sistemi HVDC stanno rapidamente diventando la soluzione di alimentazione principale per i data center IA grazie alla loro elevata efficienza, basse perdite, dimensioni ridotte ed elevata affidabilità. Questo alimenta direttamente la rapida crescita del mercato HVDC e l'aumento della penetrazione nei data center IA. Allo stesso tempo, la domanda di IA spinge anche la tecnologia HVDC a svilupparsi verso livelli di tensione più elevati (come i sistemi a 750 V e 1000 V) per migliorare ulteriormente l'efficienza e la capacità di trasporto di potenza.
a. Esplosione della potenza di calcolo dell'IA e requisiti di efficienza energetica
Per soddisfare elevati standard di efficienza energetica (come un PUE del data center ≤1,5/≤1,3), la tecnologia di raffreddamento HVDC deve raggiungere:
· Un design di raffreddamento efficiente, utilizzando la tecnologia di raffreddamento a liquido per far fronte all'elevata densità di potenza; Controllo preciso dei parametri di raffreddamento.
· Ottimizzazione dei fluidi di trasferimento del calore, utilizzo preferenziale di acqua deionizzata e selezione di fluidi stabili che impediscono la separazione di fase (come il PCD) in scenari speciali.
· Le prestazioni del radiatore sono migliorate e vengono utilizzati materiali ad alta conduttività termica; lo speciale design del canale di flusso migliora l'efficienza dello scambio termico.
· Controllo e monitoraggio dinamico della temperatura, monitoraggio in tempo reale delle temperature dei punti chiave; dotato di apparecchiature diagnostiche per la previsione dei guasti.
· Progettazione ridondante e affidabile, come: configurazione ridondante N+1 del sistema di raffreddamento, rete di tubazioni dell'acqua refrigerata a doppio circuito per prevenire guasti a singolo punto.
· Capacità di dissipazione del calore di emergenza, supporto alla dissipazione del calore in condizioni di lavoro estreme.
· Adattabilità ambientale, garanzia di un funzionamento stabile a una temperatura ambiente di 15-35 °C e ventilazione a prova di umidità.
b. Approfondimento dell'applicazione dei semiconduttori di terza generazione (SiC/GaN)
L'aumento della potenza di calcolo dell'intelligenza artificiale ha promosso l'architettura in corrente continua ad alta tensione da 800 V, trasformandola in una nuova tendenza nei data center:
·Il SiC/GaN sta gradualmente sostituendo i tradizionali dispositivi basati su silicio grazie alla sua elevata densità di potenza, alla commutazione ad alta frequenza e alle basse perdite.
·Migliora significativamente l'efficienza del sistema.
·Riduce i costi dei materiali e aumenta l'affidabilità.
c. Vantaggi dell'alimentazione HVDC rispetto all'alimentazione CA in termini di efficienza energetica e impatto sulla dissipazione del calore
I requisiti dell'architettura HVDC per i sistemi di dissipazione del calore si riflettono principalmente nell'elevata densità di potenza, nei metodi di raffreddamento efficienti, nella progettazione ridondante, nell'adattabilità ambientale, nell'ottimizzazione dell'efficienza energetica e nel rapido ripristino dei guasti. Questi requisiti determinano congiuntamente la complessità e le sfide dei sistemi HVDC in termini di progettazione e funzionamento.

Tabella 1: ripartizione delle cause principali delle differenze nelle perdite di conversione dell'energia HVDC rispetto a AC
2- Nucleo di innovazione: sinergia tra raffreddamento a liquido e soluzioni di upgrade dei materiali
a. Sistema di raffreddamento a liquido: transizione generazionale dall'edge al mainstream
Il tasso di penetrazione del raffreddamento a liquido è aumentato rapidamente, la potenza di calcolo dell'intelligenza artificiale porta il consumo energetico della GPU a 1000 W, costringendo il raffreddamento ad aria a trasformarsi, e gli scenari edge devono adattarsi all'intervallo di temperatura estremo di -30 °C~60 °C.

Tabella 2: Transizione generazionale dei percorsi tecnologici
b. Aggiornamento dei materiali: una svolta fondamentale per affrontare le sfide termiche estreme
L'aggiornamento dei materiali promuove innovazioni nelle prestazioni di dissipazione del calore: ottimizza la gestione termica dei tiristori attraverso materiali di interfaccia ad alta conduttività termica, combina substrati ceramici in nitruro di alluminio (conduttività termica ≥ 180 W/mK) per migliorare la capacità di dissipazione del calore dei dispositivi SiC/GaN e utilizza una struttura di raffreddamento a liquido composita per supportare un'elevata densità di potenza. A livello di sistema, l'architettura di raffreddamento a liquido ridondante N+1, la strategia di controllo intelligente della temperatura e la progettazione della pipeline con tensione di tenuta di 800 V vengono utilizzate per ottenere una dissipazione del calore collaborativa sicura ed efficiente.
3-Sfide e opportunità tecniche nella filiera del raffreddamento
a. Sfide principali: colli di bottiglia di standardizzazione e compatibilità
La mancanza di uniformità nell'interfaccia della piastra fredda a livello di chip e la differenza nella tensione di tenuta della tubazione a livello di cabinet (500 V~800 V) portano a una scarsa compatibilità e aumentano i costi di trasformazione; i percorsi della piastra fredda e della tecnologia a immersione sono separati e la mancanza di standard di isolamento del refrigerante aggrava la frammentazione del settore; vi sono pericoli nascosti nel collegamento tra funzionamento e manutenzione, come un meccanismo di rilevamento delle perdite insufficiente e standard vaghi per l'attenuazione delle prestazioni del refrigerante. La causa principale risiede nella divisione ecologica delle tre parti, ovvero fornitori di chip/fornitori di server/fornitori di soluzioni di raffreddamento a liquido, che crea un dilemma di "isolazione" con responsabilità poco chiare.
b. Opportunità di collaborazione: collaborazione tecnica e collaborazione industriale
Il livello chip promuove la standardizzazione delle interfacce della piastra fredda e il livello sistema collega il carico HVDC e la portata del raffreddamento tramite algoritmi di controllo della temperatura basati su intelligenza artificiale; Il livello industriale si affida all'ODCC per stabilire standard di interfaccia e refrigerante e riduce il ciclo di implementazione con macchine complete modulari; innova la tecnologia di rigenerazione del refrigerante e i modelli di leasing delle apparecchiature per ridurre i costi e copre i rischi di perdite attraverso meccanismi assicurativi per realizzare una collaborazione tridimensionale tra tecnologia, industria e finanza.
Attualmente, la tecnologia di raffreddamento HVDC deve ancora affrontare sfide come la standardizzazione e la compatibilità, ma la collaborazione industriale ha mostrato segni di svolta. Questo articolo è solo una riflessione temporanea e non vediamo l'ora di discutere le direzioni di ottimizzazione con i colleghi del settore.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
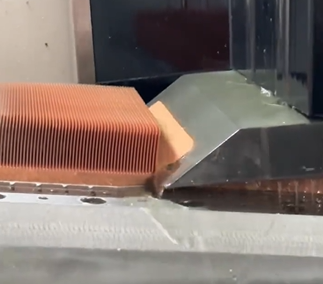
Per la produzione di dissipatori di calore, la selezione dei materiali e la precisione delle alette di skiving sono la chiave del successo. Di fronte ai severi requisiti delle alette ultrasottili e ad alta densità, la sfida principale è: come bilanciare conduttività termica, costi e lavorabilità del materiale? Come superare i limiti delle attrezzature, ottenere una precisione stabile a livello micron e garantire la costanza della forma dei denti e l'efficienza di dissipazione del calore? Questo determina direttamente le prestazioni del prodotto, la competitività dei costi e la resa della produzione di massa.
1-Problemi e sfide principali del processo
a. Essenza del processo: la raschiatura a strati (sgrossatura → lavorazione di finitura) forma alette ad alta densità.
La raschiatura a strati rimuove rapidamente l'eccesso durante la sgrossatura e garantisce la precisione della forma delle alette durante la lavorazione di finitura, ma si scontra con tre principali contraddizioni:
· Controllo della deformazione termica: l'elevato calore di taglio generato dalla sgrossatura causa l'espansione locale delle alette a parete sottile. La deformazione deve essere compensata durante la lavorazione di finitura, altrimenti si verificheranno errori di ellitticità (come la spaziatura irregolare delle alette di dissipazione del calore).
Equilibrio delle tensioni: l'accumulo di tensioni residue nella lavorazione a strati causa la deformazione dei denti, in particolare dell'alluminio (elevata conduttività termica ma basso limite di snervamento), che richiede di ridurre la forza di taglio attraverso la strategia di "profondità di taglio ridotta e avanzamento rapido".
Trasferimento di precisione: il materiale residuo frastagliato rimasto dalla sgrossatura aumenta il carico sull'utensile per la lavorazione di finitura, il che può facilmente causare vibrazioni e portare a tolleranze nello spessore delle alette.
b. Due principali punti critici
· Selezione del materiale del dissipatore di calore: la selezione del materiale del dissipatore di calore deve bilanciare conduttività termica, lavorabilità e costo. Attraverso il confronto delle prestazioni e la scelta del materiale, combinati con la modifica dei materiali e il controllo dei costi, è possibile ottenere un'ottimizzazione sinergica.

Tabella 1: Confronto quantitativo delle proprietà dei materiali e logica di selezione
· Precisione dell'attrezzatura: l'ottimizzazione della precisione dell'attrezzatura migliora la precisione della lavorazione e la durata degli utensili sopprimendo la deformazione termica del taglio, l'usura e gli errori degli utensili, utilizzando utensili innovativi e la compensazione degli errori di accoppiamento termo-meccanico.

Tabella 2: Catena causale dei difetti di precisione
2-Selezione del materiale: la chiave per prestazioni e costi
a. Domina la domanda di conduttività termica
· Scenario con flusso termico elevato (>100 W/cm²): si preferisce il rame (conduttività termica 380 W/m·K), la cui capacità di trasporto del calore è superiore del 30% rispetto a quella dell'alluminio.
Controllo del rischio: decapaggio per rimuovere lo strato di ossido (10% HNO₃) + film di olio di benzotriazolo per prevenire l'ossidazione secondaria, riducendo l'usura degli utensili del 40%.
Scenario con flusso termico medio e basso (<80 W/cm²): si preferisce l'alluminio puro (conduttività termica 210 W/m·K), che soddisfa la maggior parte delle esigenze dell'elettronica di consumo e costa solo il 30% del rame.
b. Ottimizzazione dei vincoli di costo
· Progetti sensibili ai costi, assottigliamento del materiale (ad esempio, substrato di alluminio da 4 mm a 2 mm); riciclaggio dei rifiuti (tasso di recupero dei chip di rame >95%); progettazione di compositi locali (il rame viene utilizzato solo nell'area di contatto con la fonte di calore). · Soluzione alternativa: alluminio puro + progettazione di heat pipe, conduttività termica equivalente 200-220 W/m·K.
c. Compromesso sulla difficoltà di lavorazione
· Per requisiti elevati di alette (>70 mm), scegliere alluminio puro, il limite di altezza delle alette è 120 mm e la resistenza alla flessione è maggiore rispetto al rame; pretrattamento, pre-ricottura dell'alluminio (riduzione delle tensioni residue) per ridurre le fluttuazioni di durezza.
· Per una forma ad alette ad alta precisione (spessore alette <0,5 mm), scegliere alluminio serie 6, l'AL6063 viene indurito dopo la lavorazione dolce e lo spessore delle alette può essere controllato a 0,25 mm; Taboo, evitare la lavorazione diretta di materiali in rame duro (denti facili a collassare), è richiesto un pretrattamento a bassa temperatura.
3- Ottimizzazione della precisione delle attrezzature: il fulcro del miglioramento del tasso di rendimento
La precisione delle attrezzature è il fulcro del processo di skiving per ottenere alette ad alta densità e controllare deformazione e usura.

Tabella 3: Meccanismo di impatto delle fonti di errore delle apparecchiature sulla resa
Idee per ottimizzare la precisione delle attrezzature di skiving:
· Miglioramento della precisione del nucleo: sostituzione del CNC, sostituendo la trasmissione meccanica con un sistema CNC per eliminare gli errori di indicizzazione; soppressione della deformazione termica, utilizzando la tecnologia di taglio ad aria fredda e combinando la tecnologia di compensazione per controllare attivamente la deformazione termica durante la lavorazione; rinforzo dell'utensile, applicando un rivestimento in CBN e ottimizzando la struttura geometrica per migliorare la capacità antischeggiatura dell'utensile.
· Risultati principali: la precisione di lavorazione dell'attrezzatura raggiunge ±0,003 mm (a livello micrometrico); supporta con successo la progettazione di alette estreme con uno spessore di 0,3 mm e un'altezza delle alette di 120 mm; la resa produttiva ha registrato un significativo aumento dal 65% al 95%.
In sintesi, la precisione nella combinazione dei materiali e l'estrema precisione dello skiving sono le barriere principali nella produzione di radiatori. Materiali ottimizzati garantiscono le prestazioni fondamentali, mentre attrezzature di precisione a livello micrometrico (trasmissione CNC, soppressione della deformazione termica e utensili durevoli) sono l'unico modo per ottenere un'elevata resa e supportare la progettazione di alette con forme estreme. Solo ottimizzando costantemente questi due core e implementando in modo proattivo tecnologie avanzate di controllo di precisione potremo consolidare la posizione di leader di mercato nella lavorazione dei radiatori.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
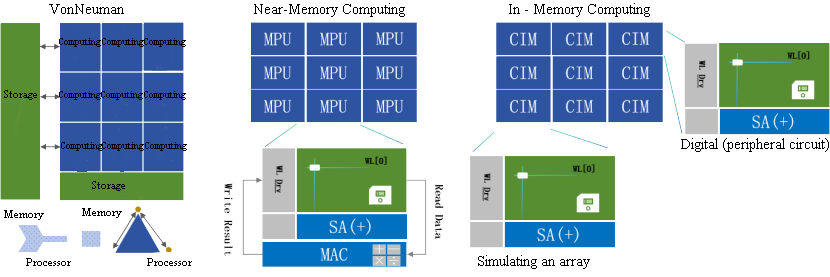
La crescente potenza di calcolo dei server di intelligenza artificiale (IA) sta incontrando "vincoli termici": la densità di potenza dei chip supera i 1000 W/cm² (come NVIDIA H100), la densità di potenza dei cabinet passa da 2,4 kW a 120 kW e la soluzione di raffreddamento ad aria tradizionale raggiunge il limite fisico di 8-10 kW. La logica alla base di questa "crisi di dissipazione del calore" è il risultato del dilemma dell'effetto quantistico dell'architettura dei chip (il tasso di dispersione scende al di sotto dei 3 nm), dello squilibrio del consumo energetico nella gestione dei dati (che rappresenta oltre il 90% del consumo energetico del sistema) e della domanda esponenziale per l'addestramento di modelli di grandi dimensioni (GPT-4 consuma 32,4 TWh di elettricità per un singolo addestramento). A fronte di forti vincoli politici (PUE in Cina ≤ 1,25) e della pressione dell'efficienza energetica, la tecnologia di raffreddamento a liquido è passata da esperimenti marginali a uso comune, diventando la chiave per sbloccare la potenza di calcolo dell'IA.
1- La logica alla base dei requisiti di raffreddamento dei server AI
a. Architettura dei chip e rivoluzione del consumo energetico
La densità di potenza di calcolo (potenza di elaborazione per unità di area o per unità di consumo energetico) e il consumo energetico dei chip AI sono gli indicatori principali per misurarne le prestazioni. Di seguito è riportata un'analisi di tre casi tipici di chip:

Con il continuo aumento della potenza di calcolo, le prestazioni dei chip non possono essere pienamente sfruttate a causa dei vincoli fisici legati alla dissipazione del calore e all'efficienza energetica. Questo fenomeno del "muro di consumo energetico" deriva da:
· Ritardo nella dissipazione del calore: il tasso di crescita della densità di potenza del chip (>1000 W/cm²) supera di gran lunga la velocità di iterazione della tecnologia di dissipazione del calore e le soluzioni tradizionali raggiungono limiti fisici.
· Struttura sbilanciata del consumo energetico. A livello fisico, l'effetto tunnel quantistico al di sotto dei 3 nm indebolisce il miglioramento dell'efficienza energetica e lo stacking 3D causa un netto calo dell'efficienza di dissipazione del calore del 30%-50%; a livello architetturale, il consumo energetico per la gestione dei dati rappresenta oltre il 90% e il tasso di crescita della potenza di calcolo (750 volte/2 anni) e la larghezza di banda della memoria (1,4 volte/2 anni) sono gravemente sbilanciati. a livello applicativo, l'esplosione dei parametri del modello di grandi dimensioni (ad esempio l'addestramento GPT-4 consuma 32,4 TWh) e il carico dinamico (il consumo di energia istantaneo supera il TDP del 200%) aumentano la pressione di dissipazione del calore.

Figura 1: L'integrazione di storage e computing
b. Transizione della densità di potenza dei cabinet
La densità di potenza dei cabinet sta attraversando una rivoluzione, passando dall'informatica generale all'ultra-densità basata sull'intelligenza artificiale, e il paradigma è stato ricostruito da "adattamento della sala apparecchiature" a "sala di definizione delle apparecchiature". La richiesta di potenza di calcolo dell'intelligenza artificiale ha costretto l'infrastruttura a un aggiornamento a passi da gigante. · Transizione esponenziale: la densità media globale è aumentata da 2,4 kW/cabinet a 9,5 kW/cabinet (CAGR≈12%) dal 2011 al 2024, e il centro di calcolo intelligente AI ha spinto la densità a superare i 120 kW/cabinet (come NVIDIA GB200 NVL72), e potrebbe raggiungere il livello MW nel 2030.
· Core drive: l'aumento del consumo energetico dei chip AI (scheda singola H100 700 W → scheda singola GB200 1200 W) e la richiesta di training di modelli di grandi dimensioni (il training singolo GPT-4 consuma 32,4 TWh di energia) creano un "effetto a doppia elica", costringendo la densità dei cabinet a corrispondere all'aumento della potenza di calcolo. · Innovazione tecnologica: il limite di raffreddamento ad aria (8-10 kW) viene sostituito dal raffreddamento a liquido, con raffreddamento a piastra fredda (20-50 kW) e a immersione (50-120 kW) a supporto dell'alta densità; sistema di alimentazione aggiornato a corrente continua ad alta tensione (HVDC), efficienza > 98%; tasso di utilizzo dello spazio aumentato del 40% (condotto dell'aria rimosso), il raffreddamento a liquido riduce il PUE a 1,08.
c. Politiche e orientamento all'efficienza energetica
· Progetto cinese "East Data West Computing": requisiti obbligatori per i nodi hub orientali con PUE ≤ 1,25, occidentali ≤ 1,2, che impongono la diffusione della tecnologia di raffreddamento a liquido. Prendendo ad esempio l'hub della Mongolia Interna, l'utilizzo del raffreddamento a liquido a immersione può ridurre il PUE a 1,08, con un risparmio di oltre 20 milioni di kWh di elettricità all'anno. · Normative globali sulle emissioni di carbonio: la direttiva CSRD dell'UE impone ai data center di divulgare l'impronta di carbonio dell'intero ciclo di vita, e il "Climate Enterprise Data Accountability Act" della California include le emissioni di Scope 3 nella divulgazione obbligatoria. La tecnologia di raffreddamento a liquido è diventata fondamentale per la conformità grazie alla riduzione delle emissioni indirette (come le perdite di refrigerante).
Leva del vantaggio economico: il raffreddamento a liquido consente di risparmiare dal 30% al 50% di energia di raffreddamento rispetto al raffreddamento ad aria. Considerando la differenza tra i prezzi dell'elettricità nelle ore di punta e di valle, il periodo di ammortamento dell'investimento può essere ridotto a 3-5 anni.
2- Evoluzione della tecnologia di dissipazione del calore e differenziazione dei percorsi tecnici
a. Tecnologia di raffreddamento a liquido: dall'edge al mainstream
La transizione del raffreddamento a liquido da "esperimento edge" a "base di dissipazione del calore" rappresenta un riequilibrio tra densità di potenza di calcolo ed efficienza energetica, e una ricostruzione della catena del valore dei data center.
· Processo di evoluzione, fase di marginalizzazione (anni '60-2010), utilizzato solo per l'industria militare/supercomputing (come Cray-2), limitato dalla corrosività dei materiali e dai costi elevati; periodo di svolta (anni 2010-2020), densità termica della GPU superiore a 500 W/cm² (NVIDIA P100) e politiche (PUE Cina ≤1,25) hanno favorito l'uso commerciale, e il costo della trasformazione della cold plate è stato ridotto a 1,2 volte rispetto al raffreddamento ad aria; mainstream (quasi 2-3 anni), la densità di potenza dei cabinet AI ha superato i 120 kW (come NVIDIA NVL72), il TCO del raffreddamento a liquido è risultato inferiore del 12,2% rispetto al raffreddamento ad aria e il periodo di ammortamento è stato ridotto a 3-5 anni.
· Logica evolutiva, logica tecnica, dal "raffreddamento ad aria per adattarsi ai chip" alla "dissipazione del calore definita dal chip", il raffreddamento a liquido diventa la leva fondamentale per liberare potenza di calcolo; logica industriale, che crea un ciclo positivo di "standard basati sulle politiche → gli standard riducono i costi → i costi guidano la diffusione"; logica ecologica, che ricostruisce la catena del valore del data center, trasformando il sistema di raffreddamento da "centro di costo" a "risorsa per l'efficienza energetica".
· Differenziazione dei percorsi tecnici: la differenziazione della tecnologia di raffreddamento a liquido deriva dal confronto tra efficienza di dissipazione del calore e costi di trasformazione. Il sistema cold plate privilegia la compatibilità, bilancia costi e rischi attraverso la trasformazione locale e si adatta a scenari di media densità; Il tipo a immersione persegue il limite fisico di dissipazione del calore, supera il limite di densità termica attraverso la ricostruzione del sistema, ma si scontra con sfide legate a materiali, funzionamento e manutenzione; il tipo a spruzzo esplora il controllo preciso della temperatura a livello di chip, aprendo la strada a scenari delicati come l'elaborazione ottica. L'essenza della differenziazione della tecnologia di raffreddamento a liquido è il risultato del compromesso impossibile del triangolo "efficienza di dissipazione del calore-costo di trasformazione-complessità di funzionamento e manutenzione". Il tipo a piastra fredda vince in equilibrio, il tipo a immersione persegue il limite fisico e il tipo a spruzzo mira al controllo preciso della temperatura. Insieme, i tre promuovono il raffreddamento a liquido da "opzione tecnica" a "base di potenza di calcolo".
b. La tecnologia di raffreddamento a livello di chip presenta innovazioni multidimensionali
La tecnologia di raffreddamento a livello di chip sta attraversando una triade di innovazioni in "materiali-struttura-controllo". Nel breve termine, è dominata dalla microfluidica 3D e dal raffreddamento a liquido a piastra fredda (che supporta un TDP a livello di kilowatt), e nel lungo termine, si affida al raffreddamento quantistico e alla sinergia fototermica per superare i limiti fisici. Il suo sviluppo determina direttamente l'efficienza del rilascio di potenza di calcolo dell'IA e l'evoluzione dell'efficienza energetica dei data center.
· Materiali: diamante/grafene si avvicinano al limite di conduttività termica fisica e i materiali a cambiamento di fase risolvono gli shock termici transitori.
· Struttura, microfluidica e cold plate passano dal "fissaggio esterno" al "chip embedding", con percorsi di dissipazione del calore più brevi e maggiore efficienza.
· Controllo: i chip a raffreddamento attivo allo stato solido superano i limiti di volume e la regolazione dinamica dell'IA realizza una "sinergia tra calore e calcolo".
· Tendenza fondamentale: l'integrazione dei tre promuove l'evoluzione della dissipazione del calore da "conduzione passiva del calore" a "controllo attivo della temperatura a livello di chip", supportando i requisiti TDP a livello di kilowatt dei singoli chip.
L'evoluzione della tecnologia di dissipazione del calore è passata da "innovazione a punto singolo" a "ricostruzione del sistema": il raffreddamento a liquido cold plate guida la trasformazione degli stock esistenti con compatibilità, l'immersione supera il limite fisico di dissipazione del calore e la tecnologia di spruzzatura a livello di chip esplora il controllo preciso della temperatura. I tre elementi insieme costituiscono un sistema di dissipazione del calore a strati. Con la commercializzazione della dissipazione del calore quantistica e della tecnologia di sinergia fototermica, in futuro supporteranno una potenza di calcolo ultra-densa di livello MW in un singolo cabinet. Questo processo non rappresenta solo una rivoluzione nel paradigma di dissipazione del calore, ma trasforma anche i data center da "consumatori di energia" ad "asset a basso consumo energetico": si stima che il raffreddamento a liquido completo possa aiutare i data center globali a ridurre le emissioni di carbonio di 450 milioni di tonnellate entro il 2030. La dissipazione del calore si sta trasformando da un centro di costo a un pilastro fondamentale dell'economia energetica basata sull'intelligenza artificiale.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Quando si vede un dissipatore di calore preciso come i denti di un pettine in un dispositivo elettronico, si potrebbe pensare che le sue prestazioni ottimali siano state determinate molto prima che la lama toccasse il metallo. Perché i grandi produttori sono disposti a spendere molti soldi per il pretrattamento del materiale? Perché questo passaggio può migliorare direttamente il dissipatore di calore: tagliare l'alluminio fa risparmiare il 20% di fatica, i dissipatori di calore in rame possono essere utilizzati per altri 3 anni e persino dissipatori alti 12 cm possono essere tagliati in un unico passaggio. Questo articolo illustra come "massaggiare e sciogliere le ossa" del metallo con metodi scientifici, in modo che il metallo duro possa essere docilmente trasformato in un dissipatore di calore perfetto.
1-Perché il pretrattamento è il "motore invisibile" del dissipatore di calore "smussato"?
a. Sfide di produzione dei dissipatori di calore ad alta precisione
· Concentrazione di stress residuo: lo stress residuo derivante dal processo di laminazione o fusione delle materie prime viene rilasciato durante lo smussamento, causando la deformazione del substrato.
· Rammollimento del materiale: alluminio, rame e altri materiali si rammolliscono localmente a causa dell'aumento di temperatura (alluminio 40-60 °C, rame 80-120 °C) durante il processo di taglio, causando il collasso del dente o l'aumento delle bave.
· Ossidazione superficiale: il rame si ossida facilmente nell'aria formando uno strato di CuO (elevata durezza e elevata fragilità), che aggrava l'usura dell'utensile e ne riduce la durata.
b. Pretrattamento: il passaggio chiave dalle "materie prime metalliche" alle "sezioni di denti di precisione"
· L'ottimizzazione delle prestazioni dei materiali, tramite ricottura di ricristallizzazione rispettivamente di alluminio e rame, elimina le tensioni residue generate durante il processo di laminazione e consente di migliorare significativamente l'uniformità della durezza del materiale.
· Controllo dello stato superficiale, mediante pulizia chimica per rimuovere lo strato di ossido dalla superficie del materiale, ad esempio il rame può essere decapato con il 10% di HNO₃ e la rugosità superficiale può essere ridotta a 0,4 μm dopo il trattamento, riducendo efficacemente l'adesione dell'utensile; oppure trattamento di passivazione dell'alluminio, come l'anodizzazione dell'alluminio per formare un film di Al₂O₂ spesso 5-10 μm per prevenire l'ossidazione secondaria durante la lavorazione.
c. In che modo la tecnologia di pretrattamento migliora l'efficienza di lavorazione?
· Riduce il ciclo di lavorazione: la resistenza al taglio del materiale viene ridotta dopo il pretrattamento, consentendo una maggiore velocità di avanzamento.
· Riduzione del tasso di rilavorazione: il pre-rilascio delle sollecitazioni migliora notevolmente il tasso di planarità del substrato, eliminando il processo di correzione secondaria.
2- Il fondamento della tecnologia di pretrattamento: l'integrazione tra scienza e tecnologia dei materiali
Il fulcro della tecnologia di pretrattamento è la personalizzazione della logica di processo in base alle proprietà dei materiali, per risolvere le contraddizioni intrinseche dei materiali ad alta conduttività termica, come alluminio e rame, nella smussatura degli ingranaggi.
a. Le proprietà dei materiali determinano la logica di pretrattamento

·Pretrattamento di materiali in alluminio: la ricottura a 300–350 °C x 2 ore può eliminare lo stress da laminazione e migliorare l'uniformità della durezza del 40%; il trattamento superficiale può essere scelto tra anodizzazione per generare un film di Al₂O₃ di 5–10 μm o passivazione chimica (cromatazione) per inibire l'ossidazione durante la lavorazione.
·Pretrattamento di materiali in rame: la ricottura a 500–600 °C x 1 ora può ammorbidire il materiale, ridurre la durezza da 80 HB a 45 HB e ridurre la forza di taglio del 30%; il decapaggio utilizza una soluzione di HNO₃ al 10% per rimuovere lo strato di ossido. Quando lo spessore di CuO supera 1 μm, il tasso di usura dell'utensile aumenta del 50%.
b. Contraddizione fondamentale: il paradosso della lavorazione di materiali ad alta conducibilità termica
·Punto di contraddizione: l'elevata conducibilità termica (ad esempio 380 W/m·K per il rame) è il vantaggio principale del dissipatore di calore. L'elevata conducibilità termica fa sì che il calore di taglio venga trasferito rapidamente all'utensile, accelerandone l'usura (la durata dell'utensile nella lavorazione del rame è solo 1/3 di quella dell'alluminio).
Schema di pretrattamento, equilibrio tra conducibilità termica e lavorabilità, come il pretrattamento a bassa temperatura dei materiali in rame per ridurre l'aumento della temperatura di taglio o la progettazione di materiali a gradiente; gestione dello strato di ossido, come il mantenimento del denso film di Al₂O₃ dei materiali in alluminio per ridurre l'attrito; rivestimento dei materiali in rame con un film di olio di benzotriazolo dopo il decapaggio per bloccare l'ossidazione secondaria.
3-Metodi di pretrattamento del nucleo
a. Pretrattamento meccanico: "aprire la strada" alla lavorazione
Pulizia superficiale (sabbiatura/lucidatura), rimozione di strati di ossido, macchie d'olio e bave, miglioramento della rugosità superficiale (valore Ra), miglioramento dell'adesione del rivestimento o successivo effetto decapante.
b. Pretrattamento chimico: attivazione dell'attività superficiale del materiale
Attraverso la pulizia fisica (decontaminazione), la modifica chimica (formazione di un film di conversione) e il miglioramento delle prestazioni superficiali, la superficie del materiale viene trasformata da uno stato inerte a uno stato altamente attivo. Il fulcro risiede nel bilanciamento della rugosità superficiale, della densità dei gruppi funzionali chimici e della resistenza alla corrosione, fornendo così un substrato ideale per i processi successivi.
c. Trattamento termico: rimodellamento della microstruttura del materiale
Controllando con precisione i processi di riscaldamento, isolamento e raffreddamento del materiale, la microstruttura viene riorganizzata e ottimizzata. Il fulcro risiede nell'utilizzo di meccanismi di attivazione termica per guidare la diffusione atomica, il cambiamento di fase e la riorganizzazione dei difetti, conferendo così al materiale nuove caratteristiche prestazionali.
d. Controllo della composizione: gestione completa del processo, dalla fusione allo stampaggio
Il controllo della composizione è la tecnologia fondamentale nella produzione dei materiali. Attraverso la selezione delle materie prime, il controllo preciso della fusione e l'ottimizzazione dei parametri di stampaggio, uniti al rilevamento digitale, si ottiene un controllo preciso delle fluttuazioni e un miglioramento delle prestazioni.
4-Alluminio vs. Rame: Strategie di pretrattamento differenziate
A causa delle significative differenze nelle proprietà fisiche e chimiche dell'alluminio e del rame, le strategie di pretrattamento devono essere progettate specificamente per risolvere i rispettivi punti critici di lavorazione.

5-In che modo il pretrattamento diventa un "amplificatore" di efficienza?
a. Collaborazione con la lavorazione di skiving
· Riduzione dell'usura degli utensili: dopo il pretrattamento, l'ossido duro residuo sulla superficie si riduce, la durata dell'utensile di skiving si prolunga e il tasso di scheggiatura dei pezzi di alette ad alta densità si riduce.
Miglioramento della precisione di lavorazione: il pretrattamento di sabbiatura elimina le sollecitazioni interne del materiale, riduce l'errore di altezza del dente da ±0,5 mm a ±0,1 mm e soddisfa i requisiti di un elevato numero di denti (altezza del dente/spessore del substrato ≥10).
b. Collaborazione con il trattamento superficiale
· Miglioramento dell'adesione del rivestimento: dopo il pretrattamento di passivazione, il tasso di superamento del test di adesione del rivestimento può essere significativamente migliorato.
Riduzione della resistenza termica di contatto: il pretrattamento forma una struttura microporosa uniforme, che riduce la resistenza termica dell'interfaccia di saldatura tra radiatore e heat pipe del 15%-20%.
c. Collaborazione con la lavorazione CNC superficiale
· Riduzione dei difetti di lavorazione secondaria: Dopo la pulizia chimica per la rimozione delle macchie d'olio, il tasso di bave nella fresatura CNC dell'alluminio si riduce del 60% e i difetti di maschiatura e scorrimento si riducono del 50%.
d. Effetto del pretrattamento sull'efficienza produttiva
· Maggiore rendimento: Ottimizzando i processi di pretrattamento chimico e meccanico, il rendimento del dissipatore di calore skived e della lavorazione CNC è stato significativamente migliorato, garantendo la qualità del prodotto.
· Ciclo di lavorazione ridotto: Dopo il pretrattamento, la lavorazione dell'alluminio non richiede una sbavatura separata e il tempo di lavorazione di un singolo pezzo si riduce notevolmente. La velocità di lavorazione della linea di sabbiatura automatizzata aumenta e l'efficienza produttiva migliora significativamente.
· Riduzione del consumo energetico e dei costi: Il pretrattamento meccanico viene utilizzato al posto del decapaggio chimico, riducendo il consumo energetico di lavorazione. Dopo il pretrattamento, la durezza del materiale si riduce, le perdite dallo stampo si riducono e i costi di produzione si riducono in modo efficace.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Il processo di applicazione dei materiali principali dell'involucro della batteria ESS è essenzialmente un processo di bilanciamento tra requisiti di leggerezza, efficienza della gestione termica e costi del ciclo completo. Dall'acciaio alla lega di alluminio ai materiali compositi, ogni iterazione è accompagnata da innovazione di processo (come la tecnologia di saldatura e il design modulare) e integrazione funzionale (raffreddamento a liquido + protezione antincendio + sigillatura).
1- Logica di leggerezza
a. Selezione dei materiali e logica di sostituzione
· Fase iniziale (prima del 2020): dominano acciaio e piastre in acciaio zincato
Caratteristiche del materiale: l'acciaio (densità 7,8 g/cm³) è diventato il materiale più diffuso grazie al suo basso costo e alla tecnologia matura, ma è pesante e facilmente corrodibile. Le piastre in acciaio zincato (anti-sabbia e antiusura Classe 4) sono ancora soggette al rischio di ruggine dopo un utilizzo prolungato e presentano elevati costi di manutenzione.
Limitazioni applicative: il peso dell'involucro rappresenta oltre il 40%, la densità energetica del sistema è bassa e la saldatura personalizzata comporta un lungo ciclo di installazione, difficile da soddisfare la domanda di accumulo di energia distribuito.
· Periodo di svolta (2020-2024): applicazione diversificata di leghe di alluminio e acciaio inossidabile
Divulgazione della lega di alluminio: la densità (2,7 g/cm³) è inferiore del 65% rispetto a quella dell'acciaio e il coefficiente di conduttività termica di 237 W/mK è adatto alla tecnologia di raffreddamento a liquido. Il design integrato integra il canale di raffreddamento a liquido e la piastra inferiore tramite saldatura ad attrito, riducendo i connettori e migliorando la tenuta; la tipica soluzione a doppio strato (piastra esterna in acciaio zincato antivento e antisabbia + controllo interno della temperatura in lega di alluminio-magnesio) consente di ottenere un aumento del 12% dell'efficienza del sistema.
Ottimizzazione dell'acciaio inossidabile: l'acciaio inossidabile 316L è resistente alla corrosione da ioni cloruro per oltre 2000 ore e, combinato con guarnizioni in silicone, costituisce una soluzione ideale per scenari ad alta umidità.
· Fase matura (dal 2024 a oggi): Materiali compositi e integrazione funzionale
Materiali compositi SMC: il rinforzo in fibra di vetro (densità 1,67 g/cm³) pesa solo il 21% dell'acciaio e lo stampaggio a compressione consente di realizzare una struttura dalla forma speciale; la struttura composita "sandwich" (SMC+aerogel) ha una resistenza al fuoco di 2 ore e una riduzione di peso simultanea del 30%. Esplorazione della fibra di carbonio: resistenza alla trazione 300-1200 MPa, densità 1,5-2,0 g/cm³, limitata dal costo (5-8 volte superiore a quello dell'acciaio), viene utilizzata principalmente per rinforzi locali in scenari di fascia alta.
Il fulcro dell'alleggerimento dei materiali risiede nell'ottimizzazione del rapporto densità-resistenza. Si veda il confronto delle prestazioni dei materiali nella tabella sottostante. Sostituendo materiali ad alta densità (come l'acciaio) con leghe di alluminio o materiali compositi, è possibile ridurre significativamente il peso garantendo al contempo la resistenza (ad esempio, compensando la perdita di resistenza attraverso l'ottimizzazione topologica), migliorando così la densità energetica e l'efficienza del trasporto.

b. Tecnologia di ottimizzazione strutturale
L'ottimizzazione strutturale ricostruisce la struttura meccanica della scatola attraverso metodi di progettazione innovativi, ottimizzando materiali e processi, mantenendo al contempo le prestazioni di carico. La tecnologia di saldatura su misura in lega di alluminio utilizza una tecnologia di saldatura avanzata per ottenere un significativo assottigliamento dello spessore delle pareti, combinata con la progettazione integrata del canale di flusso e del telaio per ridurre i nodi di collegamento ridondanti e ridurre il rischio di guasti alla tenuta. La tecnologia di brasatura e stampaggio utilizza la tecnologia di formatura degli stampi per creare una struttura integrata curva a parete sottile, riducendo notevolmente l'uso di elementi di fissaggio tradizionali e integrando la tecnologia di trattamento superficiale per migliorare la resistenza alla corrosione, riducendo efficacemente i costi di esercizio e manutenzione dell'intero ciclo di vita. Le due tecnologie migliorano sinergicamente l'efficienza produttiva e l'affidabilità strutturale riducendo i collegamenti di lavorazione e la ridondanza dei materiali, riducendo significativamente i costi di accumulo energetico unitario e garantendo al contempo la stabilità operativa a lungo termine dell'apparecchiatura in condizioni di lavoro complesse.

c. Innovazione del processo produttivo
Ottimizzazione del design strutturale e miglioramento dell'efficienza:
Integrazione integrata: il canale di raffreddamento a liquido è integrato con la piastra inferiore dell'involucro, riducendo del 30% il numero di connettori e migliorando sia l'efficienza di tenuta che quella di dissipazione del calore.
Design modulare: l'interfaccia standardizzata è compatibile con diversi materiali, l'efficienza di installazione è aumentata del 50% ed è adatta per un'implementazione rapida in molteplici scenari.
La tecnologia avanzata riduce i costi e migliora l'efficienza:
Automazione ad alta precisione: taglio laser + saldatura robotizzata, tasso di utilizzo dei materiali aumentato del 15% e ciclo di produzione ridotto del 40%.
Simulazione digitale: il CAE ottimizza i parametri di processo, il numero di prove stampo è ridotto del 50% e il tasso di rendimento supera il 98%.
2-Elementi fondamentali del controllo dei costi del ciclo di vita
a. Modello di composizione dei costi
Il costo del ciclo di vita (LCOS) include:
· Costo di investimento iniziale (C_mv): approvvigionamento delle apparecchiature (che rappresenta oltre il 50%) e costruzione.
· Costi operativi (C_ps): ricarica dell'elettricità, gestione della manodopera, perdite di energia (ad esempio, il costo di ricarica aumenta del 33% quando l'efficienza di conversione è del 75%).
· Costi di esercizio e manutenzione (C_om): manutenzione delle apparecchiature, riparazione guasti, sostituzione dei pezzi di ricambio (che rappresentano il 20-30% del costo del ciclo di vita)
Espressione della formula: CEss=α⋅EBESS+β⋅PBESS+Cps+ComCEss=α⋅EBESS+β⋅PBESS+Cps+Com
Tra questi, l'alleggerimento influisce direttamente sull'investimento iniziale riducendo E (fabbisogno energetico) e P (fabbisogno energetico).

Figura 1. Costo del ciclo di vita di una centrale elettrica ad accumulo di energia
b. L'impatto della leggerezza sui costi

3-Key strategies for balancing lightweight and performance
a. Balance between strength and weight
Local reinforcement: Use steel to reinforce stress concentration areas (such as bolted joints), and use lightweight materials in other areas.
Bionic structure design: For example, leaf vein-shaped liquid cooling pipes, which can reduce weight and improve heat dissipation efficiency.
b. Optimization of heat dissipation performance
Material thermal conductivity matching: Aluminum alloy (237 W/mK) is better than steel (50 W/mK), which is suitable for liquid cooling systems.
Thermal management integration: Integrate the cooling plate and the box to reduce the weight of additional heat dissipation components.
c. Protection performance guarantee
Multi-layer sealing: Double protection of colloid sealing + mechanical compression is adopted to meet IP67 standards.
Fireproof design: The "sandwich" cabin structure (high temperature resistant layer + fireproof layer) achieves a 2-hour fire resistance limit.
The underlying logic of lightweight and cost control of ESS Battery Enclosure is to reduce the full-cycle resource consumption while ensuring performance through the three-dimensional synergy of material substitution-structure optimization-process innovation. Its essence is a comprehensive game of improving energy density, optimizing operation and maintenance efficiency, and recycling materials, and it is necessary to find the best balance between technical feasibility and economic efficiency.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
L'evoluzione della sicurezza nel settore dell'accumulo di energia è un cambiamento sistematico guidato dalla sinergia tra iterazione tecnologica e standard di sicurezza. Dalla ricostruzione dei percorsi di dissipazione del calore, alla protezione coordinata di materiali e strutture, fino alla gestione termica integrata, questo processo riflette la logica di base del settore per la protezione da runaway termico: dalla difesa passiva alla soppressione attiva, e da un'unica dimensione a un aggiornamento multilivello dell'accoppiamento.
1- Il "triangolo impossibile" della tecnologia di accumulo di energia e le strategie per risolvere le contraddizioni fondamentali
a. Le contraddizioni del "triangolo impossibile" della tecnologia di accumulo di energia si manifestano principalmente nei controlli e bilanciamenti reciproci di molteplici dimensioni:
Lo sviluppo della tecnologia di accumulo di energia si trova di fronte a un complesso equilibrio tra densità energetica, sicurezza e costi. Sebbene i materiali ad alta attività possano migliorare la densità energetica, aumentano anche significativamente il rischio di runaway termico; sebbene la progettazione della sicurezza a livello di sistema (come la tecnologia di controllo della temperatura con raffreddamento a liquido) possa ridurre i rischi, è spesso accompagnata da una perdita di densità energetica. Inoltre, l'introduzione di sistemi di protezione attiva e tecnologie di sicurezza intrinseca può migliorare la sicurezza, ma aumenta significativamente il costo dei componenti non legati alle batterie. Queste contraddizioni rivelano i molteplici vincoli che devono essere risolti nell'evoluzione della tecnologia di accumulo di energia.
b. Strategie per risolvere le contraddizioni fondamentali:
Innovazione dei materiali: l'applicazione di nuovi materiali elettrolitici ritarda significativamente il tempo di propagazione del runaway termico, tenendo conto dell'elevata densità energetica; le batterie agli ioni di sodio mantengono una densità energetica ragionevole riducendo al contempo i costi grazie all'ottimizzazione dei materiali degli elettrodi negativi; L'introduzione di materiali nanocompositi aumenta notevolmente la capacità teorica.
Ottimizzazione del sistema: la tecnologia avanzata di raffreddamento a liquido migliora significativamente l'efficienza di dissipazione del calore attraverso un controllo preciso della temperatura, riducendo al contempo i costi di esercizio e manutenzione; le reti di batterie dinamiche e riconfigurabili migliorano la disponibilità del sistema grazie a una rapida regolazione della topologia.
Controllo intelligente: il sistema di allerta precoce basato sull'intelligenza artificiale ha notevolmente migliorato l'accuratezza della previsione del rischio attraverso la fusione di dati multidimensionali; il progresso nella tecnologia di conversione dell'energia ha migliorato significativamente l'efficienza del sistema. L'innovazione delle politiche e dei modelli di business ha accelerato l'implementazione della tecnologia. Ad esempio, il modello di accumulo di energia condiviso ha ridotto la pressione degli investimenti in un singolo punto e l'utilizzo a cascata ha ulteriormente ottimizzato i costi dell'intero ciclo di vita.
2- Regole di evoluzione
a. Innovazione di fusione di percorsi tecnici
Allarme precoce intelligente basato su dati multi-fonte: la nuova generazione di sistemi di monitoraggio integra dati multidimensionali provenienti da sensori, come gas, pressione e segnali acustici, e combina modelli di guasto dinamici con l'analisi dei dati storici per ridurre significativamente il tasso di falsi allarmi e anticipare i tempi di allerta.
Gestione termica e progettazione del collegamento antincendio: la tecnologia di raffreddamento a liquido, combinata con un algoritmo di regolazione dinamica della temperatura per ottenere un controllo preciso della temperatura, il sistema antincendio e la gestione della batteria sono profondamente integrati per formare una strategia di collegamento multilivello, che sopprime efficacemente la diffusione della fuga termica.
Ottimizzazione coordinata di materiali e strutture: il rivestimento isolante resistente alle alte temperature sostituisce i tradizionali materiali ignifughi, prolungando significativamente il tempo di blocco della diffusione del calore; rinforzi anticollisione e canali direzionali di scarico della pressione sono stati introdotti nella progettazione strutturale per migliorare la capacità di resistere all'impatto meccanico.
b. Graduale approfondimento dei livelli di protezione
Protezione progressiva dalle celle della batteria ai sistemi: il monitoraggio precoce del rischio è ottenuto tramite sensori integrati a livello delle celle della batteria; Rilevatori compositi e materiali a cambiamento di fase vengono utilizzati a livello di modulo per sopprimere l'accumulo di calore locale; una piattaforma di monitoraggio collaborativo viene sviluppata a livello di sistema per ottenere una protezione completa del ciclo di vita.
Dalla risposta passiva alla difesa attiva: il nuovo standard promuove lo sviluppo di tecnologie di difesa attiva. Ad esempio, il sistema di gestione intelligente della batteria interrompe il percorso di rischio all'inizio della carica tramite l'analisi dinamica dell'impedenza, mentre la tecnologia anticondensa attiva elimina i rischi ambientali.
Protezione collaborativa multidimensionale: la progettazione collaborativa termo-elettrica-meccanica rafforza la sicurezza complessiva del sistema; la protezione antincendio e il monitoraggio collaborativo di funzionamento e manutenzione coprono l'intera catena di produzione e trasporto per ridurre il rischio di falsi allarmi.
3-Processo evolutivo
a. Iterazione della tecnologia di dissipazione del calore
La tecnologia di raffreddamento a liquido è diventata di uso comune: i sistemi di raffreddamento a liquido riducono significativamente la differenza di temperatura tra i gruppi di batterie grazie a un'efficiente uniformità della temperatura, prolungano la durata e migliorano la sicurezza; la tecnologia di raffreddamento a liquido a immersione supera ulteriormente il limite di dissipazione del calore e supporta scenari di carica e scarica ad alta velocità.
L'ottimizzazione strutturale migliora l'efficienza di dissipazione del calore: il design parallelo multicanale realizza un flusso uniforme del refrigerante e l'integrazione delle funzioni di isolamento termico e raffreddamento blocca il percorso di diffusione del calore.
b. Innovazione strutturale e dei materiali
Sistema di materiali ad alta sicurezza: diaframmi resistenti alle alte temperature e rivestimenti ceramici ritardano significativamente la reazione a catena della fuga termica; i materiali compositi leggeri migliorano la resistenza strutturale e le prestazioni di protezione riducendo al contempo il peso.
Innovazione delle celle e dei moduli della batteria: il nuovo design delle celle della batteria riduce la circolazione e prolunga la durata ottimizzando la struttura interna, mentre la tecnologia di integrazione dei moduli migliora l'utilizzo dello spazio e l'efficienza di dissipazione del calore.
c. Integrazione della gestione termica
Progettazione integrata a livello di sistema: la soluzione integrata integra profondamente la gestione della batteria, la protezione antincendio e la gestione termica, supporta un'implementazione flessibile e si adatta ad ambienti estremi.
Intelligenza e controllo collaborativo: i modelli di intelligenza artificiale prevedono lo stato della batteria in tempo reale e ottimizzano la distribuzione dell'energia, mentre i sistemi antincendio e la gestione termica sono collegati per garantire una risposta rapida.
Gestione dell'intero ciclo di vita: la gestione a ciclo chiuso dalla progettazione alla dismissione, combinata con il monitoraggio digitale e la valutazione dello stato di salute basata su cloud, migliora significativamente l'affidabilità del sistema.
3-Processo evolutivo
a. Iterazione della tecnologia di dissipazione del calore
La tecnologia di raffreddamento a liquido è diventata di uso comune: i sistemi di raffreddamento a liquido riducono significativamente la differenza di temperatura tra i gruppi di batterie grazie a un'efficiente uniformità della temperatura, prolungano la durata e migliorano la sicurezza; la tecnologia di raffreddamento a liquido a immersione supera ulteriormente il limite di dissipazione del calore e supporta scenari di carica e scarica ad alta velocità.
L'ottimizzazione strutturale migliora l'efficienza di dissipazione del calore: il design parallelo multicanale realizza un flusso uniforme del refrigerante e l'integrazione delle funzioni di isolamento termico e raffreddamento blocca il percorso di diffusione del calore.
b. Innovazione strutturale e dei materiali
Sistema di materiali ad alta sicurezza: diaframmi resistenti alle alte temperature e rivestimenti ceramici ritardano significativamente la reazione a catena della fuga termica; i materiali compositi leggeri migliorano la resistenza strutturale e le prestazioni di protezione riducendo al contempo il peso.
Innovazione delle celle e dei moduli della batteria: il nuovo design delle celle della batteria riduce la circolazione e prolunga la durata ottimizzando la struttura interna, mentre la tecnologia di integrazione dei moduli migliora l'utilizzo dello spazio e l'efficienza di dissipazione del calore.
c. Integrazione della gestione termica
Progettazione integrata a livello di sistema: la soluzione integrata integra profondamente la gestione della batteria, la protezione antincendio e la gestione termica, supporta un'implementazione flessibile e si adatta ad ambienti estremi.
Intelligenza e controllo collaborativo: i modelli di intelligenza artificiale prevedono lo stato della batteria in tempo reale e ottimizzano la distribuzione dell'energia, mentre i sistemi antincendio e la gestione termica sono collegati per garantire una risposta rapida.
Gestione dell'intero ciclo di vita: la gestione a ciclo chiuso dalla progettazione alla dismissione, combinata con il monitoraggio digitale e la valutazione dello stato di salute basata su cloud, migliora significativamente l'affidabilità del sistema.
L'innovazione in termini di sicurezza della tecnologia di accumulo di energia non è solo il risultato di un'iterazione tecnologica, ma anche della ricostruzione della logica sottostante del sistema energetico. Grazie alla profonda integrazione di materiali, strutture e intelligenza, il settore sta superando i molteplici vincoli di densità energetica, sicurezza e costi, costruendo una rete di protezione tridimensionale che va dalle microcelle ai macrosistemi. La sinergia tra la tecnologia di raffreddamento a liquido e l'allerta precoce dinamica, la complementarietà di materiali resistenti alle alte temperature e un design leggero, e la logica a circuito chiuso della gestione dell'intero ciclo di vita delineano congiuntamente la visione futura di sistemi di accumulo di energia ad alta sicurezza ed efficienza. Grazie alle innovazioni in tecnologie all'avanguardia come i materiali quantistici e le batterie allo stato solido, il settore dell'accumulo di energia accelererà verso una nuova era di sicurezza intrinseca e di applicazioni su larga scala, iniettando energia duratura nella trasformazione intelligente e a basse emissioni di carbonio del sistema energetico globale.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
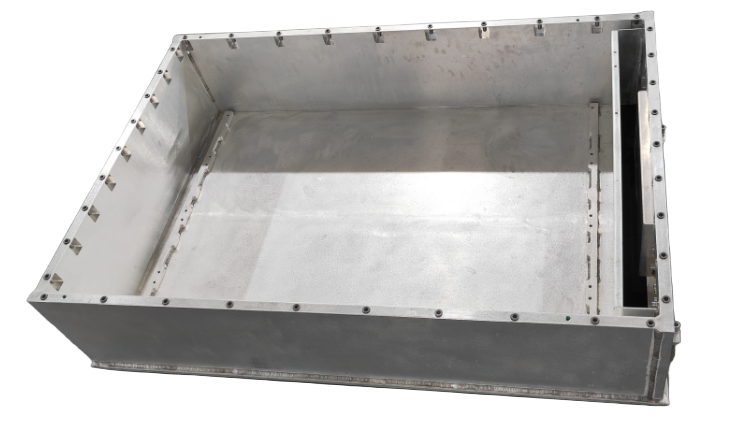
Con l'evoluzione dei sistemi di accumulo di energia verso grandi capacità e un'elevata densità energetica, la progettazione di alloggiamenti per batterie ESS (Electronic Storage Enclosure) e la compatibilità dimensionale sono diventate questioni fondamentali per migliorare l'efficienza e l'affidabilità del sistema. Questo articolo combina i più recenti casi di progettazione ingegneristica, tecnologie brevettate e tendenze del settore per analizzare tre dimensioni: utilizzo dello spazio, compatibilità modulare e progettazione della disposizione e del supporto delle celle.
1- Ottimizzazione dell'utilizzo dello spazio
Il miglioramento dell'utilizzo dello spazio nell'integrazione dei sistemi di accumulo di energia è essenzialmente un processo bidirezionale di iterazione tecnologica e requisiti di scenario. Attraverso l'innovazione collaborativa di tecnologie come le celle per batterie ad alta capacità, l'architettura modulare e l'integrazione del raffreddamento a liquido, il settore sta passando dallo "stacking esteso" al "riutilizzo estremo dello spazio".
a. Applicazione di celle per batterie ad alta capacità: aumento della densità energetica e dell'efficienza
Riepilogo delle idee: L'applicazione di celle per batterie ad alta capacità mira essenzialmente a ridurre il livello strutturale interno del pacco batteria e a migliorare direttamente l'utilizzo dello spazio tra cella e pacco batteria. I pacchi batteria tradizionali adottano una modalità di integrazione a tre livelli: "cella batteria → modulo → pacco batteria", e la struttura del modulo (trave trasversale, trave longitudinale, bulloni, ecc.) riduce l'utilizzo dello spazio. Le celle di batterie ad alta capacità possono saltare direttamente il livello del modulo allungando o aumentando il volume della singola cella e utilizzare la tecnologia CTP (Cell to Pack) per integrare direttamente la cella della batteria nel pacco batteria.
Tecnica di base: utilizzare celle di batterie ultra-large da 600 Ah+ per ridurre il numero di celle e punti di connessione e aumentare la capacità della singola cella.

b. Riutilizzo spaziale e ottimizzazione dei costi: dall'"impilamento dei componenti" al "riutilizzo multidimensionale"
Riepilogo delle idee: Il riutilizzo spaziale e l'ottimizzazione dei costi sono due facce della stessa medaglia e la loro logica di fondo è quella di superare i limiti fisici e di costo dei sistemi di accumulo di energia tradizionali attraverso la semplificazione strutturale, l'integrazione funzionale, l'iterazione dei materiali e la progettazione standardizzata.
Il fulcro del riutilizzo spaziale è la riduzione dei collegamenti intermedi attraverso l'estrema semplificazione del livello strutturale. Ad esempio: il design due in uno della scatola ad alta tensione: la tecnologia brevettata di Jiangsu Trina Energy Storage combina due scatole ad alta tensione in una, condividendo il relè positivo/negativo totale e la connessione elettrica, riducendo l'occupazione dello spazio orizzontale del 30% e il costo dei componenti elettrici del 15%. Riutilizzo interdominio di moduli funzionali, integrazione di componenti strutturali e canali di dissipazione del calore, come l'integrazione della piastra di raffreddamento a liquido con la piastra inferiore del box e la condivisione dello spazio tra il tubo di raffreddamento a liquido e il supporto strutturale, riducendo del 15% i componenti indipendenti di dissipazione del calore; il corpo della batteria come parte strutturale: la batteria a lama di BYD fornisce un supporto robusto grazie alle pareti laterali lunghe e sottili della cella, eliminando il telaio del modulo e aumentando il tasso di utilizzo dello spazio al 60%-80%.
Una profonda ottimizzazione della topologia elettrica, ad esempio la topologia a cascata ad alta tensione, riduce il numero di circuiti paralleli aumentando la capacità e il livello di tensione delle singole celle (come nel caso dell'accumulo di energia a stringa intelligente di Huawei), riducendo lo spazio fisico dello stack di batterie del 20% e accorciando il tempo di risposta del sistema del 50%. Progettazione a relè condiviso: il box ad alta tensione due in uno di Jiangsu Trina Energy Storage consente a due linee di condividere lo stesso relè, riducendo del 50% il numero di relè e la lunghezza dei cavi e migliorando l'efficienza di installazione del 30%.
2- Disposizione delle celle e progettazione del supporto: bilanciamento tra capacità portante, dissipazione del calore e resistenza alle vibrazioni
L'essenza della disposizione delle celle risiede nel gioco tra utilizzo dello spazio, distribuzione del calore e stabilità meccanica. La forma fisica e la direzione di disposizione della cella influiscono direttamente sull'efficienza di riempimento dello spazio:
a. Ottimizzare la disposizione delle celle
Design della cella invertito: ruotare la valvola antideflagrante della cella verso il basso, in modo che lo scarico termico in fuga e lo spazio inferiore a prova di esplosione siano condivisi, liberando lo spazio in altezza della cella e ottenendo un utilizzo del volume ottimale.
Disposizione delle celle disposte orizzontalmente: ottimizzare l'utilizzo dello spazio in altezza del pacco batteria, aumentare la percentuale di materiali attivi e aumentare significativamente il tasso di utilizzo del volume rispetto alla cella verticale.
Celle ultra lunghe e sottili: ridurre il numero di celle per unità di volume grazie alla lunghezza e allo spessore ridotti delle celle, migliorando l'efficienza di raggruppamento.
b. Progettazione combinata di dissipazione del calore e capacità portante: mira a ottenere una duplice ottimizzazione dell'efficienza di dissipazione del calore e della resistenza strutturale attraverso l'innovazione collaborativa di struttura, materiali e processi. Percorso di progettazione strutturale:
Struttura integrata, come la progettazione conforme della piastra di raffreddamento a liquido e della trave di supporto: integrazione del canale di raffreddamento a liquido nella trave di supporto in lega di alluminio per ridurre i componenti indipendenti e migliorare l'utilizzo dello spazio;
Layout a strati e compartimentato, impilando il pacco batteria, il sistema di raffreddamento a liquido e il BMS a strati per ridurre l'interferenza reciproca tra flusso di calore e stress meccanico;
Ottimizzazione della meccanica bionica, come la struttura a nido d'ape/ondulata, progettazione di uno strato di nucleo a nido d'ape o ondulato nel telaio di supporto in lega di alluminio (come la soluzione brevettata Mufeng.com), assorbimento dell'energia delle vibrazioni tramite deformazione e ottimizzazione del percorso di dissipazione del calore.
Percorso di innovazione dei materiali:
Conduzione del calore e supporto del carico integrati, come il materiale composito in fibra di lega di alluminio (conduttività termica ≥ 200 W/m·K, resistenza +30%); materiale intelligente, lo strato di riempimento a cambiamento di fase (PCM) assorbe il calore e lo rilascia lentamente, differenza di temperatura ±1,5℃; smorzamento leggero: il cuscinetto elastico in silicone assorbe le vibrazioni (smorzamento +40%). Percorso di implementazione del processo:
Processo di stampaggio di precisione, come lo stampaggio per estrusione: utilizzato per la produzione di travi in lega di alluminio raffreddate a liquido con canali di flusso complessi;
Tecnologia di trattamento superficiale, come la generazione di uno strato di ossido ceramico sulla superficie della lega di alluminio per migliorare la resistenza alla corrosione (test in nebbia salina ≥1000 ore), migliorando al contempo l'efficienza di dissipazione del calore (emissività superficiale aumentata del 20%);
Processo di assemblaggio intelligente, regolazione dinamica del precarico, come l'integrazione di sensori di pressione e attuatori elettrici per regolare il precarico dei bulloni (5-20 kN) in tempo reale, evitando danni da sovrapressione alla cella della batteria.
c. Progettazione coordinata della resistenza al carico e alle vibrazioni della struttura di supporto: il sistema di supporto deve soddisfare il duplice requisito di resistenza al carico statico (peso della cella della batteria + pressione di impilamento) e di resistenza dinamica alle vibrazioni (trasporto/shock sismico).
3- Modularità e compatibilità: interfaccia standardizzata e architettura scalabile
L'essenza dell'interfaccia standardizzata che si adatta a batterie multi-dimensione è quella di ottenere un'espansione flessibile delle specifiche della batteria su una piattaforma unificata attraverso l'innovazione collaborativa nella gestione meccanica, elettrica e termica. La tecnologia attuale è passata dalla compatibilità statica alla regolazione dinamica e in futuro evolverà verso intelligenza, leggerezza e integrazione multi-scenario.
a. Innovazione collaborativa della struttura meccanica:
Standardizzazione dell'interfaccia meccanica: definire le dimensioni unificate del dispositivo di connessione.
Progettazione modulare di pacchi/armadi batteria: realizzare moduli e armadi batteria scalabili tramite celle di dimensioni standardizzate (come batterie da 280 Ah, 314 Ah), supportando combinazioni flessibili di diversi requisiti di capacità.

Figura 1-Contenitore per batteria ESS da 280 Ah
b. Regolazione dinamica del sistema elettrico
Protocolli e interfacce di comunicazione standardizzati, come la compatibilità con i sistemi BMS: formulare un protocollo di comunicazione BMS (sistema di gestione della batteria) unificato per supportare una connessione fluida con PCS e celle di batteria di diversi produttori; regolazione dinamica della potenza, attraverso il controllo dell'inerzia virtuale e un algoritmo di ottimizzazione multi-scala temporale, per ottenere una regolazione in tempo reale della potenza attiva/reattiva; e progettazione adattiva dell'abbinamento dei parametri elettrici.
c. Adattamento intelligente del sistema di gestione termica
Soluzioni di gestione termica graduali, come l'utilizzo di schiuma ignifuga ad alto rimbalzo, colla termoconduttiva e altri materiali a livello di batteria per bilanciare i requisiti di isolamento e dissipazione del calore e inibire la diffusione del calore; progettazione integrata della piastra di raffreddamento a liquido integrata a livello di modulo e dello strato isolante per migliorare la durata del ciclo; a livello di sistema, la capacità di raffreddamento viene regolata dinamicamente tramite compressori a frequenza variabile e più rami di raffreddamento.
Monitoraggio e previsione intelligenti, fusione multi-sensore. Posizionamento dei sensori di temperatura in punti chiave come i poli della batteria e ampie superfici per ottenere un'acquisizione della temperatura ad alta precisione; La tecnologia Digital Twin ottimizza la strategia di dissipazione del calore in tempo reale tramite monitoraggio cloud e manutenzione predittiva.
4-Riepilogo
L'ottimizzazione dello spazio degli alloggiamenti per batterie ESS è passata da un singolo miglioramento strutturale a un'innovazione collaborativa multidimensionale:
La fusione di materiali, struttura e algoritmi, come la combinazione di alloggiamento in fibra di carbonio + tecnologia CTP + algoritmo di layout basato sull'intelligenza artificiale, diventerà la norma.
La modularizzazione e la standardizzazione stanno accelerando e il design standardizzato, che vede il pacco batteria come unità funzionale più piccola, promuoverà la riduzione dei costi e l'aumento dell'efficienza nel settore.
La stretta correlazione tra gestione termica e utilizzo dello spazio, il raffreddamento a liquido a immersione e la tecnologia di controllo dinamico della temperatura liberano ulteriormente il potenziale dello spazio.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Con la crescita esponenziale della potenza di calcolo dell'intelligenza artificiale e il continuo aumento della densità di potenza dei data center, la tradizionale tecnologia di raffreddamento ad aria non è più in grado di soddisfare le esigenze di dissipazione del calore. La tecnologia di raffreddamento a liquido è diventata indispensabile per i suoi vantaggi quali l'efficiente dissipazione del calore, il risparmio energetico e la riduzione dei consumi. Nella tecnologia di raffreddamento a liquido, la concorrenza tra piastra fredda e immersione è particolarmente agguerrita. Questo articolo analizzerà i vantaggi e gli svantaggi di entrambi dal punto di vista delle caratteristiche tecniche, degli scenari applicativi, del rapporto costo-efficacia e delle tendenze future, esplorerà le loro direzioni dominanti in futuro.
1- Confronto delle caratteristiche tecniche: il tipo a piastra fredda ha una forte compatibilità e il tipo a immersione ha una maggiore efficienza di dissipazione del calore
UN. Raffreddamento a liquido a piastra fredda: un "riformista" con transizione graduale
Elevata compatibilità: non è necessario modificare in modo significativo la struttura del server, è compatibile con l'infrastruttura del data center raffreddato ad aria esistente, con bassi costi di modifica e ciclo breve.
Elevata sicurezza: il refrigerante non entra in contatto diretto con i componenti elettronici, il rischio di perdite è basso e può essere ulteriormente ridotto grazie alla progettazione modulare (ad esempio giunti a sgancio rapido e tubi ridondanti).
Elevata maturità: la tecnologia Cold Plate è stata ampiamente utilizzata in scenari quali Alibaba Cloud Qiandao Lake Data Center e progetti di cooperazione Intel, rappresentando il 90% dell'attuale mercato del raffreddamento a liquido.
Limitazioni: il tipo cold plate riesce a coprire solo alcuni componenti ad alta potenza (come CPU e GPU), mentre il resto del calore deve comunque fare affidamento sul raffreddamento ad aria per favorire la dissipazione del calore. Il valore PUE è solitamente compreso tra 1,1 e 1,2, leggermente superiore a quello del tipo a immersione.
B. Raffreddamento a liquido ad immersione: un "innovatore" con efficiente dissipazione del calore
Il raffreddamento a liquido a immersione immerge completamente il server nel refrigerante isolante e consente la completa dissipazione del calore del dispositivo tramite contatto diretto. I suoi principali vantaggi includono:
Efficienza energetica estrema: la conduttività termica del liquido è 20-30 volte superiore a quella dell'aria, il PUE può arrivare fino a 1,05 e l'efficienza di dissipazione del calore aumenta di oltre 3 volte.
Risparmio di spazio: il volume del sistema di raffreddamento è solo 1/3 di quello del raffreddamento ad aria e la densità di potenza di un singolo cabinet può raggiungere più di 50 kW, il che è adatto a scenari ad alta densità come il supercomputing AI.
Silenzioso ed ecologico: non sono necessarie ventole, il rumore è ridotto di oltre il 90% e non c'è inquinamento da polvere, il che prolunga la durata dell'apparecchiatura.
Sfide: l'immersione richiede server personalizzati, il costo del refrigerante può arrivare fino al 60% (ad esempio il liquido fluorurato), l'investimento iniziale è elevato e la compatibilità ecologica deve essere migliorata.

2- Differenziazione dello scenario applicativo: prevale il raffreddamento a liquido a piastra fredda a medio e breve termine, viene liberato il potenziale di raffreddamento a liquido a immersione a lungo termine
UN. Raffreddamento a liquido con piastra fredda: una scelta conveniente per la ristrutturazione di IDC esistenti e la costruzione di nuovi IDC
Ristrutturazione di vecchi data center: il raffreddamento a liquido con piastra fredda può essere adattato rapidamente all'architettura raffreddata ad aria esistente, con un breve ciclo di ristrutturazione e costi controllabili. Ad esempio, la soluzione modulare su cui hanno collaborato Intel e Bich riduce le difficoltà di implementazione tramite una progettazione standardizzata della piastra fredda.
Scenari di elaborazione a media e alta densità: il raffreddamento a liquido cold plate supporta già 130-250 kW di potenza per cabinet (come le GPU NVIDIA serie B), soddisfacendo la maggior parte delle esigenze di formazione dell'intelligenza artificiale.
B. Raffreddamento a liquido a immersione: la soluzione definitiva per supercomputing e data center ecologici
Potenza di calcolo ad altissima densità: la potenza dei cabinet dei chip di prossima generazione (come la serie Rubin di NVIDIA) supererà i 1000 kW e il raffreddamento a liquido a immersione diventerà l'unica soluzione praticabile.
Esigenze di risparmio energetico: il PUE del raffreddamento a liquido a immersione è prossimo a 1,05 e l'efficienza di recupero del calore di scarto raggiunge il 90% (come la soluzione di Lenovo), in linea con la politica di obiettivi "dual carbon".
C. Situazione attuale del mercato
Il raffreddamento a liquido con piastra fredda domina il mercato attuale: nel 2025, il raffreddamento a liquido con piastra fredda rappresenterà l'80%-90% del mercato del raffreddamento a liquido, mentre il raffreddamento a liquido a immersione rappresenterà meno del 10%. Inoltre, sono state create interfacce standardizzate (come il design della piastra fredda OCP di Intel) e le soluzioni di produttori come Inspur e Sugon sono altamente compatibili. Il progetto cinese "East Data West Computing" richiede che il PUE dei data center di nuova costruzione sia ≤1,25 e il raffreddamento a liquido cold plate diventa la prima scelta per la transizione.
Il raffreddamento a liquido a immersione è pronto: la soluzione a immersione con cambio di fase Sugon C8000 raggiunge un PUE di 1,04 e il data center "Kirin" di Alibaba Cloud verifica la fattibilità del raffreddamento a liquido a immersione monofase. I chip ad alta potenza come la GPU NVIDIA B200 (1000 W+) hanno favorito l'uso della tecnologia immersiva, aumentando la densità di potenza di calcolo del raffreddamento a liquido del 30%-50%. L’UE prevede di vietare i liquidi fluorurati nel 2028 e la ricerca e lo sviluppo di refrigeranti nazionali a base di idrocarburi/oli siliconici hanno subito un’accelerazione (come la serie “Kunlun” di Sinopec).
3-Parere autorevole PK
Raffreddamento a liquido con piastra fredda: il raffreddamento a liquido con piastra fredda è il "rompighiaccio" per la diffusione del raffreddamento a liquido. Nei prossimi cinque anni rappresenterà ancora l'80% del mercato incrementale del raffreddamento a liquido. Il raffreddamento a liquido a immersione deve attendere che il consumo energetico del chip superi il punto critico.
Fazione di raffreddamento a liquido a immersione: il raffreddamento a liquido a immersione con cambiamento di fase è la forma definitiva di raffreddamento a liquido, mentre il raffreddamento a liquido con piastra fredda è solo una soluzione transitoria. Quando il consumo energetico di un singolo chip supera gli 800 W, il raffreddamento a liquido a immersione diventa l'unica opzione.
Neutrali: la differenziazione dei percorsi tecnici riflette la stratificazione della domanda di potenza di calcolo. La cold board supporta l'"informatica orientale", mentre l'immersione supporta l'"informatica occidentale". Lo sviluppo parallelo a doppio binario sarà il tema principale del prossimo decennio.
4-Opportunità e strategie del settore
Gioco ecologico e sui costi: il raffreddamento a liquido con piastra fredda avrà la meglio nel breve termine, mentre il raffreddamento a liquido a immersione deve ridurre i costi per uscire dalla situazione di stallo.
Raffreddamento a liquido con piastra fredda: ottimizzazione dei materiali (composito rame-alluminio), miglioramento della precisione di lavorazione (processo a prova di perdite) e promozione di una progettazione modulare e standardizzata.
Raffreddamento a liquido a immersione: sviluppare liquidi di raffreddamento convenienti (ad esempio liquidi a immersione monofase), cabinet compatibili e collaborare con i produttori di chip per personalizzare le soluzioni di raffreddamento.
Riserve tecnologiche: esplorare piastre di raffreddamento a flusso bifase e sistemi di monitoraggio intelligenti (come la regolazione dinamica del flusso tramite intelligenza artificiale) per far fronte alle future elevate richieste di potenza.
5- Conclusion
Breve termine (2025-2027): il raffreddamento a liquido a piastra fredda domina gli scenari generali e il tasso di penetrazione del raffreddamento a liquido a immersione aumenta al 15%-20%; Lungo termine (2030+): il raffreddamento a liquido a immersione con cambiamento di fase diventa la norma nel campo dell'elevata potenza di calcolo, mentre il raffreddamento a liquido a piastra fredda si ritira nel mercato a media e bassa densità.
I fattori decisivi: il costo del refrigerante, la velocità di incremento del consumo energetico dei chip e le politiche internazionali di tutela ambientale.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Con il rapido sviluppo di veicoli a nuova energia e dei settori dell'accumulo di energia, leggerezza, elevata sicurezza ed efficiente gestione termica sono diventati requisiti fondamentali. La nostra azienda è profondamente impegnata nel campo della lavorazione di materiali in lega di alluminio. Affidandoci a una selezione avanzata di materiali, processi di formatura e tecnologie di saldatura, ci concentriamo sulla ricerca, sviluppo e produzione di vassoi per batterie, piastre di raffreddamento a liquido, scatole per accumulatori di energia e radiatori. La lega di alluminio è diventata la scelta ideale per la leggerezza e la gestione termica delle nuove apparecchiature energetiche grazie alla sua bassa densità (circa 2,7 g/cm³), all'elevata resistenza, alla resistenza alla corrosione e all'eccellente conduttività termica (conduttività termica di circa 150-220 W/m·K).
1- Selezione del materiale in lega di alluminio e considerazioni chiave
Prodotti diversi presentano requisiti prestazionali significativamente diversi per le leghe di alluminio ed è necessario combinare resistenza, resistenza alla corrosione, saldabilità e adattabilità al processo per una selezione completa dei materiali:
a. Vassoio batteria
Gradi comuni: 6061-T6, 6005A-T6, 6063-T6.
Criteri di selezione:
· Deve soddisfare una resistenza alla trazione ≥ 240 MPa (come il 6061-T6) per superare i test di estrusione, caduta e impatto con sfera standard nazionali;
· Elevati requisiti di saldabilità, è necessario evitare cricche termiche (si preferisce la serie 6xxx rinforzata con Mg/Si);
· La resistenza alla corrosione è migliorata tramite anodizzazione o rivestimento in alluminio.

Figura 1 - Vassoio batteria in lega di alluminio
b. Scatola per accumulatore di energia
Marche comuni: 5083, 6061-T6 (sia per resistenza meccanica che per resistenza alla corrosione).
Criteri di selezione:
· Necessità di resistere a vibrazioni e carichi d'impatto, il limite di snervamento deve essere ≥200 MPa;
· Elevati requisiti di trattamento superficiale per evitare la corrosione elettrochimica.
c. Piastra di raffreddamento a liquido
Marche comuni: 3003, 6061/6063, 6082.
Criteri di selezione:
· Elevata conduttività termica e resistenza alla corrosione;
· Il canale di raffreddamento a liquido richiede uno stampaggio complesso e si preferisce la serie 6xxx con eccellenti prestazioni di estrusione.
2- Differenze nelle prestazioni di processo e difficoltà di lavorazione
La lavorazione delle leghe di alluminio deve adattarsi alle loro proprietà fisiche, in particolare durante il taglio, la lavorazione CNC, la saldatura e il trattamento superficiale:
a. Taglio e lavorazione CNC
Difficoltà:
· La lavorazione di fori ad alta precisione è soggetta a bave o deformazioni (come sporgenze sul bordo dei fori a gradino) a causa della duttilità del materiale;
· Le strutture a pareti sottili (come i canali di flusso delle piastre di raffreddamento a liquido) devono controllare le forze di taglio per evitare deformazioni.
Soluzione:
· Utilizzare utensili con rivestimento diamantato per migliorare l'affilatura dei bordi e ridurre la deformazione da estrusione;
· Ottimizzare i parametri di lavorazione (come alta velocità e basso avanzamento) e collaborare con le apparecchiature CNC generali per ottenere una lavorazione stabile.
b. Processo di saldatura
Sfide principali:
· Il film di ossido (punto di fusione di Al₂O₃ 2050 °C) ostacola la fusione e porta facilmente alla formazione di pori e inclusioni di scorie; · Alcune leghe presentano un'elevata tendenza alla formazione di cricche a caldo, pertanto è necessario controllare l'energia di saldatura e la composizione del filo di saldatura.
Processi preferiti:
· Saldatura TIG (alimentazione a corrente alternata): adatta per lamiere sottili, con rimozione del film di ossido mediante "pulizia catodica";
· Saldatura MIG (alta corrente + miscela di gas elio): elevata efficienza di saldatura per lamiere spesse e apporto termico controllabile.

Figura 2 - Saldatura del vassoio della batteria
c. Trattamento superficiale
· Rivestimento isolante resistente alla pressione: applicato al vassoio batteria e all'interno del contenitore del pacco batteria, deve superare il test di pressione (≥3000 V CC/1 min); lo spessore del rivestimento è di 20-50 μm, per garantire la sicurezza dell'isolamento in ambienti ad alta tensione;
· Rivestimento isolante e deumidificante: per il contenitore del pacco batteria, vengono utilizzati materiali idrofobici (come la resina fluorocarbonica) per ridurre il rischio di condensa interna e il valore dyne è ≥34 per garantire l'adesione;
· Rivestimento di protezione anticollisione: utilizzato per la parete esterna del vassoio batteria, viene selezionato un elastomero poliuretanico (durezza ≥80 Shore A), con una resistenza all'impatto migliorata di oltre il 30%;
· Anodizzazione: trattamento anticorrosione convenzionale, errore di spessore del film ≤3 μm, adatto per strutture complesse.
3- Ispezione di verifica e adattabilità delle apparecchiature
Per soddisfare gli standard del nuovo settore energetico (come GB/T31467.3, UL2580), sono necessari una verifica multidimensionale e un adattamento del processo:
a. Ispezione di verifica
· Resistenza strutturale: verificare le prestazioni di carico, estrusione e impatto con la sfera del vassoio tramite simulazione agli elementi finiti (sollecitazione massima ≤ limite di snervamento del materiale);
· Test di tenuta: il sistema di raffreddamento a liquido utilizza il rilevamento delle perdite con elio (tasso di perdita ≤1×10⁻⁶ mbar·L/s) e un test di pressione ciclica (0,5-1,5 MPa/5000 volte);
· Verifica delle prestazioni del rivestimento:
Test di tensione di tenuta del rivestimento isolante (5000 V CC/60 s senza guasti);
Il rivestimento anticollisione supera il test di impatto con la sfera in caduta (sfera d'acciaio da 1 kg a 1 m di altezza) e il test di nebbia salina (1000 ore senza distacco).
b. Ottimizzazione dell'adattabilità delle apparecchiature
· Trasformazione generale delle apparecchiature CNC: grazie alla progettazione di attrezzature ad alta precisione e all'algoritmo di compensazione dinamica, la deformazione di lavorazione di componenti a pareti sottili può essere ≤0,1 mm;
· Libreria dei parametri di saldatura: definizione di parametri di saldatura standard (come corrente e velocità di avanzamento del filo) per diverse qualità di leghe di alluminio per ridurre il ciclo di debug;
· Spruzzatura automatizzata del rivestimento: grazie all'utilizzo di un robot multiasse per la spruzzatura, combinato con la tecnologia di polimerizzazione a infrarossi, l'errore di uniformità del rivestimento è ≤5%.
Conclusione
L'ampia applicazione delle leghe di alluminio nelle nuove apparecchiature energetiche non è solo una vittoria della scienza dei materiali, ma anche una manifestazione di innovazione di processo. La nostra azienda continuerà a esplorare nuove leghe di alluminio ad alta resistenza, resistenti alla corrosione e facili da lavorare, e a promuovere l'aggiornamento delle prestazioni di prodotti come vassoi per batterie e piastre di raffreddamento a liquido attraverso l'innovazione di processo, aiutando il settore a progredire verso un futuro efficiente e leggero.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Con il continuo aumento della densità di potenza dei dispositivi elettronici, la progettazione della dissipazione del calore è diventata un elemento chiave che influenza l'affidabilità e la durata del sistema. In qualità di produttore professionale con 19 anni di esperienza nella gestione termica, combiniamo casi ingegneristici tipici con l'esperienza nella simulazione multifisica sul campo per analizzare a fondo i cinque principali malintesi tecnici che gli ingegneri tendono a trascurare negli scenari ad alta potenza e fornire soluzioni conformi alle prassi del settore.
Equivoco 1: Abuso di materiali ad alta conduttività termica, deviazione di calcolo della resistenza termica di interfaccia
Problema tipico: Ricerca eccessiva di valori teorici per i materiali termoconduttivi, ignorando la realtà ingegneristica della resistenza termica di contatto dell'interfaccia.
Analisi del caso: Un modulo di dissipazione del calore per radar laser per autoveicoli utilizza un substrato di rame puro (conduttività termica 401 W/m·K), ma lo spessore del rivestimento del materiale di interfaccia termica (TIM) non è controllato con precisione (0,1 mm di progetto, fluttuazione effettiva ±0,05 mm) e la resistenza termica di contatto misurata raggiunge 0,6 °C·cm²/W, causando un superamento del 22% della temperatura di giunzione dell'FPGA rispetto allo standard. Dopo il passaggio ai pad termici preformati (tolleranza ±0,02 mm, resistenza termica <0,03 °C·cm²/W) e la combinazione con il processo di sinterizzazione sotto vuoto, la temperatura di giunzione si riduce di 17 °C e l'MTBF (tempo medio tra guasti) aumenta a 100.000 ore.
Piano di ottimizzazione:
Selezione del materiale: secondo lo standard ASTM D5470, viene misurata la resistenza termica del TIM e si preferiscono materiali a cambiamento di fase o elastomeri caricati con metallo.
Controllo di processo: utilizzare apparecchiature di dosaggio automatiche (precisione ±3%) per garantire una tolleranza di spessore <10% ed evitare vuoti d'aria.
Equivoco 2: Incongruenza nell'organizzazione del flusso d'aria nel sistema di raffreddamento ad aria, punti caldi locali fuori controllo
Problema tipico: sovrapposizione cieca del numero di ventole, ignorando l'adattamento di impedenza del canale di flusso e l'effetto di separazione dello strato limite.
Esempio ingegneristico: un cluster GPU di un data center utilizza 4 ventole da 12.038 (volume d'aria 200 CFM), ma a causa di una progettazione non corretta dell'angolo di guida dell'aria (piegatura ad angolo retto di 90°), il volume d'aria effettivo effettivo è solo il 65% del valore nominale e la differenza di temperatura locale raggiunge i 40 °C. Dopo l'ottimizzazione della simulazione CFD, il canale di guida dell'aria viene modificato in un canale di flusso a espansione graduale (angolo di diffusione <7°) e viene adottato un layout a alette sfalsate (il gradiente di spaziatura aumenta da 2 mm a 3,5 mm), la resistenza al vento complessiva viene ridotta del 30% e la differenza di temperatura del punto caldo viene controllata entro 8 °C. Strategia di base:
Progettazione del campo di flusso: i test in galleria del vento vengono eseguiti secondo la norma ISO 5801 per ottimizzare il rapporto tra le aree di ingresso e di uscita (consigliato 1:1,2).
Controllo dinamico: in base alla curva Q-H della ventola PWM, il punto di impedenza del sistema viene abbinato all'intervallo di efficienza più elevato (solitamente 60-80% del volume d'aria massimo).
Equivoco 3: Un difetto nella progettazione della protezione ambientale accelera l'invecchiamento dei materiali
Problema tipico: concentrarsi solo sulle prestazioni iniziali di dissipazione del calore, ignorando gli effetti di stress ambientali a lungo termine come umidità, calore, polvere e nebbia salina.
Analisi del caso: un convertitore eolico offshore utilizza un dissipatore di calore in lega di alluminio 6061 (anodizzato superficialmente). Dopo 6 mesi di funzionamento in un ambiente con nebbia salina, lo strato di ossido si è staccato, causando un aumento del 50% della resistenza termica di contatto e un aumento del tasso di guasto degli IGBT. Passando alla lega di alluminio 5052 (resistenza alla nebbia salina >1000 ore) e applicando una vernice poliuretanica a tripla resistenza (spessore 50 μm, in conformità con lo standard IEC 60068-2-11), il tasso di guasto sul campo a 3 anni è diminuito del 75%. Punti di forza:
Tecnologia di rivestimento: Rivestimento ceramico Al2O3 mediante spruzzatura al plasma (conduttività termica 30 W/m·K, resistenza a temperature >800 °C) utilizzato in scenari ad alta temperatura.
Struttura di tenuta: Grado di protezione IP69K (guarnizione in silicone a doppio passaggio + valvola di sicurezza) per garantire l'assenza di infiltrazioni di polvere/vapore acqueo.
Equivoco 4: Mancanza di modellazione del carico termico transitorio e selezione inadeguata dei materiali a cambiamento di fase
Problema tipico: la soluzione di dissipazione del calore progettata tramite simulazione a stato stazionario non è in grado di gestire impulsi di potenza nell'ordine dei millisecondi.
Dati misurati: un amplificatore di potenza a stato solido è sottoposto a un carico impulsivo di 2 ms a 2000 W in una stazione base 5G. L'aumento di temperatura transitorio della soluzione tradizionale con substrato in alluminio raggiunge i 55 °C, mentre il materiale a cambiamento di fase a microcapsula (composito paraffina/grafene, calore latente del cambiamento di fase 220 J/g), combinato con la simulazione termica transitoria (lunghezza del passo transitorio ANSYS Icepak 1 ms), viene utilizzato per controllare l'aumento di temperatura a 18 °C, soddisfacendo i requisiti del test di impatto MIL-STD-810G.
Tecnologia di gestione dinamica:
Imballaggio a cambiamento di fase: la struttura a nido d'ape viene utilizzata per incapsulare il materiale a cambiamento di fase (porosità >70%) per evitare perdite di liquido e migliorare l'efficienza di diffusione del calore. Calibrazione del modello: le condizioni al contorno della simulazione vengono corrette in base all'imaging termico a infrarossi (frequenza di campionamento 100 Hz) e l'errore è <±1,5 °C
Equivoco 5: la valutazione del TCO è unilaterale e ignora i costi operativi e di manutenzione nascosti.
Problema tipico: viene confrontato solo il costo iniziale dell'hardware e non vengono quantificate le perdite dovute a consumo energetico/manutenzione/fermi macchina.
Confronto dei costi: una fabbrica di semiconduttori utilizzava originariamente armadi raffreddati ad aria (costo iniziale di 500.000 yuan), con una bolletta elettrica annua di 1,2 milioni di yuan (PUE = 1,8). Dopo l'aggiornamento al raffreddamento a liquido a immersione bifase (costo iniziale di 1,8 milioni di yuan), la bolletta elettrica annua è scesa a 450.000 yuan (PUE = 1,05) e, grazie alla riduzione del carico di condizionamento dell'aria della camera bianca, il risparmio annuo complessivo ha raggiunto i 900.000 yuan e l'investimento incrementale può essere recuperato in 2,1 anni (IRR > 25%). Modello decisionale:
Modellazione raffinata: introduzione di una simulazione Monte Carlo per quantificare l'impatto del tasso di guasto delle apparecchiature (distribuzione di Weibull) sul TCO.
Sovrapposizione delle politiche: in combinazione con meccanismi di tassazione del carbonio (come il CBAM dell'UE), le emissioni di carbonio dei sistemi di raffreddamento a liquido durante l'intero ciclo di vita vengono ridotte del 60% e si ottiene un sussidio aggiuntivo del 15%.
Conclusione: Aggiornamento del paradigma di progettazione termica da basato sull'esperienza a basato sui dati.
Processo standardizzato: Introduzione dello standard di test termico JESD51-14 nella fase di progettazione concettuale per evitare rilavorazioni successive (il ciclo di progetto di un determinato modulo ottico si riduce del 30%).
Collaborazione multidisciplinare: Grazie all'accoppiamento di perdite elettromagnetiche (estrazione HFSS) e campo di deformazione termica con COMSOL Multiphysics, l'efficienza di dissipazione del calore di un componente radar TR migliora del 40%.
Operatività e manutenzione intelligenti: Implementazione di sensori di temperatura a reticolo in fibra (accuratezza ±0,1 °C) e piattaforme di digital twin per ottenere la previsione dei guasti (i tempi di inattività imprevisti di un centro di supercalcolo si riducono del 90%).
Grazie a un approccio ingegneristico rigoroso e alla verifica completa dei dati, i progettisti termici possono evitare con precisione i "killer invisibili" e gettare le basi per sistemi ad alta affidabilità. Come professionisti del settore, ci impegniamo a fornire soluzioni a ciclo chiuso, dai materiali ai sistemi, e ad affrontare congiuntamente le sfide di gestione termica con i clienti.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
1- Requisiti di tolleranza speciali per i componenti chiave
Nella produzione di vassoi batteria per veicoli elettrici e di alloggiamenti per pacchi batteria per accumulo di energia con raffreddamento a liquido, il controllo della tolleranza delle superfici e delle interfacce di collegamento chiave influisce direttamente sulla tenuta, sull'efficienza di dissipazione del calore e sulla precisione di assemblaggio.
a. Superficie di installazione della piastra di raffreddamento a liquido
La piastra di raffreddamento a liquido è il componente principale del sistema di gestione termica della batteria. La planarità della sua superficie di installazione influisce direttamente sulla tenuta del canale di flusso del refrigerante. Se la planarità non rientra nei limiti di tolleranza, causerà una compressione irregolare della guarnizione in silicone, causando perdite localizzate o una maggiore resistenza termica.
b. Disallineamento dei cordoni di saldatura
Il vassoio batteria utilizza spesso una struttura di saldatura in lega di alluminio. Il disallineamento dei cordoni di saldatura causerà una concentrazione di sollecitazioni e ridurrà la durata a fatica. Soprattutto in scenari con elevati requisiti di ermeticità dell'alloggiamento del pacco batteria (come IP67), il disallineamento deve essere rigorosamente controllato.
c. Foro di posizionamento del modulo batteria
Il foro di posizionamento viene utilizzato per fissare con precisione il modulo batteria. Una tolleranza eccessiva causerà il disallineamento del modulo, con conseguenti guasti ai collegamenti elettrici o rischi di vibrazioni meccaniche.
d. Fissaggio della posizione del foro per i bulloni
Il foro per i bulloni viene utilizzato per collegare l'alloggiamento del pacco batteria al telaio. Eventuali deviazioni di posizione causeranno sollecitazioni di assemblaggio e persino la rottura dei bulloni.
e. Rettilineità dei bordi dell'alloggiamento del pacco batteria
La rettilineità dei bordi dell'alloggiamento del pacco batteria influisce sull'assemblaggio dei coperchi superiore e inferiore e sul livello di protezione IP, in particolare per gli alloggiamenti saldati al laser, dove il bordo deve essere utilizzato come riferimento per il tracciamento della testina laser.
2- L'impatto della tolleranza dimensionale sull'efficienza produttiva
L'impatto della tolleranza dimensionale sull'efficienza produttiva si riflette principalmente nel suo equilibrio tra flusso di lavorazione, controllo dei costi e qualità del prodotto. Una progettazione con tolleranze ragionevoli può non solo garantire la funzionalità del prodotto, ma anche ottimizzare il ritmo di produzione. L'impatto di un controllo ragionevole della tolleranza dimensionale sull'efficienza produttiva si riflette principalmente nei seguenti aspetti:
a. Equilibrio tra precisione di lavorazione e costi di produzione
· Sebbene una rigorosa tolleranza dimensionale possa migliorare la precisione di sigillatura e assemblaggio, sono necessarie apparecchiature di lavorazione ad alta precisione e processi complessi, il che aumenta significativamente l'investimento in attrezzature e i tempi di lavorazione.
· Un'eccessiva ricerca della precisione può comportare un aumento dei costi di lavorazione. È necessario impostare tolleranze rigorose nei componenti funzionali chiave e le tolleranze dovrebbero essere opportunamente allentate nelle aree non critiche per ridurre i costi.
b. Controllo del tasso di rilavorazione e del tasso di scarto
· Una progettazione con tolleranze ragionevoli può ridurre le rilavorazioni causate da deviazioni dimensionali.
· La deformazione da saldatura è il problema principale nella produzione di vassoi per batterie. L'utilizzo del processo di saldatura a freddo CMT può ottimizzare l'apporto termico, ridurre la deformazione dopo la saldatura e abbreviare il ciclo di rilavorazione.
c. Produzione modulare e standardizzata
· Grazie ai componenti standardizzati, i requisiti di tolleranza si concentrano su parti sostituibili localmente, riducendo la difficoltà di lavorazione complessiva.
· La progettazione con tolleranze standardizzate può inoltre supportare la compatibilità multi-modello e ridurre la necessità di lavorazioni personalizzate.
3-Standard di settore e applicazioni pratiche del controllo della planarità
Per i vassoi batteria dei veicoli a nuova energia, gli standard di settore prevedono requisiti rigorosi:
a. Standard di planarità: la planarità della superficie di installazione della piastra di raffreddamento a liquido deve essere ≤0,2 mm, la planarità della piastra di supporto inferiore deve essere ≤0,5 mm/m² e l'errore di planarità del telaio dopo la saldatura deve essere ≤0,8 mm6.
b. Ottimizzazione del processo di produzione: la fresatura di precisione CNC, la saldatura a freddo CMT e il trattamento di invecchiamento tramite vibrazioni (VSR), combinati con il rilevamento online tramite interferometro laser, riducono il rischio di deformazione.
c. Selezione del materiale: si consiglia di utilizzare leghe di alluminio ad alta resistenza come la 6061, con un limite di snervamento ≥1180 MPa, tenendo conto sia della leggerezza che della stabilità strutturale.
4- Strategia di adeguamento delle tolleranze basata su materiali e processi
a. L'innovazione nei materiali favorisce l'alleggerimento
Utilizzo di leghe di alluminio leggere ad alta resistenza (come la 6061) e materiali compositi (matrice di alluminio rinforzata con carburo di silicio), combinate con anodizzazione e rivestimento isolante, per ottenere una riduzione del peso del 30% e migliorare la resistenza alla corrosione, adattandosi ai requisiti di dissipazione del calore dei sistemi di raffreddamento a liquido.
b. La collaborazione di processo migliora la precisione di produzione
Lo stampaggio per estrusione monoblocco + la saldatura ad attrito e stiramento (FSW) riducono il numero di saldature, la saldatura a freddo CMT e la saldatura laser controllano la deformazione termica.
c. Simulazione a ciclo chiuso per garantire l'affidabilità
La simulazione CAE ottimizza la disposizione delle nervature di rinforzo, la scansione laser e la tecnologia di rilevamento delle perdite di elio consentono il monitoraggio completo del processo, il design modulare è compatibile con tolleranze di ±5 mm, riducendo i costi e aumentando l'efficienza.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

1- Caratteristiche del processo di saldatura in lega di alluminio del vassoio batteria/scatola del pacco di accumulo di energia
Nella produzione di nuove scatole del pacco di energia raffreddate a liquido, vassoi batteria e altri prodotti, i canali di raffreddamento a liquido e le strutture multi-cavità sono tipiche caratteristiche di progettazione complesse (come mostrato nella Figura 1). Tali strutture spesso includono le seguenti caratteristiche:

Figura 1: Design tipico di un vassoio per batteria
Interlacciamento spaziale tridimensionale: i canali di flusso sono distribuiti in una forma serpentina, con un gran numero di punti di svolta spaziali;
Collegamento multilivello: la cavità principale e la sottocavità sono collegate da partizioni a parete sottile (spessore 2-3 mm);
Caratteristiche di miniaturizzazione: piccole dimensioni della sezione trasversale del canale di flusso (lo spessore minimo della parete del canale di flusso del profilo in alluminio è 1,2 mm) e scarsa accessibilità alla saldatura.
2- Analisi delle difficoltà di combinare più tecnologie di saldatura nella produzione di vassoi per batterie
Nella pratica della produzione di vassoi per batterie, è necessario combinare più tecnologie di saldatura, come l'applicazione coordinata di saldatura a frizione e agitazione (FSW), saldatura a transizione di metallo freddo (CMT), saldatura a fusione tradizionale (TIG/MIG) e altre tecnologie. Questa combinazione mira a tenere conto di leggerezza, resistenza, tenuta ed efficienza produttiva, ma affronta anche le seguenti difficoltà principali:
a. Il problema dell'apporto di calore coordinato di più processi
Diverse tecnologie di saldatura (come FSW e saldatura laser) presentano grandi differenze nell'apporto di calore, che possono facilmente causare mutazioni delle prestazioni dei materiali e deformazione termica e devono essere risolte ottimizzando la sequenza di saldatura e la regolazione dei parametri.
b. Compatibilità delle apparecchiature e collo di bottiglia dell'efficienza
La commutazione delle apparecchiature è complessa e i requisiti di accuratezza della sincronizzazione dei parametri sono elevati. Sono necessari design di postazioni di lavoro modulari e saldatrici intelligenti per migliorare l'efficienza collaborativa e ridurre i tempi di ciclo.
c. Sfide nel bilanciare resistenza e costi della sigillatura
Il rischio di perdite all'intersezione di più saldature è elevato (rappresenta il 70% dei difetti) ed è richiesta una progettazione ridondante di sigillatura + ottimizzazione della topologia.

3-Pratica ingegneristica: vassoio batteria, raffreddamento a liquido per accumulo di energia, coordinamento del processo di saldatura multipla PACK box
a. Pianificazione della posizione delle cicatrici di saldatura
· Ottimizzazione della posizione di saldatura: nella fase di progettazione del prodotto, la razionalità della posizione di saldatura deve essere pienamente considerata per evitare che appaiano cicatrici di saldatura in parti o aree chiave che influenzano le funzioni del prodotto. Ad esempio, regolare lo spazio tra il telaio anteriore e l'ugello dell'acqua per evitare interferenze con le cicatrici di saldatura; ottimizzare la posizione di saldatura dell'ugello dell'acqua per ridurre l'impatto sulle prestazioni del prodotto.
· Corrispondenza con la struttura del prodotto: la posizione di saldatura deve corrispondere alla struttura del prodotto per garantire che la saldatura possa sopportare vari carichi e sollecitazioni durante l'uso del prodotto. Ad esempio, nel progetto della piastra di raffreddamento a liquido, la stabilità strutturale e l'affidabilità del prodotto vengono migliorate pianificando razionalmente la posizione di saldatura.
· Facile da usare e rilevare: la posizione di saldatura deve essere comoda per gli operatori per eseguire operazioni di saldatura e successive ispezioni di qualità. Ad esempio, evitare di saldare in posizioni difficili da raggiungere o con scarsa visibilità per migliorare l'efficienza e la qualità della saldatura.
b. Controllo della cicatrice di saldatura
· Dimensioni della cicatrice di saldatura: la dimensione della cicatrice di saldatura deve essere rigorosamente controllata. In genere, l'altezza della cicatrice di saldatura deve essere compresa tra 4 e 6 mm e la cicatrice di saldatura non deve superare il piano per garantire l'aspetto e la precisione di assemblaggio del prodotto. Ad esempio, nel progetto della piastra di raffreddamento a liquido, la dimensione della cicatrice di saldatura è stata controllata con successo regolando i parametri e il processo di saldatura, evitando l'impatto della cicatrice di saldatura sulle prestazioni e sulla qualità del prodotto.
· Forma della cicatrice di saldatura: la forma della cicatrice di saldatura deve essere il più regolare possibile per evitare una fusione eccessiva o incompleta. Ottimizzando i parametri di saldatura e le tecniche operative, la forma della cicatrice di saldatura può essere migliorata in modo efficace e la qualità della saldatura può essere migliorata.
· Trattamento di rettifica: per i segni di saldatura concavi prodotti nella posizione di saldatura a frizione, viene utilizzato un trattamento di rettifica per garantire una superficie liscia per soddisfare i requisiti di aspetto e prestazioni del prodotto.
c. Ottimizzazione della sequenza di saldatura
· Saldatura di partizioni: per prodotti di grandi dimensioni, il metodo di saldatura di partizioni può controllare efficacemente la deformazione complessiva. Dividendo il prodotto in più aree e saldandole in sequenza, la concentrazione di calore durante il processo di saldatura può essere ridotta e il rischio di deformazione termica può essere ridotto.
· Correzione passo dopo passo: durante il processo di saldatura, il metodo di correzione passo dopo passo viene utilizzato per regolare la deformazione della saldatura nel tempo. Misurando e correggendo continuamente la deformazione del prodotto durante il processo di saldatura, la precisione dimensionale e la forma del prodotto finale sono garantite per soddisfare i requisiti di progettazione.
· Ottimizzazione del percorso di saldatura: pianificare razionalmente il percorso di saldatura per evitare saldature ripetute nella stessa area e ridurre l'apporto di calore. Ad esempio, nel progetto della piastra di raffreddamento a liquido, l'apporto di calore durante il processo di saldatura è stato ridotto e la qualità della saldatura è stata migliorata ottimizzando il percorso di saldatura.
d. Controllo collaborativo della deformazione
La piastra di raffreddamento a liquido subisce una deformazione termica durante il processo di saldatura, con conseguente diminuzione della precisione dimensionale del prodotto. Misure di ottimizzazione:
· Utilizzare la saldatura di partizione e metodi di correzione passo-passo per controllare la deformazione complessiva.
· Ottimizzare i parametri di saldatura, ridurre corrente e tensione e ridurre l'apporto di calore.
· Utilizzare dispositivi di fissaggio per fissare il prodotto per ridurre il movimento e la deformazione durante la saldatura.
· Utilizzare il metodo di saldatura simmetrico per distribuire uniformemente il calore di saldatura.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
La tecnologia CTC (Cell-to-Chassis) ha attirato molta attenzione perché può migliorare significativamente l'autonomia e l'efficienza dello spazio dei veicoli elettrici, ma se possa davvero sostituire la tecnologia delle batterie tradizionali è ancora controverso. Il collo di bottiglia principale sul lato della produzione, il processo di saldatura del vassoio della batteria, è diventato la chiave per determinare il futuro di questa tecnologia: progettazione strutturale complessa, compatibilità multi-materiale e rigorosi requisiti di gestione termica hanno messo a dura prova la tecnologia di saldatura tradizionale. Partendo dalla prospettiva degli ingegneri in prima linea, combinando tendenze del settore e pratiche ingegneristiche, questo articolo analizza il potenziale e i limiti della tecnologia CTC ed esplora come la tecnologia di saldatura sia diventata la "pietra di paragone" di questa rivoluzione tecnologica.
1-L'"Ideale e la realtà" della tecnologia CTC
La tecnologia CTC può teoricamente ridurre le parti strutturali ridondanti e migliorare la densità energetica integrando la cella della batteria direttamente nel telaio, ma la fattibilità della sua applicazione su larga scala sta affrontando sfide realistiche:
Radicalismo e cautela delle case automobilistiche: Tesla, BYD e altre aziende leader hanno lanciato soluzioni CTC, ma altri produttori stanno ancora aspettando e osservando. I dati del settore mostrano che a febbraio 2025, i modelli CTC prodotti in serie rappresentano il 15-20% del mondo e la tradizionale tecnologia CTP (Cell-to-Pack) è ancora la tecnologia dominante.
Il "costo" della durata migliorata della batteria: sebbene la CTC possa aumentare la densità energetica del 15%-20%, la complessità della struttura del telaio porta a un aumento dei costi di produzione del 30%-50% (calcolato da un'agenzia di consulenza) e l'equilibrio tra costi e benefici non è ancora chiaro.
Controversia economica sulla manutenzione: il design integrato ha causato un aumento vertiginoso dei costi di manutenzione della batteria. I dati delle compagnie assicurative mostrano che il tasso di sostituzione dei gruppi batteria dopo incidenti dei modelli CTC è pari al 70%, molto più alto del 25% dei modelli tradizionali.
Queste contraddizioni rendono il futuro della tecnologia CTC pieno di variabili. Se il mercato riuscirà a superare il 20% dipenderà da tre variabili principali: il progresso della produzione di massa del Tesla Cybertruck; se la guerra dei prezzi tra le case automobilistiche cinesi costringerà CTC a ridurre i costi; e il grado di compromesso delle normative europee sulla riparabilità delle batterie. Il livello di tecnologia di saldatura sul lato della produzione sarà la chiave per determinare se riuscirà a colmare il divario tra laboratorio e produzione di massa.
2-Tre "barriere di vita e di morte" del processo di saldatura
Per i produttori di vassoi per batterie, l'implementazione della tecnologia CTC deve superare tre problemi fondamentali:
a. Il gioco tra precisione "a livello di micron" ed efficienza
I processi di saldatura tradizionali possono tollerare errori di 0,5 mm, ma i vassoi CTC devono trasportare più batterie e il numero di giunzioni aumenta di oltre 3 volte, e la maggior parte di esse è distribuita su parti curve e irregolari. I test di un produttore mostrano che quando l'errore di posizionamento della saldatura supera 0,15 mm, il tasso di resa dell'assemblaggio delle celle della batteria scenderà drasticamente dal 99% all'82%. Ciò che è più complicato è che il miglioramento della precisione è spesso accompagnato da una diminuzione dell'efficienza: sebbene l'accuratezza della saldatura laser sia elevata, il costo dell'attrezzatura è più di 5 volte superiore a quello della saldatura tradizionale.
b. L'"acqua e il fuoco" dei materiali misti
Per bilanciare leggerezza e resistenza, i vassoi CTC spesso utilizzano una struttura mista di "lega di alluminio + fibra di carbonio + acciaio speciale". La differenza nei coefficienti di dilatazione termica di materiali diversi può arrivare fino a 20 volte (ad esempio alluminio 23μm/m·K contro fibra di carbonio 0,8μm/m·K), il che genera facilmente stress interno durante la saldatura e causa crepe. Quando un'azienda ha provato a collegare alluminio e fibra di carbonio, il tasso di crepe della saldatura era alto fino al 18%, superando di gran lunga la soglia accettabile del settore del 3%.
c. "Killer invisibile" della zona interessata dal calore
L'elevata temperatura di saldatura può danneggiare i materiali isolanti o i circuiti dei sensori attorno alla cella della batteria. Una volta un'azienda automobilistica ha aumentato il tasso di autoscarica del modulo batteria del 50% a causa di un controllo improprio dell'apporto di calore di saldatura. Gli ingegneri devono controllare la fluttuazione della temperatura di saldatura entro ±15℃ entro 0,1 secondi, il che equivale a installare un "freno termico ad alta precisione" sulla pistola per saldatura.
3-La via d'uscita: non esiste una soluzione miracolosa, solo innovazione di sistema
Di fronte a queste sfide, il settore sta esplorando tre percorsi rivoluzionari:
a. "Cocktail therapy" di combinazione di processi
Saldatura ibrida ad arco laser: combinando la precisione della saldatura laser con i vantaggi della penetrazione della saldatura ad arco, la velocità di saldatura della lega di alluminio aumenta del 40%;
Tecnologia di transizione del metallo freddo (CMT): attraverso un controllo preciso dell'apporto di calore, l'area della zona termicamente alterata viene ridotta del 60%;
Sistema di compensazione intelligente del robot: regola automaticamente il percorso della pistola di saldatura in base ai dati di scansione della saldatura in tempo reale e aumenta il tasso qualificato di saldatura di superfici curve complesse dal 75% al 95%.
b. "Pre-compromesso" sul lato del materiale
Alcune aziende hanno iniziato a sviluppare congiuntamente materiali compositi "saldabili" con i fornitori di materiali. Ad esempio, la sensibilità alle crepe di saldatura di una lega di alluminio modificata nazionale (materiale in lega di alluminio regolato con mezzi fisici, chimici o di processo) è stata ridotta dal livello 7 al livello 3 (secondo gli standard ISO). Sebbene sacrifichi il 5% dell'effetto leggero, aumenta la resa della saldatura al 98%.
c. "Digital twin" nella dimensione di rilevamento
Raccogliendo tutti i dati del processo di saldatura (corrente, temperatura, velocità, ecc.), combinati con modelli AI per prevedere la probabilità di difetti. Dopo che una fabbrica ha introdotto questa tecnologia, il tasso di rilevamento online dei difetti di saldatura è aumentato dall'80% al 97% e il costo degli scarti è stato ridotto del 45%.
4- Nuova proposta degli ingegneri: trovare la certezza nell'incertezza
a. La controversia sulla tecnologia CTC è essenzialmente un gioco tra "ottimizzazione del sistema" e "limiti locali":
se la velocità di svolta del processo di saldatura è più lenta delle aspettative di riduzione dei costi delle aziende automobilistiche, la CTC potrebbe diventare una tecnologia di nicchia;
se materiali, processi e tecnologie di collaudo fanno progressi in modo coordinato, ci si aspetta che inaugureranno una nuova era di progettazione strutturale dei veicoli elettrici.
b. Per gli ingegneri, è necessario ricostruire le capacità da due dimensioni:
integrazione delle conoscenze interdisciplinari: comprendere la soglia sensibile delle proprietà elettrochimiche all'apporto di calore di saldatura;
capacità di risposta agile: uno studio di caso di un fornitore europeo mostra che il team che riesce a completare l'ottimizzazione dei parametri di saldatura di nuovi materiali in lega entro una settimana ha una probabilità di ottenere ordini triplicata.
La tecnologia CTC si trova all'incrocio tra "innovazione dirompente" e "trappola della produzione di massa". Potrebbe non sostituire completamente la tecnologia esistente, ma sta costringendo il processo di saldatura a evolversi verso una maggiore precisione, una maggiore compatibilità e un controllo più intelligente. In questa maratona tecnologica, il vero vincitore potrebbe non essere la prima casa automobilistica, ma il team di ingegneri che trasforma le "saldature impossibili" in "interfacce standardizzate" sul lato della produzione.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Poiché la tecnologia CTP (Cell to Pack) sovverte completamente la tradizionale struttura del pacco batteria, il "ruolo" del vassoio batteria è passato da supporto passivo del carico a integrazione attiva. La tecnologia di saldatura è diventata il fulcro della sicurezza e delle prestazioni. I requisiti di leggerezza (spessore della parete di soli 1,5 mm), sigillatura a pori zero e integrazione multi-materiale (alluminio/rame/fibra di carbonio) hanno fatto sì che la saldatura tradizionale cadesse nel dilemma della deformazione e dei difetti. Il settore sta facendo progressi attraverso l'innovazione dei materiali, l'ispezione intelligente della qualità e l'iterazione dei processi. Questo articolo analizzerà le sfide dirompenti che la CTP pone alla saldatura ed esplorerà il percorso tecnico verso elevata precisione e elevata affidabilità.
1-Analisi delle modifiche nei requisiti di progettazione strutturale dei vassoi batteria dovuti alla tecnologia CTP
La tecnologia CTP (Cell to Pack) integra direttamente le celle della batteria nel pacco batteria eliminando la struttura del modulo nel pacco batteria tradizionale. Questa innovazione tecnologica propone requisiti di aggiornamento completi e multidimensionali per la progettazione strutturale del vassoio batteria. Di seguito è riportata un'analisi specifica dal punto di vista dei materiali, delle prestazioni, del processo, dell'integrazione, ecc.:
(1) Miglioramento completo della resistenza strutturale e delle prestazioni antiurto
a. Requisiti di cuscinetto meccanico dopo l'eliminazione del modulo:
Dopo che la tecnologia CTP elimina la struttura del modulo, il vassoio batteria deve supportare direttamente le funzioni di supporto, fissaggio e buffering della forza esterna della cella della batteria. Il modulo tradizionale disperde il carico meccanico, mentre il vassoio CTP deve assorbire la deformazione di espansione della cella della batteria durante la carica e la scarica nel suo complesso (ad esempio, la forza di espansione della cella della batteria quadrata può raggiungere 10-20 kN), resistendo al contempo alle vibrazioni, all'estrusione e al carico d'impatto durante la guida del veicolo.
b. Direzione di ottimizzazione strutturale e dei materiali
· Dominanza della lega di alluminio ad alta resistenza: l'acciaio iniziale è stato gradualmente sostituito a causa del suo peso elevato e il 6061-T6 è diventato il mainstream. Ha un'elevata resistenza specifica e una forte resistenza alla corrosione, che può soddisfare i doppi requisiti di leggerezza e alta rigidità.
· Progettazione della struttura composita: ad esempio, la struttura "a trave ad anello a doppio telaio" di Leapmotor migliora la resistenza all'impatto locale attraverso compartimenti trave longitudinali e trasversali, utilizzando al contempo la tecnologia di estrusione per ottimizzare la distribuzione del materiale e ridurre il peso ridondante.
· Esplorazione della lega di magnesio-alluminio e della fibra di carbonio: la lega di magnesio-alluminio è più leggera del 30% rispetto ai tradizionali materiali in alluminio e i materiali compositi in fibra di carbonio hanno caratteristiche sia di elevata resistenza che di leggerezza, ma sono attualmente utilizzati solo nei modelli di fascia alta a causa dei costi e della maturità del processo.
(2) Requisiti per la tenuta all'aria integrata e la gestione termica
a. Miglioramento delle prestazioni di tenuta
Dopo la rimozione del modulo, la circolazione interna del refrigerante e la tenuta del gas del pacco batteria dipendono completamente dal vassoio e i difetti di saldatura (come pori e crepe) possono comportare rischi di perdite.

Figura 1-Test di tenuta all'aria del vassoio della batteria
b. Integrazione delle funzioni di gestione termica
I vassoi CTP devono integrare componenti quali piastre di raffreddamento a liquido e adesivi termoconduttivi. Ad esempio, gli adesivi strutturali vengono utilizzati per fissare le celle della batteria e trasferire lo stress di espansione, mentre gli adesivi termoconduttivi in poliuretano (conduttività termica > 1,5 W/m·K) vengono utilizzati per la conduzione del calore tra le celle della batteria e con i tubi di raffreddamento a liquido. La quantità di adesivo utilizzata in un singolo PACK è superiore di oltre il 50% rispetto a quella delle strutture tradizionali. I canali di flusso devono essere progettati all'interno del vassoio per ottimizzare l'efficienza di raffreddamento evitando al contempo danni alla tenuta causati dalla zona di saldatura interessata dal calore.
(3) Alleggerimento e innovazione dei materiali
a. Tendenze nella selezione dei materiali
Processo di estrusione e pressofusione di leghe di alluminio: i profili in alluminio estruso vengono utilizzati per le strutture del telaio (come il vassoio della batteria 4680 di Tesla) e i processi di pressofusione (come la pressofusione integrata) semplificano il processo di saldatura e riducono il peso del 15%-20%.
Applicazione di materiali compositi in plastica: ad esempio, i materiali PA6 rinforzati con fibra di vetro vengono utilizzati in parti non portanti per ridurre ulteriormente il peso, ma è necessario risolvere il problema di compatibilità con l'interfaccia di collegamento in metallo.
b. Strategia di progettazione leggera
Ottimizzazione della topologia: ridurre i materiali ridondanti tramite simulazione CAE e ridurre il peso del vassoio garantendo al contempo la resistenza.
Parete sottile e integrata: lo spessore della parete del vassoio è ridotto da 3 mm a 1,5-2 mm e componenti funzionali come staffe BMS e canali di cablaggio sono integrati per ridurre il numero di parti.
(4) Integrazione e progettazione modulare
a. Elevata integrazione dei componenti funzionali
I vassoi CTP devono integrare moduli come il sistema di gestione della batteria (BMS), connettori ad alta tensione e strati di isolamento ignifughi.
b. Progettazione modulare e compatibile
La linea di produzione di saldatura deve supportare la produzione mista di più modelli di vassoi, essere in grado di ottenere un "cambio di tipo con un clic" ed essere compatibile con strutture di vassoi di diverse dimensioni di celle della batteria (come quadrate e cilindriche).
2-Sfide specifiche dell'innovazione della tecnologia CTP per il processo di saldatura
La tecnologia CTP (Cell to Pack) ha migliorato significativamente l'utilizzo dello spazio e la densità energetica, ma ha anche posto sfide senza precedenti al processo di saldatura.
(1) La difficoltà di controllare i difetti di saldatura è aumentata drasticamente
a. Porosità e sfide di sigillatura
Dopo che la tecnologia CTP elimina il modulo, il vassoio della batteria deve assumere direttamente la funzione di sigillatura. I pori di saldatura (un difetto comune nella saldatura delle leghe di alluminio) porteranno direttamente al rischio di perdite di refrigerante o penetrazione di gas.
b. Crepe e compatibilità dei materiali
Le leghe di alluminio ad alto tenore di zinco (come la serie 7) sono soggette a crepe dovute allo stress termico durante la saldatura.
c. Errore di spazio e di assemblaggio
L'integrazione diretta di più celle porta a un aumento del numero di punti di giunzione della struttura del vassoio. L'accumulo di errori di assemblaggio può causare uno spazio di saldatura superiore a ±1 mm.
(2) Problemi di adattamento del processo causati dall'aggiornamento del sistema di materiali
a. Sfide di saldatura di materiali leggeri
Il materiale del vassoio CTP è passato dall'acciaio alla lega di alluminio (6061-T6, 7075-T6), lega di magnesio-alluminio (riduzione del peso del 30%) e materiali compositi in fibra di carbonio. La saldatura della lega di alluminio deve risolvere il problema della penetrazione insufficiente causata dalla difficile fusione del film di ossido e dall'elevata conduttività termica.
b. Tecnologia di collegamento di materiali dissimili
Quando il vassoio integra componenti funzionali come la piastra di raffreddamento a liquido (rame/alluminio) e lo strato ignifugo (materiale composito a matrice ceramica), i composti intermetallici fragili tendono a comparire all'interfaccia di materiali dissimili.
(3) Complessità strutturale migliorata e requisiti di precisione
a. Controllo della deformazione di strutture a parete sottile di grandi dimensioni
Lo spessore della parete del vassoio CTP è ridotto da 3 mm a 1,5-2 mm e la sensibilità della deformazione termica della saldatura aumenta notevolmente.
b. Giunti di saldatura ad alta densità ed efficienza di processo
Il numero di giunti di saldatura su un singolo vassoio è aumentato da 2.000 nei moduli tradizionali a oltre 5.000.

Figura 2- Saldatura del vassoio della batteria
3-Aggiornamento del processo di produzione e del controllo di qualità
La tecnologia CTP promuove la trasformazione della saldatura del vassoio della batteria da "processo singolo" a "collaborazione multi-tecnologica, intelligenza e greening". I produttori devono concentrarsi su tre direzioni principali:
Aggiornamento tecnologico: superare il controllo di difetti come pori e crepe e adattarsi a materiali leggeri;
Transizione intelligente: digitalizzazione completa del processo e ispezione di qualità AI per ottenere una produzione ad alta precisione;
Collaborazione ecologica: creare congiuntamente standard tecnici con fornitori di materiali, fornitori di apparecchiature e OEM.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Sulla strada verso la potenza di calcolo AI Exascale (centinaia di miliardi di miliardi di operazioni al secondo), il super-nodo CloudMatrix 384 di Huawei e il cluster GB200 NVL72 di NVIDIA sono diventati due vette tecnologiche di rilievo globale. Essi rappresentano non solo diverse capacità di integrazione hardware, ma rivelano profondamente due filosofie fondamentali nella costruzione di supercomputer.
Il primo è stato paragonato a una "febbre alta persistente", che affronta la sfida estrema di raffreddare 384 chip funzionanti in modo stabile in uno spazio estremamente denso e stagnante. Il secondo è stato descritto come un "attacco epilettico intermittente", che deve domare il violento flusso di calore pulsante generato quando 72 GPU top di gamma lavorano in sincronia. Queste due diverse "eziologie" portano infine a "prescrizioni" radicalmente diverse – le soluzioni di raffreddamento – e ci mostrano chiaramente due filosofie ingegneristiche centrali a confronto: ingegneria sistemica deterministica contro innovazione ecosistemica agile. Per ogni azienda nella catena di fornitura, comprendere questo confronto è la chiave per definire il proprio ruolo futuro.
1- L'origine della differenza fondamentale – "L'eziologia" determina la "prescrizione"
Fin dal punto di partenza della progettazione, Huawei e NVIDIA hanno intrapreso strade diverse, il che ha plasmato direttamente le loro caratteristiche termiche distinte:
Tabella 1: Confronto delle caratteristiche della sorgente di calore delle due linee tecnologiche
Questa differenza tra "febbre alta persistente" e "attacco epilettico intermittente" non è affatto casuale. Riflette il fatto che Huawei, in qualità di sfidante, ha scelto di concentrarsi sulle prestazioni totali del sistema, cercando a tutti i costi di spingere al limite la densità computazionale in un singolo rack. NVIDIA, in quanto leader, ha il compito di costruire un ecosistema che collabori in modo efficiente e sia facile da adottare, garantendo al contempo il vantaggio assoluto nelle prestazioni del singolo chip.
2- Materializzazione della filosofia ingegneristica: due percorsi di raffreddamento a liquido
Le due diverse filosofie progettuali si manifestano in modo più evidente nelle critiche soluzioni di raffreddamento a liquido, plasmandone l'intero stack tecnologico dal chip alla sala server.
a. Huawei: La pratica del raffreddamento a liquido nell'ingegneria sistemica deterministica
Questa è una filosofia progettuale top-down, nata per un obiettivo deterministico a livello di sistema. Il suo cuore è realizzare il raffreddamento come parte integrante e ad alta affidabilità dell'infrastruttura chiave, attraverso un'implementazione ingegneristica globale, non come un semplice componente di supporto.
Figura 1: Super-nodo Huawei Ascend 384
· Lavorazione di precisione a livello chip e connessioni affidabili: Per garantire un trasferimento efficiente del calore dal chip alla piastra fredda, Huawei si concentra sull'ottimizzazione ingegneristica dei materiali d'interfaccia. Sebbene la documentazione pubblica indichi riserve di brevetti all'avanguardia in questo campo (ad es., riempitivi al carburo di silicio con alta sfericità), la loro specifica applicazione nel super-nodo non è stata resa pubblica. È certo che la loro soluzione persegua un'impedenza termica di interfaccia estremamente bassa e un'affidabilità a lungo termine, per affrontare la sfida della "febbre alta persistente".
· Ridondanza a livello di sistema e controllo intelligente: Adotta design ridondanti come l'alimentazione ad anello del liquido e sviluppa autonomamente il Thermal Management Unit (TMU) per il raffreddamento a liquido come "centro nevralgico" del sistema. Questo controller può eseguire commutazioni a 0 secondi tra le linee e utilizza l'AI per la previsione dei guasti, garantendo la deterministica e l'affidabilità del circuito termico in modalità software-defined, tipica espressione del suo pensiero ingegneristico di sistema.
· Fusione con l'infrastruttura ("Fusione Freddo-Elettrico"): A livello rack, integra fisicamente e gestisce in modo unificato l'unità di distribuzione del liquido di raffreddamento (CDU) con l'unità di distribuzione elettrica ad alta tensione (PDU). Questo design "unificato freddo-elettrico" è la risposta ingegneristica definitiva per gestire l'enorme densità di potenza per rack, semplificare la distribuzione e migliorare l'efficienza energetica (riducendo il PUE), ed è l'attuazione fisica della sua progettazione deterministica, dall'idea alla forma.
b. NVIDIA: Il quadro del raffreddamento a liquido nell'innovazione ecosistemica agile
Questa è una filosofia progettuale centrata sulla GPU, che abilita l'ecosistema globale definendo standard aperti. Il suo cuore è fornire un "progetto" collaudato per abbassare la soglia di applicazione in tutto il settore e realizzare una distribuzione efficiente, flessibile e su larga scala.
· Standardizzazione a livello chip e progetto di riferimento (VRD): NVIDIA fornisce progetti di riferimento di raffreddamento dettagliati per le sue GPU (es. serie Blackwell), definendo chiaramente le interfacce prestazionali come dimensioni fisiche della piastra fredda, Thermal Design Power (TDP), portata e caduta di pressione. Ciò equivale a fornire a tutti i produttori di soluzioni termiche la "risposta standard", incapsulando la complessità all'interno di componenti standardizzati, garantendo compatibilità e una linea di base qualitativa per i componenti fondamentali.
Figura 2: Modulo server NVIDIA e piastra di raffreddamento a liquido a microcanali
· Collaborazione a livello ecosistema e certificazione delle soluzioni: Collabora in profondità con i principali produttori di gestione termica e infrastrutture come Vertiv e Boyd, per sviluppare e certificare congiuntamente soluzioni di raffreddamento a liquido a livello rack. Ad esempio, la soluzione rack Tier 2 Ready di Vertiv è un prodotto pre-validato sviluppato sul progetto NVIDIA, consentendo agli operatori di data center di ottenere cluster a liquido plug-and-play rapidamente, come per l'acquisto di attrezzature standard.
· Abilitazione tramite gemello digitale e accelerazione della distribuzione: Tramite la piattaforma NVIDIA Omniverse, fornisce strumenti di simulazione e gemelli digitali per i sistemi di raffreddamento a liquido dei data center. I clienti possono progettare, validare e ottimizzare le soluzioni termiche in un ambiente virtuale, riducendo enormemente costi e rischi della validazione fisica e realizzando un processo agile dal design alla distribuzione.
Per comprendere più chiaramente questi due percorsi, ne confrontiamo le differenze fondamentali di seguito:
Tabella 2: Modello Huawei vs. Modello NVIDIA: Panoramica delle differenze chiave
3- L'illuminazione della storia e la convergenza futura
Il confronto tra questi due percorsi non è un caso isolato nella storia della tecnologia. È essenzialmente un'altra classica manifestazione dell'innovazione sistemica integrata contro l'innovazione ecosistemica a piattaforma. Huawei assomiglia all'Apple dell'era Steve Jobs, perseguendo il controllo assoluto dall'alto verso il basso sull'esperienza del prodotto; NVIDIA assomiglia di più all'Android di Google di oggi, guidando la prosperità dell'intero ecosistema stabilendo standard fondamentali (sistema Android/architettura GPU).
Per il settore, la tendenza futura non sarà la sostituzione completa di uno con l'altro, ma potrebbe emergere un certo grado di convergenza:
· Nei progetti nazionali o aziendali che cercano la potenza di calcolo estrema, il fascino dell' "ingegneria sistemica deterministica" rimane intatto.
· Nel vasto mercato commerciale del cloud computing, l' "innovazione ecosistemica agile" continuerà ad espandersi grazie ai suoi vantaggi in velocità e costo.
· Le scintille di innovazione potrebbero nascere nell'area di intersezione: integrare una maggiore personalizzazione e ottimizzazione sinergica all'interno di standard ecosistemici aperti.
4- Conclusione
Pertanto, la contesa sul raffreddamento tra Huawei e NVIDIA è, in sostanza, uno scontro tra due competenze fondamentali nell'era dell'IA: una parte cerca di realizzare prestazioni estreme e deterministiche attraverso l'integrazione profonda dell'ingegneria di sistema; l'altra parte guida l'innovazione agile e la rapida diffusione del settore costruendo standard aperti e un ecosistema. Questo confronto traccia scelte di percorso chiare per i partecipanti alla catena del valore: agire come "forze speciali", legandosi in profondità per espugnare fortezze sistemiche specifiche, o come "esercito principale", integrarsi nell'ecosistema per esplorare mercati nelle vaste pianure degli standard. Alla fine, il risultato non dipende solo dalla tecnologia in sé, ma anche dalla comprensione della logica di evoluzione del settore e dal posizionamento chiaro di se stessi nella mappa futura.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Quando la "grandezza" della cella diventa consenso, la "robustezza" del Pack diventa il nuovo campo di battaglia
Il settore dell'accumulo di energia sta entrando in un'era di salto nella capacità delle celle, passare da 280Ah a 500Ah+ è ormai una realtà in corso. Mentre il settore si concentra sulla "grandezza" della cella, la "robustezza" del Pack – ovvero la sua capacità di sopportazione meccanica e di gestione della sicurezza – sta diventando il nuovo fulcro della competizione. Indipendentemente dall'evoluzione della chimica e della capacità della cella, le sue forze di espansione, l'energia di fuga termica e i carichi meccanici devono essere infine sopportati dalla sottoscocca del Pack, la sua base meccanica.
Questo articolo esplora, dal punto di vista della progettazione strutturale, come la sottoscocca del Pack può rispondere alle esigenze meccaniche e di gestione termica differenziate sullo sfondo della divergenza dei percorsi tecnologici delle celle, e costruire una capacità ingegneristica di adattamento sostenibile.
1- Analisi meccanica dei tre percorsi tecnologici: il trilemma di carico, calore e spazio
L'aumento della capacità della cella cambia direttamente le condizioni al contorno della progettazione del sistema Pack. La sottoscocca, in quanto "scheletro" e "pelle" del sistema, deve rispondere nuovamente a tre domande fondamentali:
a. Analisi meccanica per celle da 587Ah (percorso ad alta integrazione)
Esigenza principale: Raggiungere una densità energetica ≥6 MWh all'interno di un container standard da 20 piedi, generando layout estremamente compatti come "4 colonne comuni, 8 cluster".
Sfide per la sottoscocca:
· Ottimizzazione del carico strutturale: Con una massa totale aumentata e punti di supporto ridotti, la scocca deve ottimizzare il percorso di trasmissione della forza, bilanciando la rigidezza globale e la resistenza locale nelle aree critiche, per garantire la stabilità strutturale durante il trasporto e il funzionamento.
· Integrazione della struttura di gestione termica: Il sistema di raffreddamento a liquido è profondamente integrato con il pannello di fondo della scocca e la struttura di supporto, fungendo sia da nucleo di gestione termica che da parte della struttura portante. La progettazione deve garantire l'affidabilità duratura della tenuta di raffreddamento sotto carichi strutturali a lungo termine e cicli termici.
Figura 1: Simulazione della sottoscocca di un Pack per accumulo
· Coordinazione spaziale precisa: La scocca deve riservare spazi adeguati all'interno dello spazio limitato per l'espansione delle celle, lo spostamento termico delle connessioni elettriche e le tubazioni antincendio, realizzando una coesistenza affidabile di tutti i sottosistemi in un layout compatto.
b. Analisi termo-meccanica e strutturale per celle da 684Ah (percorso a capacità ultra-large)
Esigenza principale: Ridurre il costo per Wh massimizzando la capacità della singola cella, ma introducendo effetti di concentrazione a livello fisico.
Sfide per la sottoscocca:
· Effetto "fuoco" della forza di espansione: La forza di espansione di una singola cella non aumenta linearmente con la capacità, ma si avvicina a una crescita esponenziale. Il telaio interno della scocca richiede un sistema di "contenimento" più robusto e uniforme, per distribuire lo stress di espansione concentrato all'intera scocca, evitando deformazioni plastiche localizzate.
· Dilemma dell'"uniformità" nella gestione termica: Un corpo riscaldante più grande richiede percorsi di conduzione del calore più efficienti. Diventano cruciali il materiale, lo spessore del pannello di fondo della scocca e la progettazione dell'interfaccia di contatto con il fondo della cella (ad esempio, l'impostazione del tasso di compressione dei pad termici). In caso di fuga termica, il rilascio di energia maggiore impone requisiti più elevati per la capacità di canalizzazione direzionale dei condotti di sfiato e per la resistenza al fuoco nel tempo delle partizioni antincendio interne.
· Risposta strutturale al peso concentrato: Una singola cella più pesante modifica le modalità di vibrazione dell'intero Pack. La sottoscocca richiede una nuova simulazione a fatica per prevenire l'allentamento dei componenti di fissaggio o la fessurazione strutturale dovuta a risonanza a frequenze specifiche.
c. Spiegazione dell'adattamento produttivo per celle da 392Ah (percorso di transizione robusto)
Esigenza principale: Concentrarsi sul raggiungimento di un equilibrio tra prestazioni, costo ed efficienza di consegna, fornendo al mercato soluzioni pienamente validate.
Sfide per la sottoscocca:
· Realizzazione stabile di soluzioni mature: Basandosi su progetti e sistemi di processo già validati, garantire la coerenza del prodotto attraverso controlli di processo rigorosi, supportando un ritmo di produzione rapido e stabile.
· Sinergia profonda nella supply chain: Affidandosi a un sistema di fornitura maturo, migliorare continuamente la competitività di costo complessiva del prodotto attraverso la selezione dei materiali, l'ottimizzazione dei processi e gli acquisti su larga scala.
2- Mentalità ingegneristica per affrontare la diversificazione:
Di fronte a molteplici percorsi tecnologici, i fornitori di sottoscocche non possono ricostruire il sistema tecnologico per ogni percorso. La vera soluzione risiede in una risposta precisa e piattaforma: un design modulare scalabile che si adatti in modo efficiente a esigenze diverse.
a. Concentrarsi sui principi fisici comuni e sulle modalità di collaborazione
L'iterazione delle celle segue leggi fisiche stabili. Basandoci sui parametri chiave, abbiamo stabilito un processo di valutazione collaborativa. Combinando dati su materiali e strutture, valutiamo rapidamente la fattibilità delle nuove celle, identificando precocemente i rischi di compatibilità, aiutando a convergere la direzione progettuale e riducendo le revisioni successive.
Figura 2: Sottoscocca per Pack di accumulo da 587Ah
b. Costruire un sistema elastico di "interfacce standard + moduli configurabili"
Per affrontare le esigenze di personalizzazione derivanti dalla diversificazione dei percorsi tecnologici, abbiamo istituito un sistema progettuale chiaro con interfacce standardizzate e moduli interni configurabili:
· Interfacce esterne unificate: I punti di fissaggio e posizionamento della scocca al container per l'accumulo, le interfacce di penetrazione elettrica, i punti di connessione del sistema di raffreddamento, ecc., seguono rigorosamente le specifiche comuni del settore, garantendo compatibilità a livello di sistema e coerenza nell'assemblaggio.
· Struttura interna configurabile: Offriamo una serie di componenti di supporto interno e soluzioni integrate di gestione termica, che possono essere combinate in modo flessibile in base alle dimensioni e alla disposizione delle celle.
· Modulo integrato di gestione termica: Il modulo di gestione termica è progettato in modo modulare, incentrato sull'ottimizzazione del controllo dell'aumento di temperatura e dell'uniformità termica delle celle, e può adattarsi in modo flessibile alle esigenze di gestione termica di diversi percorsi tecnologici.
c. Implementare linee produttive flessibili con filosofia "la produzione è progettazione"
Per adattarsi alla diversità dei percorsi tecnologici, il nostro sistema produttivo è organizzato attorno a una piattaforma di base scalabile e all'assemblaggio modulare:
· Produzione della piattaforma di base della scocca: Garantisce la precisione e la coerenza della struttura principale, fornendo un supporto affidabile per diverse configurazioni.
· Unità di assemblaggio modulari: Consente la selezione flessibile e l'assemblaggio dei corrispondenti moduli di supporto interno e di gestione termica, in base alle dimensioni e alla disposizione delle celle. Attraverso questa configurazione, possiamo effettuare in modo efficiente il cambio di produzione di prodotti per diversi percorsi tecnologici sulla stessa linea, assistendo i clienti nell'affrontare le sfide della catena di fornitura e della consegna derivanti dallo sviluppo parallelo di più percorsi.
3- Ridefinizione del valore della sottoscocca: da sopportazione passiva a abilitazione attiva
La sottoscocca si sta evolvendo da un contenitore passivo a un componente chiave che abilita il sistema, influenzando direttamente sicurezza, densità energetica e costo dell'intero ciclo di vita:
a. Struttura di sopportazione per la sicurezza: Fornendo un canale strutturale affidabile e una base di installazione per lo sfiato a livello di sistema e le partizioni antincendio, costruisce insieme al controllo della propagazione termica una protezione di sicurezza multilivello.
b. Supporto alla densità energetica: Il design leggero e ad alta resistenza riduce il peso proprio e l'ingombro, lasciando più margine per le prestazioni delle celle e del sistema di raffreddamento.
c. Garanzia di affidabilità a lungo termine: L'integrità strutturale e la progettazione per la resistenza a fatica supportano il sistema nell'affrontare sfide continue come i cicli a lungo termine e le vibrazioni durante il trasporto.
4- Conclusione: Costruire un ponte tra un upstream in diversificazione e un downstream stabile
Con l'evoluzione della tecnologia delle celle, i sistemi di accumulo perseguono continuamente sicurezza, alta densità e basso costo. La sottoscocca deve fornire una base di supporto affidabile e adattabile, affrontando diversi percorsi tecnologici attraverso modularità e produzione flessibile. La competizione del settore si sta spostando verso l'ingegneria a livello di sistema, e l'involucro del Pack ne è un anello chiave.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Nel corso di decenni di sviluppo dei data center, il raffreddamento ad aria è rimasto la scelta predominante. Tuttavia, il lancio della serie GB200 di NVIDIA sta infrangendo completamente questo equilibrio. Quando la densità computazionale raggiunge nuove vette, i metodi di raffreddamento tradizionali non sono più in grado di soddisfare la domanda, e la tecnologia a liquido emerge ufficialmente dalle quinte per diventare un'infrastruttura chiave a supporto della potenza di calcolo AI.
1- Un cambiamento fondamentale dal lato della domanda
a. Superamento del punto critico di densità di potenza
La densità di potenza del rack GB200 NVL72 si prevede supererà i 30 kW per rack, una cifra che va ben oltre il limite di dissipazione di 15-20 kW della tecnologia tradizionale ad aria. Ciò significa:
· Scelta obbligata del percorso tecnologico: Il raffreddamento a liquido passa da "opzione da considerare" a "unica scelta possibile".
· Cambiamento qualitativo dello spazio di mercato: Ogni implementazione GB200 implica una domanda certa di raffreddamento a liquido.
· Aumento significativo del valore: Il valore del sistema di raffreddamento a liquido per un singolo rack raggiunge le centinaia di migliaia di RMB.
b. Aggiornamento dei requisiti di affidabilità
Con l'aumento della densità di potenza di calcolo per rack, anche il valore aziendale che supporta cresce in modo esponenziale. L'affidabilità del sistema a liquido è direttamente correlata a:
· Continuità operativa: Un singolo guasto di raffreddamento può causare una perdita di potenza di calcolo per milioni.
· Durata del sistema: Per ogni aumento di 10°C nella temperatura, la durata dei componenti elettronici si dimezza.
· Stabilità delle prestazioni: L'efficienza di raffreddamento influisce direttamente sulla capacità del chip di mantenere costantemente le prestazioni di picco.
2- Miglioramento completo dei requisiti tecnici
a. Esigenza di un salto nell'efficienza di raffreddamento
Il GB200 impone requisiti senza precedenti al sistema di raffreddamento:
· Raddoppio delle prestazioni di conduzione termica
· La conduttività termica della piastra fredda deve essere 3-5 volte superiore rispetto alle soluzioni tradizionali
· La resistenza termica di contatto deve essere ridotta di un ordine di grandezza
Figura 1 - Piastra di raffreddamento a liquido a microcanali
b. Controllo di precisione della portata
· Necessità di raggiungere una precisione di controllo della portata entro ±1%
· Supporto alla regolazione dinamica della portata per adattarsi a diverse condizioni di carico
c. Uniformità della temperatura
· La differenza di temperatura sulla superficie del chip deve essere controllata entro 5°C
· Evitare punti caldi locali che compromettano la stabilità del sistema
3- Balzo nella complessità dell'integrazione di sistema
Il sistema di raffreddamento a liquido si è evoluto da una semplice fornitura di componenti a un complesso progetto ingegneristico di sistema:
a. Modalità tradizionale:
· Fornitura di piastre fredde standardizzate
· Connessioni di tubazioni semplici
· Funzionalità di monitoraggio di base
b. Era GB200:
· Progettazione dell'architettura di raffreddamento a liquido a livello rack
· Sistema intelligente di distribuzione della portata
· Monitoraggio in tempo reale dello stato di salute
· Capacità di manutenzione predittiva
Figura 2 - Rack NVIDIA GB200
4- Elevazione completa delle barriere competitive
Nel nuovo contesto di mercato, le aziende devono superare soglie più elevate:
a. Barriera tecnologica
Le aziende di raffreddamento a liquido devono superare i limiti di singole discipline, costruendo un sistema tecnologico integrato e multidisciplinare. La profonda integrazione di tecnologie come la progettazione di microcanali, la scienza dei materiali e la fluidodinamica diventa il requisito di base, mentre la capacità di simulazione e ottimizzazione termica a livello chip mette alla prova l'accumulo tecnologico profondo dell'azienda. Questa non è più un semplice miglioramento di processo, ma un progetto sistemico che richiede investimenti in R&S a lungo termine.
b. Barriera di certificazione
Il sistema di certificazione del settore sta diventando sempre più rigoroso. Le aziende non solo devono superare i severi test di affidabilità stabiliti dai produttori di server, ma devono anche ottenere la certificazione tecnica del produttore di chip originale. Questo doppio requisito di certificazione non solo verifica le prestazioni tecniche del prodotto, ma mette anche alla prova il sistema di qualità e la capacità di fornitura stabile e continua dell'azienda, diventando un passaggio obbligatorio per accedere alla supply chain core.
c. Barriera dei servizi
Con l'evoluzione dei sistemi a liquido in sottosistemi core, la capacità di servizio è diventata un fattore competitivo chiave. Le aziende devono stabilire una rete di risposta rapida a copertura nazionale e costruire un sistema professionale di operazioni e manutenzione 24/7. Questa capacità di servizio richiede non solo tempestività nel supporto tecnico, ma soluzioni complete di servizio che includano manutenzione preventiva e gestione delle emergenze, diventando veramente un partner affidabile per il cliente.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Nella storia dell'evoluzione dell'architettura computazionale, alcuni momenti non arrivano in silenzio. Il lancio di NVIDIA GB200 NVL72 è uno di questi momenti: non è solo un nuovo prodotto, ma una completa riconcettualizzazione di cosa sia un server.
Per tre decenni, "server" ha significato un'unità chassis standardizzata: all'interno, una scheda madre, CPU, memoria, unità disco e schede di espansione, interconnesse tramite interfacce di settore standard. Lo misuriamo in "U", lo impiliamo nei rack, lo colleghiamo in rete. Tuttavia, l'arrivo del GB200 NVL72 sta smantellando questa definizione consolidata dalle sue fondamenta.
La sua essenza non è più "un server", ma un "computer" la cui forma è l'intero rack. I componenti server tradizionali vengono decostruiti e poi, su una scala più grande, reintegrati in un unico sistema computazionale indivisibile attraverso NVLink-C2C, raffreddamento a liquido e gestione dell'alimentazione a livello di rack. Questo non è un semplice aggiornamento, ma un profondo cambiamento di paradigma.
1- Cos'è un "server"? La risposta a questa domanda sta cambiando
Per tre decenni, abbiamo inteso un server come un chassis standardizzato: all'interno, scheda madre, CPU, memoria, dischi, schede di espansione, tutti i componenti seguivano standard di settore, sostituibili e aggiornabili a piacimento.
Ma il cambiamento introdotto dal GB200 è fondamentale:
· Il nucleo computazionale non è più una CPU e una GPU separate, ma il Superchip GB200 – un'unica entità che integra profondamente CPU e GPU.
· L'interconnessione non si affida più a slot PCIe standard, ma a backplane NVLink personalizzati.
· Il raffreddamento non è più un accessorio opzionale, ma un sistema a liquido integrato.
· L'unità di base per la distribuzione non è più lo "chassis", ma il "rack".
I vari componenti del server tradizionale vengono "smantellati" e poi riassemblati su una scala più ampia, quella del rack. Questa non è un'evoluzione, è una ricostruzione.
Tabella 1 - Rimodellamento dell'architettura fisica: dallo "Chassis" al "Rack"
2- I tre pilastri dell'"Architettura a Livello Rack"
La progettazione tradizionale dei server opera bilanciamenti e compromessi all'interno di un chassis chiuso. L'architettura a livello rack, rappresentata dal GB200, affronta la progettazione in una dimensione completamente nuova, trattando raffreddamento, interconnessione, alimentazione e gestione come un sistema integrato fin dalla fase progettuale superiore. Non è più una mera sovrapposizione di componenti, ma una fusione sistemica profonda. Ciò si basa sull'innovazione sinergica di tre pilastri fondamentali.
Pilastro Uno: Dalla "Rete di Interconnessione" al "Bus sul Backplane"
In un data center tradizionale, i server sono nodi indipendenti che comunicano tramite una rete (come Ethernet). Nel GB200 NVL72, il fabric NVLink all'interno del rack ha, di fatto, sostituito il bus di una scheda madre tradizionale, diventando lo "scheletro" che collega tutte le unità di calcolo. Questo cambiamento permette ai 72 GPU all'interno del rack di lavorare in sinergia come un unico, gigantesco GPU, dove la larghezza di banda di comunicazione e la latenza vedono un miglioramento di ordini di grandezza.
Pilastro Due: Il Raffreddamento da "Attrezzatura di Supporto" a "Sottosistema Core"
Quando la densità computazionale passa da alcune decine di kilowatt a oltre un centinaio di kilowatt per rack, le tradizionali tecnologie ad aria non sono più sufficienti. Il raffreddamento a liquido cessa di essere un'"attrezzatura di supporto" opzionale e diventa un sottosistema core, alla pari con il calcolo e l'interconnessione. Il suo progetto determina direttamente le prestazioni finali e la stabilità operativa dell'intero sistema, rappresentando la chiave per passare da "utilizzabile" a "altamente performante".
Pilastro Tre: "Centralizzazione e Ristrutturazione" di Gestione e Alimentazione
Il GB200 adotta un'alimentazione e una gestione centralizzate a livello rack. Questo non mira solo a migliorare l'efficienza di conversione energetica, ma ridefinisce il grado di accoppiamento del sistema. Porta a una cablatura semplificata e a una visione di gestione unificata, ma espande anche il dominio di guasto dal singolo server all'intero rack, imponendo nuovi paradigmi per le operazioni e la manutenzione.
3- Ristrutturazione e trasferimento della catena del valore
L'"architettura a livello rack" rappresentata dal GB200 ha un impiego che va ben oltre la tecnologia stessa, delineando chiaramente una nuova curva della catena del valore del settore. La tradizionale distribuzione del valore viene infranta, mentre nuove aree di alto valore si stanno formando proprio nell'integrazione a livello di sistema e nella sinergia software/hardware.
Produttori di server: Transizione strategica da "definitori" a "integratori"
I giganti tradizionali dei server, come Dell e HPE, stanno affrontando una migrazione del loro valore fondamentale. Le competenze su cui hanno prosperato – progettazione di schede madri, ottimizzazione dei sistemi e produzione standardizzata – stanno vedendo la loro importanza ridotta in sistemi come il GB200, altamente personalizzati e integrati fin dall'inizio.
Tuttavia, nella crisi si nascondono nuove opportunità strategiche:
· Spostamento del valore verso l'alto: Il fulcro della competizione si sposta dalla progettazione interna del server al raffreddamento a liquido a livello rack, all'efficienza energetica e al layout strutturale.
· Estensione del valore: Le competenze fondamentali si estendono dalla produzione hardware a servizi professionali per la distribuzione su larga scala, alla gestione operativa multipiattaforma e alla capacità di integrazione con gli ambienti IT aziendali.
Ciò significa che il ruolo dei produttori di server sta cambiando da "definitori" di prodotti standard ad "avanzati integratori e abilitatori" di sistemi complessi.
Acquisti "strategici" dei cloud provider: Bilanciamento tra dipendenza e autonomia
Per i cloud provider iperscaler, il GB200 è sia una necessità strategica che un monito strategico.
· Tattica a breve termine: Acquistare il GB200 è una scelta obbligata per soddisfare la domanda di mercato per le massime prestazioni di calcolo AI.
· Strategia a lungo termine: Per prevenire i rischi della catena di fornitura e la lock-in tecnologica, lo sviluppo di chip AI proprietari (come TPU, Trainium, Inferentia) è diventato una strategia centrale per l'autonomia futura.
Il comportamento dei cloud provider incarna il complesso bilanciamento tra efficienza e autonomia, tra mercato a breve termine e controllo a lungo termine.
Evoluzione decisionale per gli utenti finali: Dalla valutazione dei "componenti" alla considerazione dell'"output"
Per i decision maker tecnologi degli utenti finali (CTO, VP tecnici), il paradigma di valutazione per gli acquisti sta subendo un cambiamento fondamentale.
Lista di acquisto tradizionale:
· Numero di core e frequenza della CPU
· Modello e quantità di GPU
· Capacità e velocità di memoria e storage
Considerazioni strategiche attuali:
· Metriche di efficienza: Prestazioni per watt, tempo totale di addestramento del modello
· Costo totale di proprietà: Costo complessivo che include hardware, energia, operazioni e manodopera
· Agilità aziendale: Tempo dalla distribuzione all'output
Questo cambiamento segna un'evoluzione cruciale negli acquisti tecnologici aziendali: da una mentalità di centro di costo a un pensiero di investimento nella produttività.
Il GB200 ridefinisce l'unità di calcolo – da "server" a "rack". Questa non è solo un'evoluzione delle prestazioni, ma un cambiamento completo del paradigma architetturale. La ricerca dell'efficienza supera la semplice sovrapposizione di componenti e la catena del valore del settore si sta ristrutturando. In questo cambiamento, l'unica certezza è: adattarsi o essere lasciati indietro.
Una nuova era computazionale è iniziata.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Quando il vostro dispositivo presenta molteplici punti caldi e questi sono indipendenti, hanno consumi energetici diversi o richiedono un raffreddamento isolato, una tradizionale piastra a liquido a canale singolo non è più sufficiente. La piastra di raffreddamento a liquido con tubi di rame incorporati e circuiti multipli è la soluzione chiave per risolvere questo problema.
1- Perché scegliere circuiti multipli? Tre scenari che affrontano le criticità
a. Isolare l'interferenza termica, garantire le prestazioni delle unità core
Quando dispositivi diversi come IGBT e diodi, CPU e GPU sono disposti in modo denso, un unico canale di flusso causerebbe una "diafonia" termica, costringendo i dispositivi a bassa temperatura a operare in condizioni di alta temperatura. Il design a circuiti multipli è come fornire a ciascun dispositivo un "climatizzatore dedicato", prevenendo completamente l'interferenza termica e assicurando che ogni unità operi entro il suo intervallo di temperatura ottimale, migliorando così le prestazioni e la stabilità generali del sistema.
b. Realizzare la ridondanza di sistema, creare un'architettura ad alta affidabilità
In campi con requisiti di affidabilità estremamente elevati (come server, stazioni base di telecomunicazione), il guasto di un unico circuito di raffreddamento significa l'arresto del sistema. Il design a circuiti multipli permette di costruire un sistema di raffreddamento ridondante "N+1". Se un circuito dovesse guastarsi inaspettatamente, i circuiti rimanenti possono comunque fornire una capacità di raffreddamento di base, guadagnando tempo prezioso per la manutenzione del sistema, rappresentando la base per un design ad alta disponibilità.
c. Affrontare layout irregolari e esigenze di raffreddamento differenziate
Di fronte a sorgenti di calore disposte in modo irregolare, un unico canale di flusso fatica a garantire un raffreddamento uniforme. I circuiti multipli supportano una progettazione "su misura". È possibile personalizzare in modo flessibile il percorso di ciascun tubo di rame in base alla forma e al layout effettivi delle sorgenti di calore, coprendo con precisione ogni punto caldo con il percorso del flusso ottimale. Allo stesso tempo, si possono configurare circuiti ad alto flusso per i dispositivi ad alto consumo e circuiti a basso flusso per quelli a basso consumo, realizzando un'allocazione ottimale delle risorse di raffreddamento.
Figura 1: Piastra di raffreddamento liquido multi-circuito con tubi in rame incorporati
2- Il cuore della progettazione e della produzione: Come bilanciare prestazioni e affidabilità in uno spazio ridotto?
Nella progettazione multicanale, la distanza tra i canali di flusso è fondamentale per il successo.
a. Limite termico: prevenire il "cortocircuito termico"
Se la distanza tra canali adiacenti è troppo ridotta, anche se i canali sono indipendenti, il calore si trasmetterà rapidamente attraverso il substrato in alluminio interposto, compromettendo notevolmente l'effetto di isolamento. Attraverso simulazioni e test, abbiamo stabilito il principio di una distanza base ≥ 1,5 volte il diametro del tubo per garantire l'indipendenza termica.
b. Linea rossa strutturale: difendere la "linea vitale della pressione di esercizio"
Il substrato in alluminio tra i canali di flusso è l'anello debole per la resistenza alla pressione interna. Una distanza troppo stretta comporta un'insufficiente resistenza della nervatura, con il rischio di rottura per sollecitazioni di pressione. Grazie a simulazioni di stress meccanico, garantiamo che lo stress tra i canali rimanga ben al di sotto del limite di snervamento del materiale in qualsiasi condizione operativa, eliminando alla radice il rischio di "cedimento della piastra".
Figura 2: Piastra di raffreddamento liquido con tubi in rame incorporati
c. Limite tecnologico: garantire una "produzione di precisione"
Distanze ridottissime rappresentano una sfida notevole per gli utensili da fresatura. Basandoci su una solida esperienza produttiva, colleghiamo la distanza al diametro dell'utensile, garantendo, insieme a un processo efficiente, pareti della scanalatura lisce e uniformi, gettando le basi per il successivo corretto annidamento del tubo di rame e una giunzione a bassa resistenza termica.
3- Punti chiave per la realizzazione ingegneristica
Il successo di un design multi-circuito richiede l'attenzione ai seguenti punti fondamentali:
a. Progettazione sinergica
Si raccomanda di integrare il design termico e meccanico già nella fase concettuale, considerando complessivamente il layout dei canali di flusso, la resistenza strutturale e le capacità produttive, per evitare successive modifiche progettuali.
b. Controllo di processo
• Utilizzare fresatura CNC ad alta precisione per garantire le tolleranze della larghezza della scanalatura e la qualità superficiale.
• Impiegare la tecnologia di piegatura dei tubi con mandrino per garantire la pervietà e l'uniformità dello spessore della parete dopo la curvatura del tubo di rame.
• Adottare processi di incorporamento e fissaggio affidabili per prevenire lo spostamento del tubo di rame in condizioni di vibrazione.
c. Verifica e test
Un sistema di test completo include:
• Test di tenuta stagna al 100%
• Test delle caratteristiche portata-caduta di pressione
• Verifica delle prestazioni della resistenza termica
• Test della pressione di scoppio
In sintesi, la piastra di raffreddamento a liquido con tubi di rame incorporati e circuiti multipli è una soluzione potente per risolvere problemi complessi di dissipazione del calore con multiple sorgenti. La chiave del successo risiede nella profonda comprensione della sua logica progettuale e nel trovare il miglior punto di equilibrio tra prestazioni e affidabilità.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
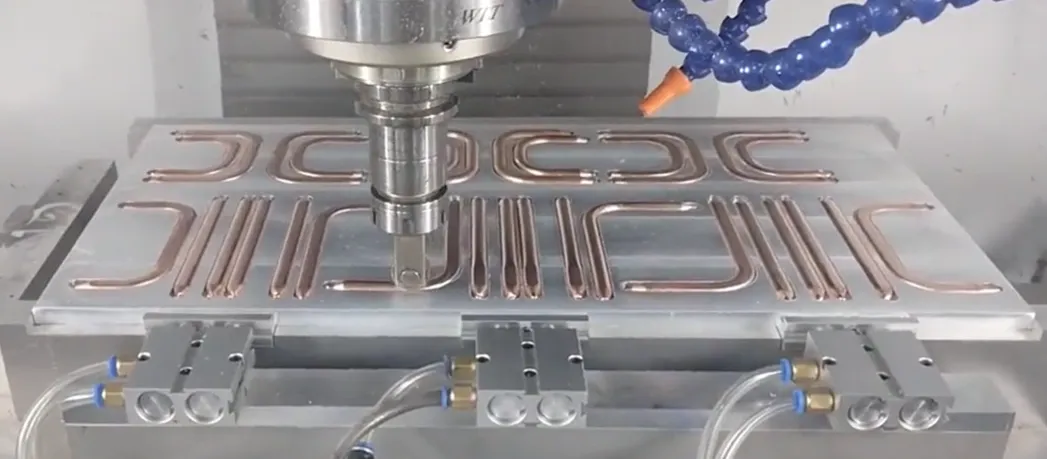
1-Pretrattamento del tubo di rame (Piegatura e Schiacciatura)
Obiettivo: Modellare un tubo di rame tondo e diritto in una forma appiattita che corrisponda esattamente al percorso di flusso progettato.
a. Scelta del materiale: Perché il rame senza ossigeno?
Il rame senza ossigeno (C1220) ha una purezza fino al 99.9% e non presenta ossidi ai confini dei grani, il che gli conferisce un'eccezionale duttilità, simile a un impasto. Ciò significa che si piega e si schiaccia senza rompersi facilmente o generare microfratture, garantendo così l'affidabilità finale.
b. Raggio di piegatura: Il limite di sicurezza
Il raggio di curvatura minimo ≥ 1.5 volte il diametro del tubo è una regola ferrea. Un valore inferiore sottoporrebbe la parete esterna del tubo a una tensione eccessiva, assottigliandola fino addirittura alla rottura. L'uso di una piegatrice con mandrino è fondamentale per prevenire la formazione di rughe all'interno della curva.
c. Schiacciamento: Una "riduzione" di precisione
Lo schiacciamento non è una semplice compressione, ma una deformazione plastica controllata eseguita tramite stampi di precisione. L'altezza del canale dopo lo schiacciamento non deve essere inferiore al 30% del diametro interno originale. L'obiettivo principale è garantire uno spessore uniforme della parete dopo lo schiacciamento; non devono presentarsi pieghe localizzate morte o eccessivi assottigliamenti, poiché in tali punti si verificherebbero future perdite.
Figura 1: Piegatura del tubo termico
d. Scelta della sequenza operativa: Piegare prima o schiacciare prima?
È imperativo "piegare prima, schiacciare dopo". Piegare un tubo tondo è un processo maturo e controllabile. Se schiacciato prima, un tubo piatto diventerebbe quasi impossibile da piegare con raggi piccoli e alta qualità; inoltre, la parete interna del canale si deformerebbe gravemente, causando un drastico aumento della resistenza al flusso.
2-Lavorazione del substrato (Fresatura di precisione della scanalatura)
Obiettivo: Lavorare nel substrato di alluminio una "rotaia" dimensionalmente precisa per l'alloggiamento del tubo di rame.
Figura 2: Tubo di rame incorporato
a. Progettazione della larghezza della scanalatura: Accoppiamento forzato
La larghezza della scanalatura deve essere progettata leggermente inferiore alla larghezza del tubo di rame schiacciato (tipicamente di 0.05-0.1 mm in meno), formando un "accoppiamento forzato". Ciò permette alla scanalatura di "abbracciare" saldamente il tubo di rame tramite attrito, realizzando il fissaggio preliminare e costituendo la base per ridurre la resistenza termica di contatto.
b. Controllo della profondità della scanalatura: Sovramateriale per il taglio volo
La profondità della scanalatura determina l'altezza di sporgenza del tubo di rame dalla superficie del substrato dopo l'inserimento; questa altezza costituisce il sovramateriale per la successiva lavorazione con la tecnologia di taglio volo. La uniformità della profondità della scanalatura influisce direttamente sull'uniformità dello spessore residuo della parete del tubo di rame finale.
c. Utensile e "Vibrazione dell'utensile"
Durante la lavorazione di scanalature strette e profonde, un elevato rapporto lunghezza-diametro della fresa può facilmente causare "vibrazioni" (tremolio), portando a pareti della scanalatura rugose e dimensioni fuori tolleranza. Pertanto, la distanza tra i canali di flusso non può essere troppo ridotta; è necessario lasciare spazio per la resistenza e la rigidità dell'utensile.
d. Pulizia: Una qualità invisibile
Dopo la fresatura della scanalatura, trucioli di alluminio e residui oleosi devono essere rimossi al 100%. Qualsiasi residuo formerà uno strato termicamente isolante tra il tubo di rame e il substrato di alluminio, aumentando notevolmente la resistenza termica di contatto e causando un drastico peggioramento delle prestazioni di raffreddamento.
3-Innestaggio e Fissaggio
Obiettivo: Inserire con precisione il tubo di rame sagomato nella scanalatura del substrato e formare un legame stabile.
a. Accoppiamento forzato: La forza di fissaggio primaria
Grazie alla progettazione dimensionale precisa, il tubo di rame viene "spinto" sotto la forza esterna di una pressa in una scanalatura leggermente più stretta. La forza di ritorno elastica del materiale stesso genera un'enorme pressione di contatto, che rappresenta la fonte principale della forza di fissaggio.
Figura 3: Fissaggio del tubo termico
b. Fissaggio ausiliario: Prevenire l'"effetto altalena"
Con il solo accoppiamento forzato, le estremità del tubo di rame potrebbero sollevarsi sotto stress termico. È necessario un fissaggio ausiliario: micro-saldatura a punti (alta resistenza, ma richiede controllo del calore) o resina epossidica ad alta conducibilità termale (basso stress, ma con rischio di invecchiamento).
c. Il nemico della resistenza termica di interfaccia
L'aria tra il tubo di rame e la scanalatura di alluminio è un cattivo conduttore di calore e rappresenta la fonte principale della resistenza termica di interfaccia. Colla ad alta conducibilità termica o la saldatura possono riempire i vuoti microscopici, sostituendo l'aria e riducendo significativamente la resistenza termica.
d. Allerta sulla corrosione galvanica
L'alluminio e il rame a contatto con un elettrolita formano una pila galvanica, dove l'alluminio, funzionando da anodo, si corrode. È imperativo garantire la tenuta del sistema di raffreddamento e l'uso di acqua deionizzata/liquido di raffreddamento anticorrosivo per interrompere il percorso di corrosione a livello di sistema.
4- Formatura della Superficie (Taglio Volo vs. Incorporamento Profondo)
Obiettivo: Formare la superficie di raffreddamento finale, utilizzabile per il montaggio dei chip, caratterizzata da alta planarità e bassa resistenza termica.
a. Tecnologia di Taglio Volo: Il campione delle prestazioni
Utilizza un utensile ultra-duro per tagliare simultaneamente rame e alluminio, creando una superficie perfetta e complanare. Ciò permette alla sorgente di calore di entrare in contatto diretto e su un'ampia area con il tubo di rame dall'eccellente conducibilità termica, realizzando la resistenza termica più bassa possibile.
b. Tecnologia del Tubo Interrato Profondo: Il guardiano dell'affidabilità
Il tubo di rame tondo viene incorporato e il canale viene riempito con resina epossidica ad alta conducibilità termica. Il tubo di rame mantiene la sua forma circolare, conferendo una maggiore resistenza alla pressione; il materiale di riempimento fornisce protezione aggiuntiva e un effetto cuscinetto contro gli stress, offrendo una maggiore affidabilità, sebbene con una resistenza termica leggermente superiore rispetto al taglio volo.
c. Spessore Finale della Parete: La linea vitale
L'obiettivo di controllo fondamentale nella tecnologia di taglio volo è lo spessore residuo finale della parete del tubo di rame. Deve bilanciare le prestazioni (parete sottile) con l'affidabilità e la prevenzione del taglio della parete (parete spessa), ed è tipicamente controllato nell'intervallo aureo di 0.15-0.3 mm.
d. Planarità: La garanzia del contatto
Indipendentemente dalla tecnologia utilizzata, la planarità della superficie di montaggio (tipicamente richiesta <0.1 mm) è un requisito stringente. Anche variazioni di pochi micron devono essere compensate con pasta termica; una planarità insufficiente causa un'impennata della resistenza termica di contatto e il fallimento del raffreddamento.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
1-Pretrattamento del tubo di rame (Piegatura e Schiacciatura)
Obiettivo: Modellare un tubo di rame tondo e diritto in una forma appiattita che corrisponda esattamente al percorso di flusso progettato.
a. Scelta del materiale: Perché il rame senza ossigeno?
Il rame senza ossigeno (C1220) ha una purezza fino al 99.9% e non presenta ossidi ai confini dei grani, il che gli conferisce un'eccezionale duttilità, simile a un impasto. Ciò significa che si piega e si schiaccia senza rompersi facilmente o generare microfratture, garantendo così l'affidabilità finale.
b. Raggio di piegatura: Il limite di sicurezza
Il raggio di curvatura minimo ≥ 1.5 volte il diametro del tubo è una regola ferrea. Un valore inferiore sottoporrebbe la parete esterna del tubo a una tensione eccessiva, assottigliandola fino addirittura alla rottura. L'uso di una piegatrice con mandrino è fondamentale per prevenire la formazione di rughe all'interno della curva.
c. Schiacciamento: Una "riduzione" di precisione
Lo schiacciamento non è una semplice compressione, ma una deformazione plastica controllata eseguita tramite stampi di precisione. L'altezza del canale dopo lo schiacciamento non deve essere inferiore al 30% del diametro interno originale. L'obiettivo principale è garantire uno spessore uniforme della parete dopo lo schiacciamento; non devono presentarsi pieghe localizzate morte o eccessivi assottigliamenti, poiché in tali punti si verificherebbero future perdite.
Figura 1: Piegatura del tubo termico
d. Scelta della sequenza operativa: Piegare prima o schiacciare prima?
È imperativo "piegare prima, schiacciare dopo". Piegare un tubo tondo è un processo maturo e controllabile. Se schiacciato prima, un tubo piatto diventerebbe quasi impossibile da piegare con raggi piccoli e alta qualità; inoltre, la parete interna del canale si deformerebbe gravemente, causando un drastico aumento della resistenza al flusso.
2-Lavorazione del substrato (Fresatura di precisione della scanalatura)
Obiettivo: Lavorare nel substrato di alluminio una "rotaia" dimensionalmente precisa per l'alloggiamento del tubo di rame.
Figura 2: Tubo di rame incorporato
a. Progettazione della larghezza della scanalatura: Accoppiamento forzato
La larghezza della scanalatura deve essere progettata leggermente inferiore alla larghezza del tubo di rame schiacciato (tipicamente di 0.05-0.1 mm in meno), formando un "accoppiamento forzato". Ciò permette alla scanalatura di "abbracciare" saldamente il tubo di rame tramite attrito, realizzando il fissaggio preliminare e costituendo la base per ridurre la resistenza termica di contatto.
b. Controllo della profondità della scanalatura: Sovramateriale per il taglio volo
La profondità della scanalatura determina l'altezza di sporgenza del tubo di rame dalla superficie del substrato dopo l'inserimento; questa altezza costituisce il sovramateriale per la successiva lavorazione con la tecnologia di taglio volo. La uniformità della profondità della scanalatura influisce direttamente sull'uniformità dello spessore residuo della parete del tubo di rame finale.
c. Utensile e "Vibrazione dell'utensile"
Durante la lavorazione di scanalature strette e profonde, un elevato rapporto lunghezza-diametro della fresa può facilmente causare "vibrazioni" (tremolio), portando a pareti della scanalatura rugose e dimensioni fuori tolleranza. Pertanto, la distanza tra i canali di flusso non può essere troppo ridotta; è necessario lasciare spazio per la resistenza e la rigidità dell'utensile.
d. Pulizia: Una qualità invisibile
Dopo la fresatura della scanalatura, trucioli di alluminio e residui oleosi devono essere rimossi al 100%. Qualsiasi residuo formerà uno strato termicamente isolante tra il tubo di rame e il substrato di alluminio, aumentando notevolmente la resistenza termica di contatto e causando un drastico peggioramento delle prestazioni di raffreddamento.
3-Innestaggio e Fissaggio
Obiettivo: Inserire con precisione il tubo di rame sagomato nella scanalatura del substrato e formare un legame stabile.
a. Accoppiamento forzato: La forza di fissaggio primaria
Grazie alla progettazione dimensionale precisa, il tubo di rame viene "spinto" sotto la forza esterna di una pressa in una scanalatura leggermente più stretta. La forza di ritorno elastica del materiale stesso genera un'enorme pressione di contatto, che rappresenta la fonte principale della forza di fissaggio.
Figura 3: Fissaggio del tubo termico
b. Fissaggio ausiliario: Prevenire l'"effetto altalena"
Con il solo accoppiamento forzato, le estremità del tubo di rame potrebbero sollevarsi sotto stress termico. È necessario un fissaggio ausiliario: micro-saldatura a punti (alta resistenza, ma richiede controllo del calore) o resina epossidica ad alta conducibilità termale (basso stress, ma con rischio di invecchiamento).
c. Il nemico della resistenza termica di interfaccia
L'aria tra il tubo di rame e la scanalatura di alluminio è un cattivo conduttore di calore e rappresenta la fonte principale della resistenza termica di interfaccia. Colla ad alta conducibilità termica o la saldatura possono riempire i vuoti microscopici, sostituendo l'aria e riducendo significativamente la resistenza termica.
d. Allerta sulla corrosione galvanica
L'alluminio e il rame a contatto con un elettrolita formano una pila galvanica, dove l'alluminio, funzionando da anodo, si corrode. È imperativo garantire la tenuta del sistema di raffreddamento e l'uso di acqua deionizzata/liquido di raffreddamento anticorrosivo per interrompere il percorso di corrosione a livello di sistema.
4- Formatura della Superficie (Taglio Volo vs. Incorporamento Profondo)
Obiettivo: Formare la superficie di raffreddamento finale, utilizzabile per il montaggio dei chip, caratterizzata da alta planarità e bassa resistenza termica.
Piastra di raffreddamento con tubi di rame incorporati
a. Tecnologia di Taglio Volo: Il campione delle prestazioni
Utilizza un utensile ultra-duro per tagliare simultaneamente rame e alluminio, creando una superficie perfetta e complanare. Ciò permette alla sorgente di calore di entrare in contatto diretto e su un'ampia area con il tubo di rame dall'eccellente conducibilità termica, realizzando la resistenza termica più bassa possibile.
b. Tecnologia del Tubo Interrato Profondo: Il guardiano dell'affidabilità
Il tubo di rame tondo viene incorporato e il canale viene riempito con resina epossidica ad alta conducibilità termica. Il tubo di rame mantiene la sua forma circolare, conferendo una maggiore resistenza alla pressione; il materiale di riempimento fornisce protezione aggiuntiva e un effetto cuscinetto contro gli stress, offrendo una maggiore affidabilità, sebbene con una resistenza termica leggermente superiore rispetto al taglio volo.
c. Spessore Finale della Parete: La linea vitale
L'obiettivo di controllo fondamentale nella tecnologia di taglio volo è lo spessore residuo finale della parete del tubo di rame. Deve bilanciare le prestazioni (parete sottile) con l'affidabilità e la prevenzione del taglio della parete (parete spessa), ed è tipicamente controllato nell'intervallo aureo di 0.15-0.3 mm.
d. Planarità: La garanzia del contatto
Indipendentemente dalla tecnologia utilizzata, la planarità della superficie di montaggio (tipicamente richiesta <0.1 mm) è un requisito stringente. Anche variazioni di pochi micron devono essere compensate con pasta termica; una planarità insufficiente causa un'impennata della resistenza termica di contatto e il fallimento del raffreddamento.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Per migliorare l'autonomia e la capacità dei veicoli elettrici, i Pacchi Batteria di Trazione stanno transitando da layout a singolo strato a Strutture a Impilamento Multistrato. Questa transizione migliora significativamente la Densità Energetica, ma introduce anche nuove sfide strutturali. Questo articolo esplorerà tre aspetti: problematiche centrali, soluzioni principali e direzioni tecnologiche future.
1-Sfide centrali: Problematiche meccaniche dell'impilamento multistrato
Espandere i Pacchi Batteria da uno a Più Strati è ben lontano da un semplice impilamento. Rimodula l'ambiente meccanico interno e i Percorsi di Carico esterni, presentando quattro sfide principali:
a.Incremento verticale del Carico e rischio di Scorrimento Viscoso del Materiale
·Nelle Strutture Multistrato, il peso di Celle, Moduli e Componenti Strutturali si accumula strato dopo strato. Il Carico di Compressione Statico sopportato dallo strato inferiore è significativamente superiore a quello dello strato superiore.
·Questo ambiente di Alta Sollecitazione sostenuta pone severe prove per le Prestazioni a Lungo Termine dei materiali, in particolare la Resistenza allo Scorrimento Viscoso (la lenta Deformazione Plastica dei materiali sotto Sollecitazione Costante nel tempo).
·Se i Supporti Interstrato o i Componenti di Fissaggio delle Celle subiscono Scorrimento Viscoso, può portare al Rilassamento della Precarga, influenzando la Durata del Ciclo di Vita delle Celle e la Stabilità del Contatto dell'Interfaccia. Pertanto, è cruciale identificare materiali che combinino proprietà di Leggerezza con eccellenti Caratteristiche di Resistenza allo Scorrimento Viscoso.
b.Forza di EspansioneEffetto di Accumulo e Stabilità Strutturale
·Le Batterie agli Ioni di Litio sperimentano un "Effetto Respirazione" durante la Carica e Scarica a causa dei Cambiamenti di Volume dei Materiali degli Elettrodi, portando all'Espansione delle Celle. Nelle Strutture a Impilamento Multistrato, le Forze di Espansione si accumulano strato dopo strato, facendo sopportare ai Moduli dello strato inferiore una pressione enorme.
·Questa Sollecitazione Ciclica può facilmente innescare Rigonfiamento dell'Involucro, Guasto della Tenuta, Compressione dei Componenti Strutturali, Cortocircuito delle Celle e una Accelerata Degradazione delle Prestazioni della Batteria. Il controllo efficace richiede Sensori Integrati per Monitoraggio in Tempo Reale combinato con Simulazione Digitale per guidare la Progettazione dell'Ottimizzazione Strutturale.
c.Contraddizione centrale tra Utilizzo dello Spazio e Densità Energetica
·Affrontare la Gravità e le Forze di Espansione richiede Strutture Rinforzate (come aggiungere Traverse o ispessire Lastre), ma ciò occupa spazio prezioso e aumenta il peso, entrando in conflitto con gli obiettivi principali di migliorare la Densità Energetica Volumetrica e la Densità Energetica Gravimetrica.
·La soluzione risiede nell'Ottimizzazione Strutturale e nell'applicazione di Materiali Efficienti, spingendo la transizione dei Pacchi Batteria verso Progettazioni Ibride Multimateriale.
d.Carico di CollisionePercorso di Trasferimento e aggiornamento della Ridondanza di Sicurezza
·L'Altezza Aumentata dei Pacchi Batteria intensifica i Carichi Meccanici durante Impatto Laterale o Impatto Inferiore; la Struttura Innalzata amplifica l'Effetto Leva, imponendo maggiori richieste sulla Resistenza dei Punti di Connessione e sulla Rigidezza Intrinseca del Pacco Batteria.
·È necessario utilizzare Materiali Resistenti all'Impatto e Progettazione Integrata per ottimizzare il Trasferimento della Forza e l'Assorbimento dell'Energia, garantendo la Sicurezza delle Celle in Condizioni Estreme, thus promuovendo lo sviluppo della tecnologia di Integrazione Batteria-Scocca (CTC), rendendo il Pacco Batteria parte integrante della Struttura della Scocca del Veicolo.
2- Analisi comparativa delle soluzioni strutturali principali
Per affrontare queste sfide, il settore ha esplorato varie soluzioni innovative:
a.Vassoio Pressofuso in Un Pezzo(One-piece Die-cast Tray)
·Vantaggi: Alta Integrazione, riduzione del Numero di Componenti, migliorata Rigidezza Complessiva, Coerenza e Tenuta. Il Processo supporta Forme Geometriche Complesse, facilitando l'integrazione di Raffreddamento, Nervature di Rinforzo e Punti di Montaggio. La Struttura Monolitica aiuta a gestire Sollecitazioni Complesse.
·Sfide: La Pressofusione Integrale di Telai Multistrato impone requisiti estremamente elevati su Attrezzature, Stampi e Processi, rendendola costosa. La Riparazione Post-Collisione è difficile o impossibile. La Struttura Rigida Monolitica potrebbe mancare della Flessibilità per gestire Forze di Espansione Differenziali tra Strati.
b.Telaio Modulare Multilivello(Multi-level Frame Modular)
·Vantaggi: Flessibilità di Progettazione e Produzione, facilitando Produzione, Manutenzione e Sostituzione. Naturalmente adatto a Progettazioni Ibride Multimateriale, consentendo l'ottimizzazione delle Prestazioni e dei Costi per diversi Livelli. Attingendo al concetto di "Stratificazione Quasi-isotropa" dei Materiali Compositi per ottimizzare la Risposta Meccanica Complessiva e disperdere la Sollecitazione.
·Sfide: Numerosi Componenti e Connettori, Assemblaggio Complesso, Tolleranze Cumulative che influenzano Precisione e Precarico. Numerose Interfacce di Connessione (Bulloni, Rivetti) sono Punti di Potenziale Guasto e aumentano il peso.
c.Struttura Sandwich a Materiale Ibrido(Hybrid Material Sandwich Structure)
·Vantaggi: Eccellente Efficienza di Alleggerimento e altissima Rigidezza Specifica (Pannelli ad Alta Resistenza + Materiali del Nucleo Leggeri come Schiuma/Nido d'Ape in Alluminio). Forte Resistenza alla Flessione, con i Materiali del Nucleo che offrono sia Isolamento Termico che Caratteristiche di Assorbimento dell'Energia, migliorando la Sicurezza Termica e la Sicurezza in Collisione. Si allinea con la tendenza dell'Integrazione Multifunzionale.
·Sfide: Processo di Produzione complesso e alto costo. La Resistenza del Legame dell'Interfaccia e la Durabilità a Lungo Termine tra Pannelli e Materiali del Nucleo sono critici. I Materiali del Nucleo devono possedere un'eccellente Resistenza alla Compressione e allo Scorrimento Viscoso.
d.Struttura a Nido d'Ape Bionica
·Vantaggi: Teoricamente un Design Bionico ideale (imitando l'EsagonaleNido d'Ape) per raggiungere l'Estremo Alleggerimento, l'Alta Rigidezza e la Resistenza alla Compressione. Fornisce Supporto Uniforme con una forte Capacità di Assorbimento dell'Urto.
·Sfide: Produzione estremamente complessa e costosa, con significative Difficoltà di Integrazione con Sistemi di Raffreddamento, ecc. Attualmente principalmente nella fase di Ricerca Avanzata, richiede più tempo per l'Applicazione Commerciale su Larga Scala.
3- Direzioni chiave per le innovazioni tecnologiche
Le future innovazioni chiave per risolvere le Problematiche di Progettazione dell'Impilamento Multistrato risiedono in:
a.Materiale e Innovazione di Processo per Alleggerimento e Bilanciamento della Rigidezza
·Materiali: Ottimizzazione continua di CFRP, Leghe di Alluminio, Leghe di Magnesio; sviluppo di nuovi Polimeri Multifunzionali e Materiali Compositi che combinano Basso Scorrimento Viscoso, Alto Isolamento, Buona Conduttività Termica e Facilità di Lavorazione.
·Processi: Sviluppo di Tecnologie di Connessione Avanzate (Saldatura a Punti per Resistenza, Saldatura Laser, Saldatura a Ultrasuoni) per realizzare Connessioni Multimateriale affidabili e leggere.
b. Gestione Adattativa delle Forze di Espansione
Spostando l'approccio da "Resistenza Rigida" a "Adattamento Flessibile", creando Sistemi di Risposta Dinamica per mantenere le Celle nell'Ambiente di Sollecitazione Ottimale durante tutto il loro Ciclo di Vita.
Figura 1:Saldatura laser robotizzata dell’Involucro della batteria del veicolo elettrico
c.Connessione Interstrato e Rivoluzione dell'Integrazione
·Tecnologie di Connessione: Evoluzione dalle Connessioni Meccaniche a Bullone verso Incollaggio con Adesivo Strutturale e Saldatura Avanzata per una Distribuzione della Sollecitazione più uniforme, Buona Tenuta e Resistenza alla Fatica.
·Integrazione Finale: CTC/CTB (Cell-to-Chassis/Body) è un'importante direzione futura per l'Integrazione dei Pacchi Batteria. Eliminando i Gusci Indipendenti e integrando direttamente le Celle o i Moduli nel Telaio, l'Impilamento Multistrato stesso diventa un Componente Strutturale della Scocca (come Traverse o Pavimenti), risolvendo fondamentalmente le Limitazioni di Spazio e massimizzando la Funzionalità Strutturale della Batteria. Raggiungere questa tecnologia richiede Collaborazione Profonda in più campi, inclusi Batterie, Strutture, Gestione Termica e Sicurezza, rappresentando la Forma Ultima del concetto "Struttura come Funzione".
Figura 2:contenitori delle batterie nelle auto elettriche
L'Impilamento Multistrato è una scelta inevitabile per aumentare la Densità Energetica delle Batterie, ma porta anche enormi sfide in Struttura, Forze di Espansione e Sicurezza. La soluzione risiede nell'Innovazione dei Materiali, nell'Ottimizzazione Strutturale Bionica e nella Gestione Intelligente delle Forze di Espansione. Alla fine, i Pacchi Batteria si Integreranno Profondamente con le Scocche dei Veicoli, diventando un "Telaio Energetico" integrato.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
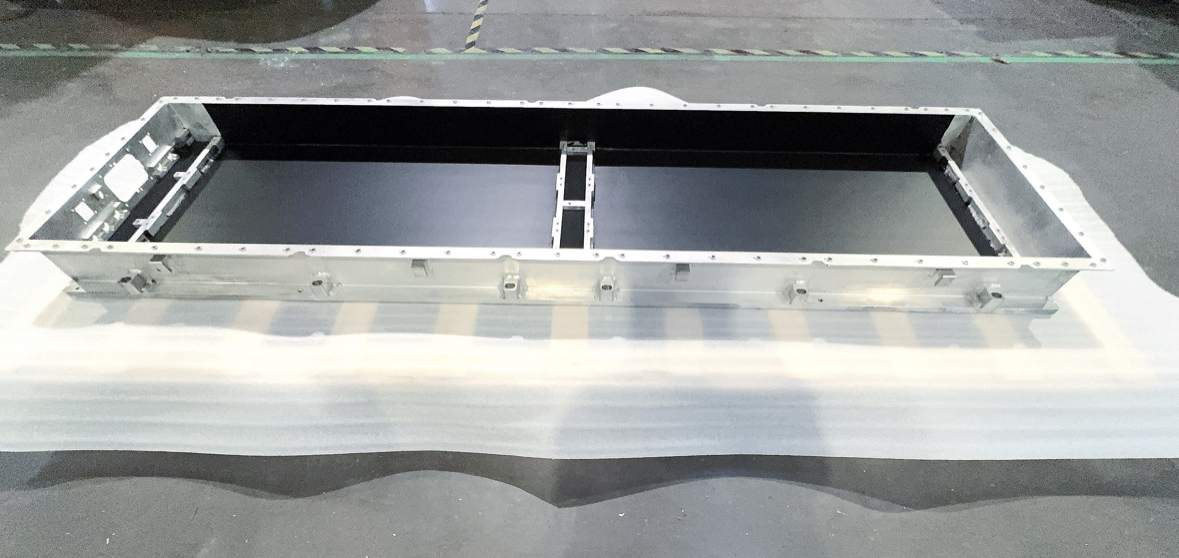
Due sfide principali degli autocarri elettrici pesanti: analisi approfondita del layout delle batterie e della tecnologia di impilamento
Quando un autocarro elettrico pesante completamente carico viaggia in autostrada, il segreto delle sue centinaia di chilometri di autonomia si nasconde nel suo telaio e nel vano batterie. Mentre l'onda dell'elettrificazione degli autocarri pesanti investe l'industria logistica globale, il layout e la tecnologia di impilamento dei sistemi batteria sono diventati critici per il successo sul mercato.
Figura 1: Soluzione di raffreddamento a liquido per batterie di autocarri elettrici pesanti
1-Layout delle batterie: come tre soluzioni rimodellano gli autocarri elettrici pesanti?
a. Layout posteriore: scelta agile per il trasporto a corto raggio
· Scenario: operazioni a corto raggio in aree chiuse come porti, miniere e acciaierie.
· Vantaggio principale: scambio rapido di batterie (i tempi specifici richiedono validazione), migliorando l'utilizzo del veicolo.
· Limitazioni: vincoli di capacità della batteria (<350 kWh standard del settore), alto centro di gravità che influisce sulla stabilità.
· Compromesso spaziale: occupa spazio di carico o cabina, riducendo la capacità di carico.
b. Layout sul telaio: il re dell'autonomia per il trasporto a lungo raggio
· Svolta nella capacità: la capacità della batteria supera 500 kWh (ad es. soluzioni dichiarate da 513 kWh).
· Efficienza spaziale: massimizza lo spazio del telaio, evitando l' dello spazio di carico.
· Sicurezza: il centro di gravità ultra basso migliora la stabilità ad alta velocità.
· Barriere tecniche: l'integrazione del telaio richiede una maggiore protezione e gestione termica.
c. Layout inferiore-laterale: motore di efficienza per le reti di scambio batterie
· Innovazione: scambio laterale di batterie aumenta l'efficienza operativa.
· Bilanciamento spaziale: preserva lo spazio di carico completo, con autonomia tra i layout posteriore e su telaio.
· Focus sulla sicurezza: richiede strutture rinforzate di protezione dagli impatti laterali.
2-Tecnologia di impilamento: soluzioni efficienti di integrazione per pacchi batteria di autocarri
Impilamento multistrato è chiave per migliorare la densità energetica:
Figura 2: Scatola di integrazione del raffreddamento a liquido impilata per autocarri pesanti
a. Impilamento integrato senza telaio:
· L'impilamento diretto delle celle riduce i componenti strutturali.
· Elimina moduli/telai, abilitando l'"impilamento Z senza soluzione di continuità".
· Aumenta significativamente la densità energetica del sistema.
· Supporta la ricarica ultra-rapida (le prestazioni richiedono validazione).
b. Integrazione modulo-telaio (es. MTB/CTC):
· MTB: i moduli si collegano direttamente al telaio, migliorando l'utilizzo del volume.
· Batteria Qilin(CTP 3.0): 72% utilizzo del volume, densità energetica di 255 Wh/kg.
· CTC: le celle si integrano nel telaio, riducendo il peso del 10%.
c. Innovazione nella forma delle celle (es. Batteria Blade):
· Celle piatte strettamente disposte, aumentando l'utilizzo del volume (>50% secondo i dati BYD).
· Supera i colli di bottiglia della densità energetica LFP.
3-Sfide tecniche fondamentali
Sfida 1: Sicurezza strutturale
· Condizioni estreme: collisioni con pali laterali minacciano i layout montati lateralmente.
· Soluzioni: alloggiamenti in lega di alluminio ad alta resistenza + buffer; simulazione di collisione FEA; test di impatto meccanico super-nazionali.
Sfida 2: Gestione termica
· Problema critico: il controllo del differenziale di temperatura all'interno dei pacchi è vitale.
· Innovazioni: raffreddamento a liquido laterale (<3°C differenziale); raffreddamento diretto a refrigerante; controllo dinamico MPC.
Sfida 3: Fatica da vibrazione
· Rischio nascosto: le vibrazioni stradali causano danni strutturali.
· Strategie: impilamento Z ottimizza la distribuzione dello stress; test di vibrazione dello spettro stradale; materiali ad alto smorzamento.
4-Tendenze attuali di sviluppo
· Layout sul telaio dominano il medio/lungo raggio: alta autonomia (>500 kWh) e basso centro di gravità sono preferiti.
· Integrazione CTC fonde le batterie con il telaio, migliorando l'utilizzo dello spazio e la rigidità.
· Gestione termica guidata dall'IA abilita un controllo preciso della temperatura (<5°C differenziale), estendendo la vita della batteria.
· Batterie semi-solide accelerano la commercializzazione, concentrandosi su sicurezza e densità energetica.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

L'ondata di camion elettrici sta rivoluzionando l'industria globale della logistica e dei trasporti, dando un forte impulso agli obiettivi di "doppia carbonio". Tuttavia, con la crescente domanda di autonomia estesa, i sistemi di batterie con capacità unitarie che superano i 500kWh o addirittura si avvicinano ai 1000kWh sono diventati comuni. Ciò equivale a dotare i veicoli di una "fortezza energetica" mobile, ma i potenziali rischi di sicurezza termica hanno anche raggiunto livelli senza precedenti. Quando convergono i tre indicatori estremi di sicurezza—"capacità ultra grande", "propagazione termica ultra rapida" (<2 minuti) e "resistenza agli urti ultra alta" (>1500kJ)—, il settore affronta un divario tecnologico significativo. Questo articolo analizza queste sfide ed esplora soluzioni sistematiche per costruire una linea di difesa dedicata alla sicurezza dei camion elettrici pesanti.
Figura 1: Soluzione di Impilamento a Tre Strati Short-Blade
1-L'Era dei 500kWh+: Opportunità e Sfide di Sicurezza
a. Il Balzo in Capacità è Diventato la Norma
Per soddisfare le esigenze del trasporto pesante e a lunga distanza, la capacità delle batterie dei camion elettrici è aumentata rapidamente da 200-300kWh a oltre 600kWh. I leader del settore hanno presentato soluzioni che vanno da 500kWh e 600kWh fino a 1000kWh, segnando l'inizio ufficiale dell'era della capacità ultra grande.
b. La Maturità della Tecnologia delle Batterie LFP (Litio Ferro Fosfato)
Le batterie LFP sono diventate un motore chiave grazie ai loro vantaggi in termini di sicurezza e durata del ciclo, rendendole la scelta principale per i camion pesanti.
2-Le "Tre Grandi Sfide" sotto Esigenze Estreme di Sicurezza
a. Controllo del Limite di Propagazione Termica (<2 Minuti)
·Obiettivo Principale: I progetti di sicurezza devono ritardare o bloccare la propagazione termica per creare una finestra temporale per l'evacuazione e il salvataggio (es., il requisito di preavviso di 5 minuti secondo lo standard cinese GB 38031-2020).
·Realtà Cruda: Nei pacchi batteria ad alta densità che superano i 500kWh, l'energia massiccia rilasciata da una singola cella durante una fuga termica può innescare facilmente una reazione a catena catastrofica. I dati dei test mostrano una propagazione termica estremamente rapida: in alcuni casi, bastano solo 22 secondi per avvolgere l'intero pacco, 5 secondi per accendere moduli adiacenti e appena 44 secondi per la propagazione tra i moduli.
·Difficoltà e Divario Principali: Come garantire efficacemente che la propagazione termica tra i moduli sia controllata per più di 2 minuti? Attualmente, nessun sistema commerciale per camion pesanti ha dichiarato pubblicamente o verificato il rispetto di questo requisito stringente.
b. Barriera di Resistenza agli Ur (>1500kJ)
·Requisito Principale: L'energia d'urto di un camion pesante completamente carico supera di gran lunga quella dei veicoli leggeri, superando facilmente i 1500kJ. Come componente strutturale del telaio, il pacco batteria deve possedere una resistenza ultra elevata per rimanere intatto dopo l'urto, prevenendo danni interni alle celle che potrebbero portare a una fuga termica.
·Realtà Cruda: Gli standard attuali nazionali e internazionali (es., GB/T 31467.3-2015, UNECE R100) mancano di soglie chiare o sufficienti per i test di energia d'urto sui pacchi batteria dei camion pesanti. I dati di certificazione pubblicamente disponibili per sistemi che superano test d'urto di 1500kJ sono estremamente scarsi. Sebbene esistano simulazioni con energie più elevate (es., 2500kJ), la validazione completa del sistema rimane una sfida significativa.
·Difficoltà e Divario Principali: L'assenza di standard chiari di protezione contro urti ad alta energia e soluzioni completamente validate.
c. Rischi di Catene di Disastri Secondari (Esplosione del Carico e Paralisi Stradale)
·Rischio di Esplosione del Carico: Le fiamme ad alta temperatura di una fuga termica della batteria possono accendere facilmente il carico (specialmente materiali pericolosi), formando una catena di disastri: "fuga termica → incendio del carico → esplosione".
·Rischio di Paralisi Stradale: Gli incendi delle batterie al litio sono difficili da estinguere (richiedono grandi volumi di acqua di raffreddamento continua) e soggetti a riaccensione. Un camion pesante di diverse tonnellate che prende fuoco su un'autostrada o in un tunnel complica gli sforzi di salvataggio (interruzione dell'alta tensione, prevenzione dei gas tossici) e richiede tempi prolungati (fino a diverse ore, con impatti potenziali che durano 24 ore), interrompendo gravemente il traffico e causando ripercussioni sociali significative.
·Difficoltà e Divario Principali: La mancanza di standard quantitativi mirati per i tempi di sgombero stradale e sistemi efficienti di risposta alle emergenze.
3-Costruire la Linea di Difesa: Progettazione del Sistema di Allerta Precoce per Eventi Termici – Rete di Protezione a Quattro Livelli
4-Soluzioni di Supporto per la Gestione Termica: Potenziamento del Sistema di Allerta Precoce
·Sistema di Raffreddamento a Liquido: Piastre di raffreddamento a liquido integrate ad alta efficienza eliminano i punti caldi localizzati, mantenendo una differenza di temperatura <3°C tra le celle.
·Design Modulare: Strutture modulari indipendenti e smontabili consentono la sostituzione rapida di unità difettose.
·Piattaforma Intelligente di Monitoraggio: Analisi in tempo reale basata su cloud dello stato di salute della batteria con avvisi automatici inviati ai team di manutenzione.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Nel mercato dei camion pesanti a nuova energia, "batterie sovrapposte" è diventato un termine chiave: i modelli principali superano ora i 370kWh di capacità, con modelli da 600kWh+ che fanno il loro debutto con frequenza. Questo non è solo un salto nelle specifiche tecniche, ma anche la dichiarazione del settore di un attacco su vasta scala al mercato del trasporto a lungo raggio - migliorando l'autonomia con una singola carica, affrontando il punto dolente principale degli utenti, l'"ansia da autonomia", e ottimizzando il costo totale di proprietà (TCO). Questo articolo analizzerà la logica commerciale e le innovazioni tecnologiche alla base di questa tendenza.
1-Logica Commerciale: Perché dobbiamo "sovrapporre le batterie"?
a. Necessità guidata dallo scenario
· Scenari chiusi (brevi distanze, alta frequenza): Porti, miniere e ambienti simili si affidano a modelli con sostituzione batteria (ricarica in 3-5 minuti), dove batterie da 280kWh sono sufficienti.
· Logistica a lungo raggio (trasporto a lunga distanza): Rappresenta il 70% del volume di merci, richiedendo un'autonomia con una singola carica di 500+ km. Le batterie da 600kWh+ servono come "biglietto d'ingresso" per questo mercato.
b. L'economia del TCO
Conclusione chiave: Quando il chilometraggio giornaliero supera i 300 km, il TCO dei camion pesanti con scambio batterie inizia a superare quello dei camion diesel.
b. Innovazione del modello: Risolvere le sfide dei costi
· Battery-as-a-Service (BaaS): Gli utenti acquistano il "veicolo nudo" con batterie in leasing mensile (¥5.000-9.000), riducendo i costi iniziali del 30%.
· Servizi di scambio batterie: Tariffa di servizio di ¥0,2-0,5 per kWh, con costi energetici totali di circa ¥2,73/km (vicino ai camion diesel a ¥2,8/km).
· Validazione commerciale: Una stazione di scambio che serve 50 veicoli/giorno può ridurre il periodo di ammortamento a 5 anni (IRR del 13,1%).
2-Innovazioni tecnologiche: Come bilanciare autonomia e peso?
a. Compromesso spaziale: Telaio per lo spazio
· Per evitare che le batterie invadano lo spazio di carico, il settore sta ottimizzando il layout delle batterie. Ad esempio, integrare le batterie nel telaio (sostituendo i tradizionali design posteriori) libera volume di carico, abbassa il baricentro e può migliorare l'efficienza energetica.
· Compromesso: Ridotta altezza da terra e modularità del telaio compromessa.
b. Compromesso nella scienza dei materiali: Densità energetica per il peso
· La chiave per la riduzione del peso sta nel migliorare la densità energetica della batteria (più energia immagazzinata per unità di peso). Una densità più elevata consente batterie più leggere o un'autonomia maggiore a parità di peso.
· Innovazione centrale: Materiali per batterie (es. catodi ad alto nichel, anodi in silicio-carbonio).
· Compromesso: Una maggiore densità energetica comporta spesso rischi per la sicurezza, una durata più breve, costi più elevati e una capacità di ricarica rapida ridotta, richiedendo un difficile bilanciamento di più parametri.
c. Compromesso nel modello di business: Rete contro pressione sul singolo veicolo
· Il modello di scambio batterie sposta l'onere dell'"autonomia infinita" dai singoli veicoli alla rete di scambio. Distribuendo stazioni di scambio dense lungo i percorsi, i camion hanno bisogno solo di carica sufficiente per raggiungere la stazione successiva, eliminando batterie sovradimensionate.
· Risultato: Riduce le richieste estreme di capacità della batteria, rendendo i carichi delle batterie a bordo più "razionali".
d. Gestione del valore residuo: La barriera principale per BaaS
Le banche di batterie devono sviluppare capacità per l'intero ciclo di vita: monitoraggio dello Stato di Salute (SOH), riutilizzo a cascata e sistemi di riciclaggio.
Figura 1: Involucro del pacco batterie per camion pesanti
3-Tendenze future: Da "batterie sovrapposte" a "carico energetico efficiente"
a. Evoluzione tecnologica: Le batterie a stato solido supereranno le barriere della densità energetica, riequilibrando peso e autonomia.
b. Infrastruttura di ricarica: Protocolli standardizzati per lo scambio di camion pesanti e sinergia con la rete (es. peak shaving) sono fondamentali per la scalabilità.
c. Competizione multi-percorso: I camion pesanti a idrogeno mantengono un potenziale di sostituzione nei segmenti a lungo raggio e carichi pesanti.
Strategia a fasi, evoluzione a lungo termine
"Batterie sovrapposte" è una scelta inevitabile per i camion elettrici pesanti per conquistare la logistica a lungo raggio, riflettendo un equilibrio dinamico tra esigenze commerciali e realtà tecniche. Con l'avanzamento della tecnologia delle batterie e la maturazione dei modelli di business, il settore passerà da una "corsa alla capacità" a una "corsa all'efficienza". Attualmente, sta guidando i camion pesanti a nuova energia della Cina a completare il salto critico da "di nicchia" a "mainstream".
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
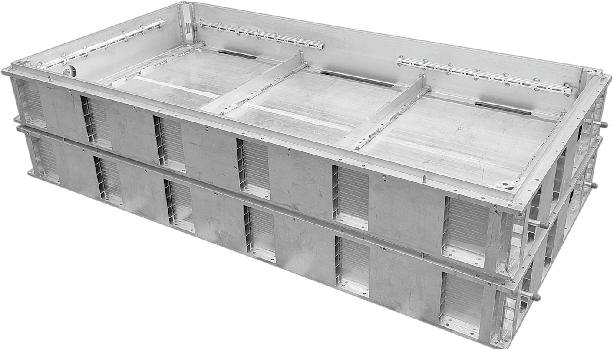
I camion pesanti (HDT), come forza centrale nella logistica stradale, hanno reso la sicurezza, l'affidabilità e la convenienza dei loro sistemi di batteria un focus tecnologico chiave. Il vassoio batteria, come componente strutturale critico che sostiene, protegge e gestisce i moduli della batteria, sta ora affrontando sfide estreme senza precedenti.
Figura 1: Vassoio della batteria per camion pesanti elettrici
1-Sfide Estreme per i Vassoi Batteria dei Camion Pesanti
a. Requisiti Stringenti di Durabilità Meccanica: Vibrazione, Impatto e Vita Utile di Milioni di Chilometri
I camion pesanti sono progettati con una vita utile ≥1,5 milioni di chilometri, 10 volte più lunga di quella dei veicoli passeggeri. Il vassoio batteria deve resistere continuamente ai seguenti tre tipi di carichi meccanici estremi durante tutto il suo ciclo di vita:
·Vibrazioni casuali ad alta frequenza: Quando sono a pieno carico e viaggiano su strade non asfaltate, in costruzione o irregolari, il telaio genera vibrazioni casuali su una vasta banda di frequenza (5 Hz–2 kHz). Queste vibrazioni non solo testano il limite di fatica del telaio principale del vassoio, ma inducono anche microfratture nelle zone di concentrazione degli sforzi come saldature, fori per bulloni e flange, diventando potenziali punti di inizio guasto.
·Impatto transitorio ad alto-g: Buche profonde, frenate di emergenza o cadute possono generare accelerazioni d'impatto superiori a 50 g in millisecondi. Il vassoio deve assorbire/dissipare istantaneamente l'energia per prevenire lo spostamento delle celle, cortocircuiti o la rottura dell'involucro.
·Danno da fatica cumulativo: Una vita utile di un milione di chilometri significa centinaia di milioni di cicli di vibrazione. Sotto sforzo alternato, le leghe di alluminio sono soggette all'iniziazione e propagazione di crepe da fatica, portando infine alla frattura strutturale. Il compito principale del design è ritardare l'iniziazione delle crepe fino al ritiro del veicolo attraverso ottimizzazione topologica, rinforzo locale, integrazione di materiali ibridi e controllo del processo.
b. Sfide complesse di gestione termica e cicli termici
A causa della loro capacità ultra elevata (centinaia di kWh) e della carica/scarica ad alta potenza, i pacchi batteria per camion pesanti generano calore massiccio. Operano inoltre in ambienti che vanno dall'artico al tropicale, affrontando differenziali di temperatura estremi.
·Controllo a ampio intervallo di temperatura: Il vassoio e il sistema di gestione termica (TMS) devono mantenere con precisione le temperature delle celle nell'intervallo ottimale di 25-40°C con temperature ambientali che vanno da -40°C a +85°C, con una variazione di temperatura <5°C tra le singole celle.
·Cicli termici ad alto stress: Nei test di invecchiamento accelerato, il sistema deve sopportare migliaia di cicli di shock termico -40°C ↔ +85°C (velocità di rampa: 5-15°C/min, tempo di permanenza: 5-15 minuti). Questo processo provoca ripetute espansioni/contrazioni termiche alle interfacce dei materiali (lega di alluminio/sigillante/componenti plastici), ponendo gravi sfide all'affidabilità dei giunti saldati/adesivi nei canali di raffreddamento integrati.
2-Soluzioni materiali mainstream e tecnologie di integrazione multifunzionale
Per affrontare queste sfide, l'industria ha sviluppato una roadmap tecnologica basata su leghe di alluminio ad alta resistenza, evolvendo verso progetti multifunzionali altamente integrati.
a. Selezione del materiale core: Il dominio delle leghe di alluminio serie 6xxx
In competizione con acciaio, leghe di magnesio e compositi, le leghe di alluminio serie 6xxx (Al-Mg-Si) sono diventate il materiale mainstream per i vassoi batteria dei camion pesanti grazie alle loro eccellenti prestazioni complessive, tecniche di lavorazione mature ed elevata convenienza.
Principali gradi di lega e proprietà:
·6061-T6: Il grado più utilizzato, rinomato per la sua eccezionale resistenza, buona saldabilità e resistenza alla corrosione.
·6005A-T6 e 6063-T6: Opzioni supplementari, che offrono anche una buona estrudibilità, adatte per componenti con requisiti di resistenza leggermente inferiori.
b. Cambio di paradigma nella filosofia di progettazione: Gestione termica e monitoraggio della salute strutturale
La filosofia di progettazione dei moderni vassoi batteria per camion pesanti ha subito una trasformazione fondamentale, evolvendosi da una struttura puramente meccanica "portante" a una piattaforma altamente integrata di "regolazione termica intelligente". Questo cambiamento si manifesta principalmente in due direzioni tecnologiche chiave:
·Gestione Termica Integrata (Applicazione Matura)
Attualmente l'approccio più maturo tecnologicamente e ampiamente adottato, il suo concetto centrale prevede l'integrazione diretta della funzionalità di raffreddamento nel design strutturale del vassoio per ottenere una regolazione termica compatta ed efficiente.
·Esplorazione del Monitoraggio della Salute Strutturale (SHM) (Fase Iniziale)
Questa tecnologia emergente mira a rilevare preventivamente potenziali danni strutturali (es. crepe, deformazioni) durante il servizio a lungo termine. Tuttavia, rimane nella fase di validazione e ricerca di laboratorio, mancando di casi di implementazione commerciale su larga scala o di dati sufficienti sull'affidabilità operativa a lungo termine.
3-Analisi dei principali processi di produzione
I processi di produzione per i vassoi batteria dei camion pesanti determinano direttamente il loro costo, prestazioni ed efficienza produttiva. L'approccio principale combina estrusione di alluminio e saldatura a attrito (FSW), bilanciando ottimamente i requisiti prestazionali con modelli di produzione a piccoli-medio lotti.
a. Estrusione di Alluminio
Questo processo modella i lingotti di alluminio in componenti strutturali allungati (es. traverse, longheroni) tramite stampi. Come tecnologia fondamentale per i vassoi batteria, offre:
·Vantaggi: Bassi costi degli stampi, brevi cicli di sviluppo e adattabilità a parti grandi e non standardizzate in piccoli lotti.
·Limitazioni: Richiede taglio, lavorazione e assemblaggio con saldatura multi-step, risultando in bassa automazione, tempi di ciclo più lenti ed efficienza inferiore rispetto alla fusione a pressione integrata.
b. Saldatura a Attrito (FSW)
Tecnologia di giunzione allo stato solido, la FSW genera calore tramite un utensile rotante per ottenere saldature di alluminio ad alta resistenza, rendendola la scelta principale per giunti portanti/sigillati:
·Prestazioni: La resistenza della saldatura raggiunge l'80-90% del materiale base, senza difetti di porosità/crepe. La minima distorsione termica garantisce tenuta IP67+ ed eco-compatibilità.
·Vincolo: Limitata a geometrie di saldatura piane/a curvatura semplice.
I vassoi batteria in lega di alluminio per camion pesanti hanno superato il loro ruolo di strutture leggere ad alta resistenza per diventare piattaforme integrate multifunzionali. Tuttavia, la proliferazione di funzionalità introduce sfide come guasti da accoppiamento multi-fisico, complessità di processo e rischi di affidabilità. Le future innovazioni dipenderanno dalla co-innovazione materiale-processo-sistema, sfruttando interfacce adattive e tecnologie di digital twin per consentire l'evoluzione sicura e sostenibile di vassoi intelligenti.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

La Rivoluzione delle Grandi Celle Guidata dai Costi e le Sfide di Raffreddamento:L'industria dello stoccaggio energetico sta attraversando una profonda trasformazione guidata dalla "riduzione dei costi e aumento dell'efficienza" – la rapida ascesa della roadmap tecnologica delle celle di grande capacità. Le celle da 300Ah+ stanno diventando lo standard, mentre quelle da 500Ah e di capacità ancora superiore stanno accelerando il loro dispiegamento. Sebbene questa rivoluzione aumenti la densità energetica del sistema e riduca i costi per wattora, presenta anche sfide significative: un drastico aumento della massa individuale delle celle, un'impennata del peso complessivo dei moduli/pack (batterie), moltiplicando la pressione di carico sulle strutture di supporto inferiori; una maggiore potenza di generazione del calore e percorsi di trasferimento termico interno più lunghi impongono richieste estreme sull'efficienza e uniformità del sistema di gestione termica. In quanto nucleo della gestione termica del pack, le piastre di raffreddamento a liquido (cold plate) sono in prima linea nella pressione all'aggiornamento.
I tradizionali progetti di cold plate a "copertura a lamiera sottile" non sono più sostenibili. Sotto i vincoli di spazio limitato e rigoroso controllo dei costi, le cold plate devono trascendere la loro singola funzione di dissipazione del calore ed evolversi verso una triade funzionale di "integrazione strutturale-funzionale, efficienza termica ottimizzata e alleggerimento sistemico". Questo articolo approfondirà questa via progettuale avanzata.
1- Integrazione Strutturale-Funzionale: La "Rivoluzione Portante" delle Cold Plate
Con l'aumento significativo della massa delle celle, i carichi sopportati dal piano base dell'involucro (enclosure) e dalla cold plate aumentano drasticamente. Progettare la cold plate come componente strutturale portante è il punto di svolta chiave per risolvere i conflitti tra peso, costo e spazio.
a. Diventare lo "Scheletro" dell'Involucro: Piano Base Portante Integrato
Concetto Progettuale:La cold plate non si limita più ad aderire al piano base dell'involucro; diventa essa stessa la struttura portante primaria dell'involucro (enclosure).
Vantaggi Fondamentali: Riduce significativamente le tradizionali piastre basi e le staffe di montaggio, abbassando notevolmente il peso del sistema e i costi dei materiali, e semplificando il processo di assemblaggio.
Requisiti Tecnici: Deve dimostrare rigidità e resistenza alla flessione, compressione e impatto estremamente elevate.
b. Incorporare "l'Armatura": Ottimizzazione Topologica e Strutture di Rinforzo
Progettazione Guidata dalla Meccanica:Utilizzare simulazioni CAE per l'ottimizzazione topologica, integrando nervature di irrigidimento, ecc., nelle aree non critiche per la dissipazione termica della piastra fredda (ad es., spazi tra i canali di flusso, bordi).
Utilizzo Efficiente del Materiale:Il design ottimizzato assicura che il materiale sia distribuito lungo i percorsi critici di sollecitazione, eliminando il materiale ridondante, raggiungendo così l'alleggerimento garantendo al contempo la capacità portante.
c. Piattaforma Portante a Livello Modulo: Consolidamento dei Componenti
Le piastre fredde di grandi dimensioni e ad alta resistenza possono fungere direttamente da piastra base di montaggio e struttura portante per i moduli. Le celle o i moduli vengono fissati direttamente su di esse, eliminando la necessità di ulteriori telai di supporto, semplificando ulteriormente la struttura e migliorando l'efficienza volumetrica.
2-Miglioramento Significativo delle Prestazioni di Dissipazione Termica: L'arte di Bilanciare Efficienza ed Equazione
I punti critici principali delle grandi celle sono la difficoltà di dissipare il calore nell'area centrale e il controllo della differenza di temperatura complessiva. La progettazione delle piastre raffreddate a liquido richiede innovazioni su più dimensioni, inclusi canali di flusso, interfacce e materiali.
a. Progettazione dei Canali di Flusso: da "Tubazione Semplice" a "Vaso Sanguigno Intelligente"
Deviazione Precisa e Turbolenza Aumentata:Adotta canali di flusso dendritici (a forma d'albero) e strutture ibride a serpentina + colonne turbolatrici/alette. Ciò aumenta il flusso e la turbolenza nella zona ad alta generazione termica al centro della cella. Evita l'effetto "raffreddamento rapido ai bordi e raffreddamento lento al centro" causato da percorsi rettilinei con diametro di deriva elevato.
Sezione Variabile e Raffreddamento a Zone: Basandosi sulla generazione di calore in diverse aree della cella (es. centro > bordi), progettare canali di flusso a sezione trasversale graduata o circuiti a zone controllabili indipendentemente. Ciò consente una distribuzione precisa e su richiesta del calore, con controllo della differenza di temperatura fino a ±2°C.
Ottimizzazione Biomimetica e Topologica dei Canali: Utilizzo di tecniche CFD e di ottimizzazione topologica per generare una rete di canali a "crescita naturale" efficiente e a bassa resistenza idraulica, massimizzando l'area e l'efficienza di scambio termico e riducendo le perdite di potenza della pompa.
b. Superare la Resistenza Termica d'Interfaccia: Rendere il "Contatto" più Stretto
Materiali d'Interfaccia Termica (TIM) ad Alte Prestazioni: Ricerca e sviluppo di guarnizioni/gel/materiali a cambiamento di fase termoconduttori ad alta conducibilità (>5 W/mK), bassa resistenza termica e stabilità di lunga durata, considerando anche isolamento elettrico, ammortizzazione e lavorabilità.
Ingegnerizzazione della Superficie a Microstruttura: Lavorazione di microscanalature, array di microprotuberanze o applicazione di rivestimenti speciali sulla superficie di contatto della piastra fredda. Ciò aumenta l'area di contatto effettiva, migliora il contatto tramite forze capillari e riduce significativamente la resistenza termica d'interfaccia (riducibile del 30-50%).
c. Aggiornamento dei Materiali: Doppia Ricerca di Conducibilità Termica e Resistenza
Esplorazione di leghe di alluminio a più alta conducibilità termica (es. leghe 6000 ad alta conducibilità e specifiche leghe della serie 7000) o materiali compositi a base alluminio (AMC - Aluminium Matrix Composites). Questo avviene garantendo la resistenza strutturale, per migliorare la conducibilità termica di base.
3-Alleggerimento Globale: Una Sfida Peso dove Ogni Grammo Conta
Ogni grammo di peso ridotto significa costi inferiori ed efficienza migliorata nel trasporto e nell'installazione.
Design "Dimagrante" di Precisione:
a. Assottigliamento Guidato dalla Simulazione: Tramite calcoli CAE precisi, si raggiunge il massimo assottigliamento dello spessore della parete della piastra fredda, rispettando i requisiti di resistenza, rigidità e dissipazione termica (es. riduzione da 2.0 mm a 1.5 mm).
b. Struttura alveolare e svuotamenti: Progettare cavità vuote o eseguire svuotamenti sicuri all'interno delle nervature di irrigidimento e nelle aree non critiche.
c. Applicazione di Materiali ad Alta Resistenza: Utilizzo di leghe di alluminio a più alta resistenza (come la serie 7xxx) per ottenere una riduzione dello spessore e del peso a parità di prestazioni.
4-Processo di Produzione: La Base che Sostiene il Design Avanzato
La "strutturalizzazione" e la "complessità" delle piastre raffreddate a liquido pongono requisiti più elevati per i processi di produzione.
Aggiornamento e Integrazione dei Processi Mainstream:
Estrusione di Alluminio + Saldatura a Attrito Rotazionale (FSW - Friction Stir Welding): I vantaggi risiedono nelle grandi dimensioni e nell'elevata resistenza strutturale. Direzione avanzata: Sviluppare profilati complessi con canali di flusso e nervature integrati; Superare le sfide della tecnologia FSW per saldature ultra-lunghe e a sezione variabile, garantendo resistenza della saldatura e tenuta stagna.
Imbutitura + Brasatura: Il vantaggio risiede nella flessibilità del design dei canali e nel grande potenziale di alleggerimento. Direzione avanzata: Raggiungere l'imbutitura di precisione per canali di flusso più profondi e complessi; Migliorare la resa produttiva e l'affidabilità dei giunti nella brasatura di parti di grandi dimensioni e multi-componente; Integrare strutture rinforzate sui componenti imbutiti.
Pressofusione ad Alta Pressione (HPDC - High Pressure Die Casting): Il potenziale risiede nella produzione di piastre fredde altamente integrate e di forma estremamente complessa (con canali di flusso, posizioni per nervature e interfacce integrati in un unico pezzo). È necessario superare sfide come il costo dello stampo, la liscezza superficiale interna dei canali e il controllo della porosità.
Innovazione nei Processi Ibridi: Innovazione nella combinazione di più processi, integrando i vantaggi di diverse tecnologie produttive per soddisfare requisiti progettuali più complessi.
5-Affidabilità: La Linea Vitale del Design Integrato
Quando la piastra raffreddata a liquido diventa il nucleo strutturale, la sua affidabilità è direttamente collegata alla sicurezza dell'intero pacco batteria (PACK).
Rafforzare la Doppia Affidabilità "Struttura-Fluido":
a. Verifica Meccanica Estrema: Simulare condizioni operative critiche mediante test di vibrazione, impatto, compressione e caduta che superino significativamente gli standard normativi.
b. Garanzia della Vita a Fatica: Eseguire simulazioni e test avanzati di fatica strutturale e cicli pressori, assicurando assenza di perdite o fratture sotto carichi alternati prolungati.
c. Tenuta Ridondante: Implementare strategie di sigillatura multipla per le interfacce critiche.
d. Controllo Qualitativo Rigoroso: Introdurre sistemi di test automatizzati in-linea per garantire consistenza produttiva.
Il percorso evolutivo delle piastre di raffreddamento a liquido per accumulo energetico incarna l’essenza dell’innovazione tecnologica che guida la riduzione dei costi e l’efficienza industriale. Chi conquisterà la leadership nella progettazione dell’"integrazione strutturale-funzionale" dominerà la competizione nel mercato dell’accumulo da mille miliardi di dollari. Questa silenziosa "rivoluzione del piano base" sta ridefinendo radicalmente il futuro dei sistemi energetici.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

L'essenza del raffreddamento IGBT è il problema dell'efficienza del trasferimento di calore sotto resistori termici multistrato in serie, tra i quali la resistenza termica dell'interfaccia rappresenta oltre il 60% ed è il principale oggetto di ottimizzazione.
Figura 1: Diagramma della resistenza termica dell'IGBT
1-La radice del problema: dove si nasconde la resistenza termica?
La resistenza termica del modulo IGBT è una complessa struttura multistrato che coinvolge più strati di materiale e percorsi di conduzione del calore. La resistenza termica del modulo IGBT è composta principalmente dalla resistenza termica (Rth) del modulo IGBT, che a sua volta è composta dalla resistenza termica giunzione-involucro (Rth-Rjc) e dalla resistenza termica involucro-ambiente (Rth-Rca) in serie:
a. Resistenza termica giunzione-involucro (Rth-Rjc):
· La scheda ceramica rivestita in rame è il principale collo di bottiglia: rappresenta oltre il 75% di Rth-Rjc, poiché il suo strato ceramico (come Al₂O₃) ha una bassa conduttività termica (15-35 W/m·K) e il suo spessore non può essere ignorato. · Altri livelli rappresentano il restante 25% della resistenza termica del chip (conduttività termica del silicio ≈ 150 W/m·K), della resistenza termica dello strato di saldatura (i vuoti causano resistenza termica di interfaccia) e della resistenza termica del substrato di rame (elevata conduttività termica ma ridotto effetto spessore). b. Resistenza termica guscio-ambiente (Rth-Rca):
· La resistenza termica di contatto dell'interfaccia è dominante: la resistenza termica della pasta termoconduttiva/superficie di contatto tra il substrato e il dissipatore di calore rappresenta il 40-60% della resistenza termica totale e rappresenta oltre il 60% nel tradizionale design di dissipazione del calore monolaterale.
· Influenza della struttura di dissipazione del calore: ad esempio, in un dissipatore di calore raffreddato ad aria, la resistenza termica di contatto (Rjc), la resistenza termica di conduttività termica (Rch) e la resistenza termica di scambio termico (Rha) rappresentano rispettivamente il 65,9%, il 5,9% e il 28,2% (struttura ad alette convenzionale).
2- Percorso per superare la resistenza termica: ottimizzazione coordinata di materiali e strutture
a. Assottigliamento del chip: riduzione della resistenza termica interna
· Evoluzione tecnologica: assottigliamento da 200 μm per wafer PT a 70 μm per IGBT7, con una riduzione della resistenza termica del 60%. Il processo di assottigliamento (rettifica/CMP/incisione al plasma) può ridurre le sollecitazioni e migliorare l'efficienza di diffusione termica.
· Meccanismo fisico: lo spessore si riduce da 350 μm a 110 μm e la capacità termica per unità di area (Cth) si riduce da 786,5 J/℃·m² a 247,2 J/℃·m², accelerando la dissipazione del calore transitorio. Dopo l'assottigliamento, la resistenza si riduce, il contatto ohmico si migliora e il rischio di guasti causato da sollecitazioni interne si riduce.
b. Innovazione dell'interfaccia: la sinterizzazione dell'argento sostituisce il grasso siliconico termoconduttivo
L'aggiornamento del materiale dell'interfaccia è fondamentale per ridurre la resistenza termica del contatto:
Tabella 1: Confronto della conduttività termica tra sinterizzazione d'argento e grasso siliconico termoconduttivo
c. Aggiornamento del substrato: ceramiche ad alta conducibilità termica e diamante
I materiali del substrato stanno subendo un'evoluzione fondamentale, passando da Al₂O₃ ad AlN e infine al diamante. L'obiettivo principale è migliorare significativamente la conducibilità termica per soddisfare le esigenze di dissipazione del calore dei dispositivi elettronici ad alta densità di potenza.
· Innovazione del substrato AlN
La conducibilità termica può raggiungere valori da 5 a 10 volte superiori a quelli dell'Al₂O₃. Il coefficiente di dilatazione termica (circa 4,5 ppm/K) è più vicino a quello del silicio (circa 2,6 ppm/K), il che riduce efficacemente lo stress da disadattamento termico tra i chip di silicio.
· Prospettive dei substrati di diamante: la conducibilità termica supera i 2000 W/(m·K) (80 volte superiore a quella dell'Al₂O₃), il coefficiente di dilatazione termica è di 1,1 ppm/K, il che si adatta perfettamente ai chip di silicio. La conduttività termica dei materiali compositi diamante/alluminio raggiunge 613 W/(m·K) (2,6 volte quella dell'alluminio puro) e l'ottimizzazione dell'interfaccia migliora la resistenza del legame.
Tabella 2: Confronto delle principali proprietà dei materiali del substrato
3- Sfide nel superare la resistenza termica
a. Collo di bottiglia della resistenza meccanica dovuto all'assottigliamento del chip
Ridurre lo spessore da 200 μm a 70 μm (IGBT7) può ridurre la resistenza termica del 60%, ma un ulteriore assottigliamento a 20 μm comporta il rischio di frattura. I chip ultrasottili (<50 μm) sono soggetti a microfratture a causa della mancata corrispondenza del coefficiente di dilatazione termica (CTE).
b. Sfida del substrato ad alta conduttività termica
Tabella 3: Sfide del substrato ad alta conduttività termica
c. Affidabilità dell'interfaccia: sfida di accoppiamento multifisico
· Rischio di disallineamento del CTE di sinterizzazione dell'argento: lo strato di sinterizzazione dell'argento (CTE = 18,4 ppm/K) differisce di 4 volte rispetto al chip SiC (CTE = 4,5 ppm/K) e i cicli termici sono soggetti a delaminazione.
· Controllo della pressione di contatto dell'interfaccia: una pressione compresa tra 0,1 e 0,5 MPa può ridurre la resistenza termica del 40%, ma una pressione >1 MPa comprimerà lo strato di argento.
Con l'ingresso della densità di potenza degli IGBT nell'era dei 10 kW/cm², la progettazione della dissipazione del calore è passata dall'essere una "ingegneria ausiliaria" a un "punto di svolta per il collo di bottiglia del sistema". La rivoluzione del substrato da Al₂O₃ al diamante, la transizione dell'interfaccia dal grasso siliconico alla sinterizzazione del rame e la riduzione delle dimensioni dei chip da 200 μm a 50 μm rappresentano essenzialmente una battaglia contro il secondo principio della termodinamica. La progettazione della dissipazione del calore si sta avvicinando al limite fisico e la sinergia triangolare tra materiali, struttura e processo diventerà la chiave per la svolta.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
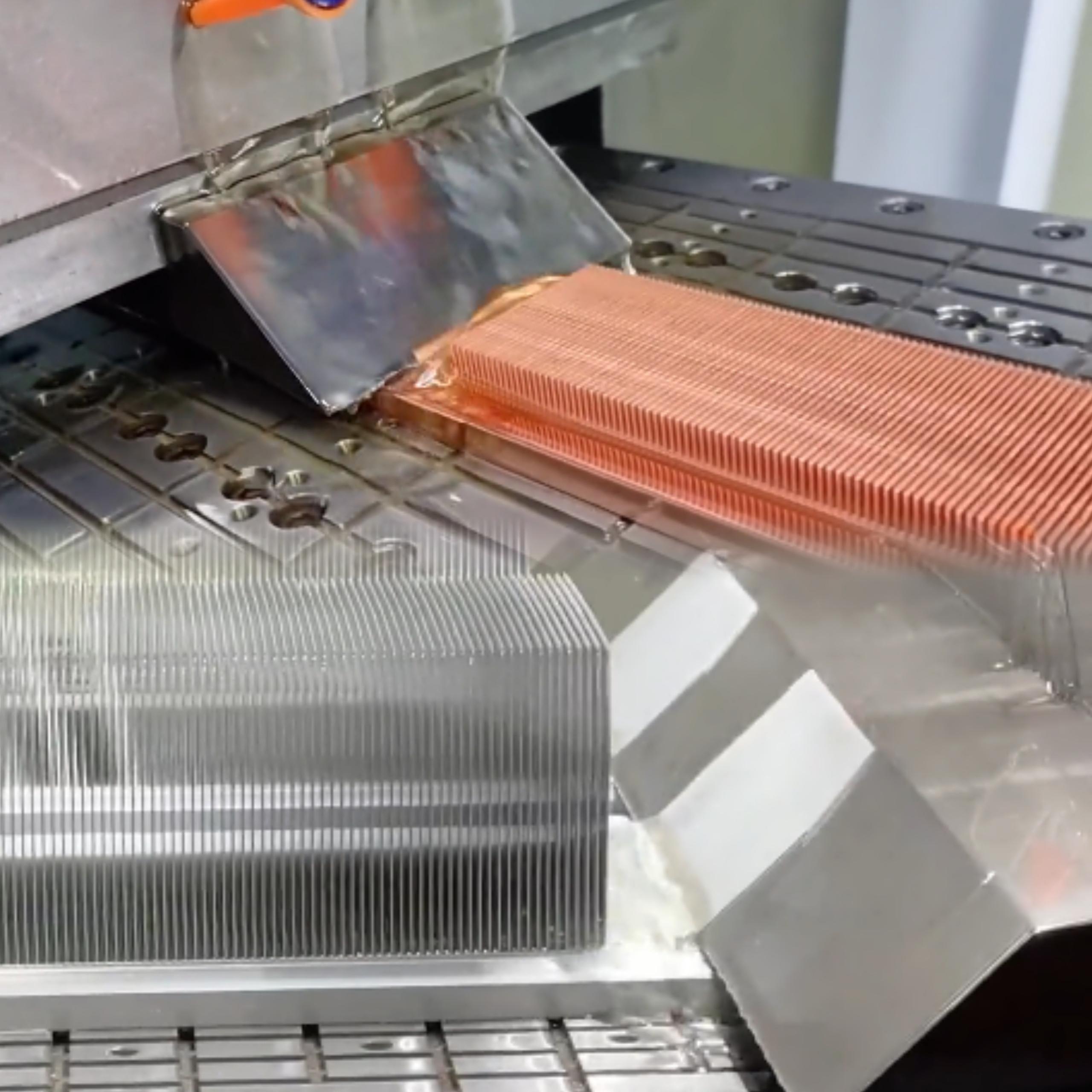
La sostituzione del rame con l'alluminio è diventata una tendenza irreversibile nel campo dei dissipatore di calore skiving. I principali fattori trainanti sono il costo, la leggerezza e la sicurezza delle risorse, e il divario prestazionale viene colmato attraverso l'innovazione di processo (tecnologia skiving, progettazione a microcanali). Nelle applicazioni tipiche, le soluzioni in alluminio sono state ampiamente utilizzate in scenari ad alta efficienza come data center e veicoli a energia rinnovabile. Tuttavia, la sostituzione del rame con l'alluminio non è una semplice sostituzione di materiale, ma un progetto sistematico che richiede un'ottimizzazione completa dalla selezione del materiale, alla progettazione strutturale, al processo di produzione e agli scenari applicativi per raggiungere il miglior equilibrio tra costi e prestazioni. Questo articolo esplorerà in dettaglio le principali innovazioni tecnologiche e le soluzioni applicative in questa pratica di sostituzione.
1-Alluminio vs. Rame: Proprietà dei Materiali e Sfide della Sostituzione
Per valutare scientificamente la fattibilità della sostituzione del rame con l'alluminio, dobbiamo prima comprendere le differenze nelle proprietà fisiche fondamentali dei due metalli nelle applicazioni di dissipazione del calore:
Tabella 1: Confronto completo delle proprietà dei materiali di dissipazione del calore in alluminio e rame
Le prestazioni del dissipatore di calore dipendono non solo dalla conduttività termica del materiale, ma anche dalle caratteristiche di capacità termica e dall'utilizzo dell'area superficiale. La differenza nelle proprietà fisiche tra alluminio e rame determina il limite di fattibilità della sostituzione:
a. La relazione dialettica tra conduttività termica e capacità termica
·Vantaggio istantaneo del rame: elevata conduttività termica (385 W/m·K), diffusione iniziale del calore più rapida;
·Svolta a regime stazionario dell'alluminio: elevata capacità termica specifica (900 J/kg·K, 2,3 volte superiore a quella del rame), aumento del 133% della capacità di accumulo di calore per unità di massa, bassa densità (2,7 g/cm³, 30% di rame), aumento del 40% dell'area di dissipazione del calore a parità di volume e equilibrio a lungo termine ottenuto grazie a una maggiore area superficiale durante la fase di dissipazione continua del calore.
b. Aggiunta di adattamento termico
Il coefficiente di dilatazione termica dell'alluminio (23,1×10⁻⁶/K) è prossimo a quello del substrato del PCB (13-18×10⁻⁶/K), riducendo il rischio di guasti dovuti a stress termico.
Inoltre, questa tendenza è guidata da un cambiamento di prospettiva nelle prestazioni, che prevede una riduzione della conduttività termica locale in cambio di alleggerimento a livello di sistema, ottimizzazione dei costi e maggiore sostenibilità.
2-Innovazioni chiave nel processo di produzione
a. Innovazione nel sistema dei materiali: ottimizzazione della composizione della lega e controllo della durezza
· Punti critici tradizionali: i materiali in alluminio tradizionali (come l'alluminio puro 1060) hanno una bassa durezza (24-38 HB) e sono facili da smussare, ma le lavorazioni successive tendono ad attaccarsi all'utensile; la lega di alluminio 6063 ha un'elevata durezza (34-42 HB), che favorisce le lavorazioni successive, ma l'altezza di smussatura è limitata (≤50 mm). · Punto di svolta: Grazie all'ottimizzazione della composizione della lega (Si 0,25%, Mg 0,41%) e all'innovazione dei processi di fusione e colata (omogeneizzazione a 556°C + estrusione a 430°C/tempra a 490°C), la durezza dei materiali in alluminio viene controllata in più fasi: mantenimento di una bassa durezza di 32-39HB prima della fresatura (per garantire la lavorazione di alette alte 70 mm) e rafforzamento a 55-64HB dopo la fresatura (per risolvere il problema dell'aderenza all'utensile durante la lavorazione).
· Controllo delle impurità e bilanciamento della conduttività termica: Grazie al controllo dell'elevata purezza di Fe≤0,11% e Cu≤0,02% (base in alluminio 99,70%), viene mantenuta un'elevata conduttività termica, migliorando al contempo l'efficienza di lavorazione, in modo che i radiatori in alluminio ad alette alte offrano sia prestazioni di lavorazione che resistenza in servizio.
b. Differenza essenziale tra durezza del materiale e risposta al taglio: il vantaggio principale dell'alluminio nell'ottenere alette ultrasottili risiede nelle sue caratteristiche di incrudimento e nei requisiti di forza di taglio.
Analisi tecnica:
·Le proprietà di morbidezza del rame portano al processo di alettatura a spigoli vivi: l'estrusione dell'utensile causa facilmente l'accumulo di materiale alla radice dell'aletta (formando un "effetto arricciatura").
·L'area del film sottile presenta una deformazione plastica significativa (elevato tasso di instabilità quando lo spessore è <0,1 mm); il grado di incrudimento è debole e la struttura non può essere rinforzata dalla deformazione.
·Nella spellatura della lega di alluminio: l'incrudimento migliora significativamente la rigidità dell'aletta (la resistenza della lega 6063 aumenta dopo l'incrudimento a freddo); la bassa forza di taglio consente l'utilizzo di utensili a lama sottile più precisi; il recupero elastico ridotto (circa 1/3 del rame) garantisce la precisione geometrica dell'aletta.
c. Svolta nei limiti strutturali e nell'ottimizzazione dei costi
La progettazione di alette ultrasottili mira essenzialmente a massimizzare il rapporto superficie/volume, e le proprietà fisiche dell'alluminio sono più adatte a questo obiettivo:
Tabella 2: Confronto dei parametri dei dissipatore di calore skiving in alluminio e rame
I profili in alluminio a sezione trasversale semplice (piastra/scanalatura) vengono utilizzati per sostituire stampi complessi, riducendo i costi di stampaggio del 60%. La produzione in piccoli lotti utilizza direttamente alette a piastra (senza stampo) per adattarsi alle esigenze personalizzate.
3-Essenza della tendenza: l'ottimizzazione del sistema sostituisce l'egoismo dei materiali
Il valore fondamentale del dissipatore di calore skiving in alluminio risiede nell'ottimizzazione completa a livello di sistema, piuttosto che nella sostituzione di una singola prestazione di conduttività termica:
·Leva tecnica: raggiungere una svolta sinergica nella dissipazione del calore leggera ed efficiente grazie alla struttura ad alette multiple, al processo di alette sottili e allo stampaggio monoblocco;
·Vantaggio dell'integrazione della leggerezza: in settori emergenti come le nuove energie/5G, la leggerezza e il costo sono diventati indicatori più critici della conduttività termica assoluta, e i vantaggi derivati sono stati migliorati.
·Economia del ciclo completo: il costo iniziale è pari solo al 45% della soluzione in rame e la riduzione del consumo energetico della ventola derivante dall'alleggerimento può consentire un rapido recupero dell'investimento. · Fondamenti di produzione sostenibile: le caratteristiche del settore, ovvero una capacità produttiva sufficiente di alluminio e un tasso di recupero >95%, garantiscono la stabilità della catena di fornitura.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

L'aumento della densità di potenza e il gioco dei limiti termici stanno guidando le quattro rivoluzioni nella tecnologia di raffreddamento degli inverter fotovoltaico. Dal raffreddamento ad aria alettato del ponte H centralizzato all'utilizzo di heat pipe nella topologia NPC a tre livelli per domare la fonte di calore; dai multilivelli modulari per costruire una linea di difesa di ridondanza termica con materiali a cambiamento di fase, ai soft switch SiC che utilizzano il raffreddamento a liquido a microcanali per superare l'elevato muro di densità del flusso termico: ogni iterazione topologica sta riscrivendo il paradigma del raffreddamento. L'essenza di questa evoluzione è la sfida definitiva dell'elettronica di potenza alla seconda legge della termodinamica, sotto i vincoli triangolari di efficienza, densità di potenza e affidabilità, e definirà le barriere competitive della prossima generazione di sistemi di accumulo fotovoltaico a fusione.
1-Evoluzione del sistema di inverter fotovoltaico
L'evoluzione del sistema di inverter fotovoltaico segue la transizione in quattro fasi: adattamento della dissipazione del calore → gestione termica → sinergia termica → sistema di riduzione dell'entropia, passando dalla centralizzazione di tipo cabinet all'integrazione intelligente a livello di chip. La densità di potenza continua a crescere, l'efficienza e la penetrazione del mercato aumentano contemporaneamente.
a. La forma fisica dell'inverter fotovoltaico ha subito una transizione a tre livelli:
I primi inverter centralizzati erano di grandi dimensioni (>1 m³/MW) e pesavano più di una tonnellata; la successiva soluzione a stringa ha scomposto l'unità di potenza in moduli da 20-100 kW e il volume è stato ridotto a 0,3 m³/MW; l'attuale design modulare è stato ulteriormente migliorato con sottounità da 10 kW, la densità di potenza ha superato i 50 kW/L e il peso è sceso a <15 kg/kW.
b. L'adattabilità ambientale passa dalla protezione passiva all'adattamento attivo:
· Livello di protezione: IP54 → IP66/C5-M anticorrosione (scenari costieri/in nebbia salina)
· Intervallo di temperatura: -25~+60℃ → -40~+85℃ (scenari di freddo estremo/deserto)
· Risposta intelligente: l'algoritmo di controllo dinamico della temperatura regola la potenza di dissipazione del calore in tempo reale per adattarsi ad ambienti polverosi/ad elevata umidità
· La richiesta di dissipazione del calore cambia qualitativamente con l'aumento della densità di potenza:
Il raffreddamento ad aria forzata iniziale gestisce una densità di flusso termico <100W/cm²; la tecnologia heat pipe nell'era a tre livelli risolve il problema dell'uniformità di temperatura tra più sorgenti di calore; l'alta frequenza del SiC promuove la diffusione del raffreddamento a liquido; il raffreddamento a cambiamento di fase a microcanali sta diventando una soluzione standard per >300W/cm² e la quota del sistema di dissipazione del calore è stata ridotta dal 30% al 12% dell'intera macchina.
2- Evoluzione della topologia e della gestione termica del sistema di inverter fotovoltaico
La logica alla base dell'evoluzione della topologia del sistema di inverter fotovoltaico è guidata da "efficienza-densità di potenza-costo":
· Cambiamenti nel meccanismo di perdita: da perdita di conduzione dominata (ponte H) → perdita di commutazione del nucleo (NPC) → perdita di componenti magnetici/condensatori ad alta frequenza (MMC) → la perdita di compatibilità elettromagnetica con soft switching del SiC rappresenta oltre il 60%, spostando l'attenzione sulla dissipazione del calore da "temperatura media" a "gestione della densità di flusso termico ultra elevata";
· Transizione della densità di potenza: il limite fisico degli IGBT al silicio (20 kHz/3 kW/L) è stato superato dai dispositivi SiC (100 kHz/50 kW/L), costringendo la soluzione di dissipazione del calore a passare da raffreddamento ad aria → heat pipe → raffreddamento a liquido → raffreddamento a cambiamento di fase a microcanali; · Bilancio dinamico dei costi: la quota di costo del sistema di dissipazione del calore diminuisce gradualmente passando dal ponte H al SiC, ma il costo unitario di dissipazione del calore aumenta. È necessario ricostruire il confine termico attraverso una progettazione collaborativa di topologia, packaging e dissipazione del calore per ottenere una riduzione del LCOE.
Tabella 1: Evoluzione delle topologie degli inverter fotovoltaico e della gestione termica
Di fronte alle sfide ingegneristiche derivanti dal continuo aumento della densità di potenza e dai continui progressi nella densità di flusso termico degli inverter fotovoltaici, la soluzione di dissipazione del calore deve essere sistematicamente aggiornata:
· Evoluzione dal raffreddamento ad aria al raffreddamento a liquido: per far fronte alle elevate caratteristiche di densità di flusso termico dei nuovi chip, ridurre significativamente la temperatura del core;
· Combinazione di heat pipe e tecnologia a cambiamento di fase: eliminare efficacemente lo shock termico dei sistemi modulari e prolungare la durata dei componenti chiave;
· Progettazione collaborativa e controllo dei costi: ottimizzare la proporzione del sistema di dissipazione del calore attraverso una profonda integrazione della gestione elettrica e termica.
In qualità di partner per la gestione termica, Walmate si concentra sulla tecnologia di raffreddamento diretto al chip e sull'ottimizzazione della resistenza termica a livello di sistema per fornire soluzioni di dissipazione del calore praticabili per i sistemi di accumulo fotovoltaico.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Questo articolo cerca di delineare il percorso di innovazione della tecnologia di dissipazione del calore dei sistemi HVDC nel contesto dell'esplosione della potenza di calcolo dell'intelligenza artificiale, concentrandosi su due direzioni principali: la sinergia del raffreddamento a liquido e l'aggiornamento dei materiali. Il contenuto è ricavato da informazioni pubbliche del settore. Eventuali omissioni sono da correggersi.
1- L'ascesa dell'HVDC e l'inevitabilità di un aumento della domanda di raffreddamento
La crescita esponenziale della potenza di calcolo dell'IA ha aumentato significativamente la densità di potenza dei data center (un singolo cabinet supera i 100 kW), alimentando la domanda di sistemi di alimentazione ad alta efficienza. Gli UPS tradizionali si trovano ad affrontare sfide in termini di efficienza e spazio occupato, mentre i sistemi HVDC stanno rapidamente diventando la soluzione di alimentazione principale per i data center IA grazie alla loro elevata efficienza, basse perdite, dimensioni ridotte ed elevata affidabilità. Questo alimenta direttamente la rapida crescita del mercato HVDC e l'aumento della penetrazione nei data center IA. Allo stesso tempo, la domanda di IA spinge anche la tecnologia HVDC a svilupparsi verso livelli di tensione più elevati (come i sistemi a 750 V e 1000 V) per migliorare ulteriormente l'efficienza e la capacità di trasporto di potenza.
a. Esplosione della potenza di calcolo dell'IA e requisiti di efficienza energetica
Per soddisfare elevati standard di efficienza energetica (come un PUE del data center ≤1,5/≤1,3), la tecnologia di raffreddamento HVDC deve raggiungere:
· Un design di raffreddamento efficiente, utilizzando la tecnologia di raffreddamento a liquido per far fronte all'elevata densità di potenza; Controllo preciso dei parametri di raffreddamento.
· Ottimizzazione dei fluidi di trasferimento del calore, utilizzo preferenziale di acqua deionizzata e selezione di fluidi stabili che impediscono la separazione di fase (come il PCD) in scenari speciali.
· Le prestazioni del radiatore sono migliorate e vengono utilizzati materiali ad alta conduttività termica; lo speciale design del canale di flusso migliora l'efficienza dello scambio termico.
· Controllo e monitoraggio dinamico della temperatura, monitoraggio in tempo reale delle temperature dei punti chiave; dotato di apparecchiature diagnostiche per la previsione dei guasti.
· Progettazione ridondante e affidabile, come: configurazione ridondante N+1 del sistema di raffreddamento, rete di tubazioni dell'acqua refrigerata a doppio circuito per prevenire guasti a singolo punto.
· Capacità di dissipazione del calore di emergenza, supporto alla dissipazione del calore in condizioni di lavoro estreme.
· Adattabilità ambientale, garanzia di un funzionamento stabile a una temperatura ambiente di 15-35 °C e ventilazione a prova di umidità.
b. Approfondimento dell'applicazione dei semiconduttori di terza generazione (SiC/GaN)
L'aumento della potenza di calcolo dell'intelligenza artificiale ha promosso l'architettura in corrente continua ad alta tensione da 800 V, trasformandola in una nuova tendenza nei data center:
·Il SiC/GaN sta gradualmente sostituendo i tradizionali dispositivi basati su silicio grazie alla sua elevata densità di potenza, alla commutazione ad alta frequenza e alle basse perdite.
·Migliora significativamente l'efficienza del sistema.
·Riduce i costi dei materiali e aumenta l'affidabilità.
c. Vantaggi dell'alimentazione HVDC rispetto all'alimentazione CA in termini di efficienza energetica e impatto sulla dissipazione del calore
I requisiti dell'architettura HVDC per i sistemi di dissipazione del calore si riflettono principalmente nell'elevata densità di potenza, nei metodi di raffreddamento efficienti, nella progettazione ridondante, nell'adattabilità ambientale, nell'ottimizzazione dell'efficienza energetica e nel rapido ripristino dei guasti. Questi requisiti determinano congiuntamente la complessità e le sfide dei sistemi HVDC in termini di progettazione e funzionamento.
Tabella 1: ripartizione delle cause principali delle differenze nelle perdite di conversione dell'energia HVDC rispetto a AC
2- Nucleo di innovazione: sinergia tra raffreddamento a liquido e soluzioni di upgrade dei materiali
a. Sistema di raffreddamento a liquido: transizione generazionale dall'edge al mainstream
Il tasso di penetrazione del raffreddamento a liquido è aumentato rapidamente, la potenza di calcolo dell'intelligenza artificiale porta il consumo energetico della GPU a 1000 W, costringendo il raffreddamento ad aria a trasformarsi, e gli scenari edge devono adattarsi all'intervallo di temperatura estremo di -30 °C~60 °C.
Tabella 2: Transizione generazionale dei percorsi tecnologici
b. Aggiornamento dei materiali: una svolta fondamentale per affrontare le sfide termiche estreme
L'aggiornamento dei materiali promuove innovazioni nelle prestazioni di dissipazione del calore: ottimizza la gestione termica dei tiristori attraverso materiali di interfaccia ad alta conduttività termica, combina substrati ceramici in nitruro di alluminio (conduttività termica ≥ 180 W/mK) per migliorare la capacità di dissipazione del calore dei dispositivi SiC/GaN e utilizza una struttura di raffreddamento a liquido composita per supportare un'elevata densità di potenza. A livello di sistema, l'architettura di raffreddamento a liquido ridondante N+1, la strategia di controllo intelligente della temperatura e la progettazione della pipeline con tensione di tenuta di 800 V vengono utilizzate per ottenere una dissipazione del calore collaborativa sicura ed efficiente.
3-Sfide e opportunità tecniche nella filiera del raffreddamento
a. Sfide principali: colli di bottiglia di standardizzazione e compatibilità
La mancanza di uniformità nell'interfaccia della piastra fredda a livello di chip e la differenza nella tensione di tenuta della tubazione a livello di cabinet (500 V~800 V) portano a una scarsa compatibilità e aumentano i costi di trasformazione; i percorsi della piastra fredda e della tecnologia a immersione sono separati e la mancanza di standard di isolamento del refrigerante aggrava la frammentazione del settore; vi sono pericoli nascosti nel collegamento tra funzionamento e manutenzione, come un meccanismo di rilevamento delle perdite insufficiente e standard vaghi per l'attenuazione delle prestazioni del refrigerante. La causa principale risiede nella divisione ecologica delle tre parti, ovvero fornitori di chip/fornitori di server/fornitori di soluzioni di raffreddamento a liquido, che crea un dilemma di "isolazione" con responsabilità poco chiare.
b. Opportunità di collaborazione: collaborazione tecnica e collaborazione industriale
Il livello chip promuove la standardizzazione delle interfacce della piastra fredda e il livello sistema collega il carico HVDC e la portata del raffreddamento tramite algoritmi di controllo della temperatura basati su intelligenza artificiale; Il livello industriale si affida all'ODCC per stabilire standard di interfaccia e refrigerante e riduce il ciclo di implementazione con macchine complete modulari; innova la tecnologia di rigenerazione del refrigerante e i modelli di leasing delle apparecchiature per ridurre i costi e copre i rischi di perdite attraverso meccanismi assicurativi per realizzare una collaborazione tridimensionale tra tecnologia, industria e finanza.
Attualmente, la tecnologia di raffreddamento HVDC deve ancora affrontare sfide come la standardizzazione e la compatibilità, ma la collaborazione industriale ha mostrato segni di svolta. Questo articolo è solo una riflessione temporanea e non vediamo l'ora di discutere le direzioni di ottimizzazione con i colleghi del settore.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
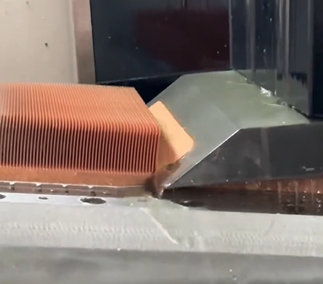
Per la produzione di dissipatori di calore, la selezione dei materiali e la precisione delle alette di skiving sono la chiave del successo. Di fronte ai severi requisiti delle alette ultrasottili e ad alta densità, la sfida principale è: come bilanciare conduttività termica, costi e lavorabilità del materiale? Come superare i limiti delle attrezzature, ottenere una precisione stabile a livello micron e garantire la costanza della forma dei denti e l'efficienza di dissipazione del calore? Questo determina direttamente le prestazioni del prodotto, la competitività dei costi e la resa della produzione di massa.
1-Problemi e sfide principali del processo
a. Essenza del processo: la raschiatura a strati (sgrossatura → lavorazione di finitura) forma alette ad alta densità.
La raschiatura a strati rimuove rapidamente l'eccesso durante la sgrossatura e garantisce la precisione della forma delle alette durante la lavorazione di finitura, ma si scontra con tre principali contraddizioni:
· Controllo della deformazione termica: l'elevato calore di taglio generato dalla sgrossatura causa l'espansione locale delle alette a parete sottile. La deformazione deve essere compensata durante la lavorazione di finitura, altrimenti si verificheranno errori di ellitticità (come la spaziatura irregolare delle alette di dissipazione del calore).
Equilibrio delle tensioni: l'accumulo di tensioni residue nella lavorazione a strati causa la deformazione dei denti, in particolare dell'alluminio (elevata conduttività termica ma basso limite di snervamento), che richiede di ridurre la forza di taglio attraverso la strategia di "profondità di taglio ridotta e avanzamento rapido".
Trasferimento di precisione: il materiale residuo frastagliato rimasto dalla sgrossatura aumenta il carico sull'utensile per la lavorazione di finitura, il che può facilmente causare vibrazioni e portare a tolleranze nello spessore delle alette.
b. Due principali punti critici
· Selezione del materiale del dissipatore di calore: la selezione del materiale del dissipatore di calore deve bilanciare conduttività termica, lavorabilità e costo. Attraverso il confronto delle prestazioni e la scelta del materiale, combinati con la modifica dei materiali e il controllo dei costi, è possibile ottenere un'ottimizzazione sinergica.
Tabella 1: Confronto quantitativo delle proprietà dei materiali e logica di selezione
· Precisione dell'attrezzatura: l'ottimizzazione della precisione dell'attrezzatura migliora la precisione della lavorazione e la durata degli utensili sopprimendo la deformazione termica del taglio, l'usura e gli errori degli utensili, utilizzando utensili innovativi e la compensazione degli errori di accoppiamento termo-meccanico.
Tabella 2: Catena causale dei difetti di precisione
2-Selezione del materiale: la chiave per prestazioni e costi
a. Domina la domanda di conduttività termica
· Scenario con flusso termico elevato (>100 W/cm²): si preferisce il rame (conduttività termica 380 W/m·K), la cui capacità di trasporto del calore è superiore del 30% rispetto a quella dell'alluminio.
Controllo del rischio: decapaggio per rimuovere lo strato di ossido (10% HNO₃) + film di olio di benzotriazolo per prevenire l'ossidazione secondaria, riducendo l'usura degli utensili del 40%.
Scenario con flusso termico medio e basso (<80 W/cm²): si preferisce l'alluminio puro (conduttività termica 210 W/m·K), che soddisfa la maggior parte delle esigenze dell'elettronica di consumo e costa solo il 30% del rame.
b. Ottimizzazione dei vincoli di costo
· Progetti sensibili ai costi, assottigliamento del materiale (ad esempio, substrato di alluminio da 4 mm a 2 mm); riciclaggio dei rifiuti (tasso di recupero dei chip di rame >95%); progettazione di compositi locali (il rame viene utilizzato solo nell'area di contatto con la fonte di calore). · Soluzione alternativa: alluminio puro + progettazione di heat pipe, conduttività termica equivalente 200-220 W/m·K.
c. Compromesso sulla difficoltà di lavorazione
· Per requisiti elevati di alette (>70 mm), scegliere alluminio puro, il limite di altezza delle alette è 120 mm e la resistenza alla flessione è maggiore rispetto al rame; pretrattamento, pre-ricottura dell'alluminio (riduzione delle tensioni residue) per ridurre le fluttuazioni di durezza.
· Per una forma ad alette ad alta precisione (spessore alette <0,5 mm), scegliere alluminio serie 6, l'AL6063 viene indurito dopo la lavorazione dolce e lo spessore delle alette può essere controllato a 0,25 mm; Taboo, evitare la lavorazione diretta di materiali in rame duro (denti facili a collassare), è richiesto un pretrattamento a bassa temperatura.
3- Ottimizzazione della precisione delle attrezzature: il fulcro del miglioramento del tasso di rendimento
La precisione delle attrezzature è il fulcro del processo di skiving per ottenere alette ad alta densità e controllare deformazione e usura.
Tabella 3: Meccanismo di impatto delle fonti di errore delle apparecchiature sulla resa
Idee per ottimizzare la precisione delle attrezzature di skiving:
· Miglioramento della precisione del nucleo: sostituzione del CNC, sostituendo la trasmissione meccanica con un sistema CNC per eliminare gli errori di indicizzazione; soppressione della deformazione termica, utilizzando la tecnologia di taglio ad aria fredda e combinando la tecnologia di compensazione per controllare attivamente la deformazione termica durante la lavorazione; rinforzo dell'utensile, applicando un rivestimento in CBN e ottimizzando la struttura geometrica per migliorare la capacità antischeggiatura dell'utensile.
· Risultati principali: la precisione di lavorazione dell'attrezzatura raggiunge ±0,003 mm (a livello micrometrico); supporta con successo la progettazione di alette estreme con uno spessore di 0,3 mm e un'altezza delle alette di 120 mm; la resa produttiva ha registrato un significativo aumento dal 65% al 95%.
In sintesi, la precisione nella combinazione dei materiali e l'estrema precisione dello skiving sono le barriere principali nella produzione di radiatori. Materiali ottimizzati garantiscono le prestazioni fondamentali, mentre attrezzature di precisione a livello micrometrico (trasmissione CNC, soppressione della deformazione termica e utensili durevoli) sono l'unico modo per ottenere un'elevata resa e supportare la progettazione di alette con forme estreme. Solo ottimizzando costantemente questi due core e implementando in modo proattivo tecnologie avanzate di controllo di precisione potremo consolidare la posizione di leader di mercato nella lavorazione dei radiatori.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
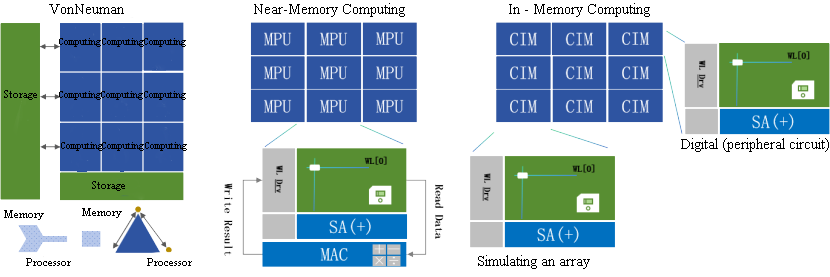
La crescente potenza di calcolo dei server di intelligenza artificiale (IA) sta incontrando "vincoli termici": la densità di potenza dei chip supera i 1000 W/cm² (come NVIDIA H100), la densità di potenza dei cabinet passa da 2,4 kW a 120 kW e la soluzione di raffreddamento ad aria tradizionale raggiunge il limite fisico di 8-10 kW. La logica alla base di questa "crisi di dissipazione del calore" è il risultato del dilemma dell'effetto quantistico dell'architettura dei chip (il tasso di dispersione scende al di sotto dei 3 nm), dello squilibrio del consumo energetico nella gestione dei dati (che rappresenta oltre il 90% del consumo energetico del sistema) e della domanda esponenziale per l'addestramento di modelli di grandi dimensioni (GPT-4 consuma 32,4 TWh di elettricità per un singolo addestramento). A fronte di forti vincoli politici (PUE in Cina ≤ 1,25) e della pressione dell'efficienza energetica, la tecnologia di raffreddamento a liquido è passata da esperimenti marginali a uso comune, diventando la chiave per sbloccare la potenza di calcolo dell'IA.
1- La logica alla base dei requisiti di raffreddamento dei server AI
a. Architettura dei chip e rivoluzione del consumo energetico
La densità di potenza di calcolo (potenza di elaborazione per unità di area o per unità di consumo energetico) e il consumo energetico dei chip AI sono gli indicatori principali per misurarne le prestazioni. Di seguito è riportata un'analisi di tre casi tipici di chip:
Con il continuo aumento della potenza di calcolo, le prestazioni dei chip non possono essere pienamente sfruttate a causa dei vincoli fisici legati alla dissipazione del calore e all'efficienza energetica. Questo fenomeno del "muro di consumo energetico" deriva da:
· Ritardo nella dissipazione del calore: il tasso di crescita della densità di potenza del chip (>1000 W/cm²) supera di gran lunga la velocità di iterazione della tecnologia di dissipazione del calore e le soluzioni tradizionali raggiungono limiti fisici.
· Struttura sbilanciata del consumo energetico. A livello fisico, l'effetto tunnel quantistico al di sotto dei 3 nm indebolisce il miglioramento dell'efficienza energetica e lo stacking 3D causa un netto calo dell'efficienza di dissipazione del calore del 30%-50%; a livello architetturale, il consumo energetico per la gestione dei dati rappresenta oltre il 90% e il tasso di crescita della potenza di calcolo (750 volte/2 anni) e la larghezza di banda della memoria (1,4 volte/2 anni) sono gravemente sbilanciati. a livello applicativo, l'esplosione dei parametri del modello di grandi dimensioni (ad esempio l'addestramento GPT-4 consuma 32,4 TWh) e il carico dinamico (il consumo di energia istantaneo supera il TDP del 200%) aumentano la pressione di dissipazione del calore.
Figura 1: L'integrazione di storage e computing
b. Transizione della densità di potenza dei cabinet
La densità di potenza dei cabinet sta attraversando una rivoluzione, passando dall'informatica generale all'ultra-densità basata sull'intelligenza artificiale, e il paradigma è stato ricostruito da "adattamento della sala apparecchiature" a "sala di definizione delle apparecchiature". La richiesta di potenza di calcolo dell'intelligenza artificiale ha costretto l'infrastruttura a un aggiornamento a passi da gigante. · Transizione esponenziale: la densità media globale è aumentata da 2,4 kW/cabinet a 9,5 kW/cabinet (CAGR≈12%) dal 2011 al 2024, e il centro di calcolo intelligente AI ha spinto la densità a superare i 120 kW/cabinet (come NVIDIA GB200 NVL72), e potrebbe raggiungere il livello MW nel 2030.
· Core drive: l'aumento del consumo energetico dei chip AI (scheda singola H100 700 W → scheda singola GB200 1200 W) e la richiesta di training di modelli di grandi dimensioni (il training singolo GPT-4 consuma 32,4 TWh di energia) creano un "effetto a doppia elica", costringendo la densità dei cabinet a corrispondere all'aumento della potenza di calcolo. · Innovazione tecnologica: il limite di raffreddamento ad aria (8-10 kW) viene sostituito dal raffreddamento a liquido, con raffreddamento a piastra fredda (20-50 kW) e a immersione (50-120 kW) a supporto dell'alta densità; sistema di alimentazione aggiornato a corrente continua ad alta tensione (HVDC), efficienza > 98%; tasso di utilizzo dello spazio aumentato del 40% (condotto dell'aria rimosso), il raffreddamento a liquido riduce il PUE a 1,08.
c. Politiche e orientamento all'efficienza energetica
· Progetto cinese "East Data West Computing": requisiti obbligatori per i nodi hub orientali con PUE ≤ 1,25, occidentali ≤ 1,2, che impongono la diffusione della tecnologia di raffreddamento a liquido. Prendendo ad esempio l'hub della Mongolia Interna, l'utilizzo del raffreddamento a liquido a immersione può ridurre il PUE a 1,08, con un risparmio di oltre 20 milioni di kWh di elettricità all'anno. · Normative globali sulle emissioni di carbonio: la direttiva CSRD dell'UE impone ai data center di divulgare l'impronta di carbonio dell'intero ciclo di vita, e il "Climate Enterprise Data Accountability Act" della California include le emissioni di Scope 3 nella divulgazione obbligatoria. La tecnologia di raffreddamento a liquido è diventata fondamentale per la conformità grazie alla riduzione delle emissioni indirette (come le perdite di refrigerante).
Leva del vantaggio economico: il raffreddamento a liquido consente di risparmiare dal 30% al 50% di energia di raffreddamento rispetto al raffreddamento ad aria. Considerando la differenza tra i prezzi dell'elettricità nelle ore di punta e di valle, il periodo di ammortamento dell'investimento può essere ridotto a 3-5 anni.
2- Evoluzione della tecnologia di dissipazione del calore e differenziazione dei percorsi tecnici
a. Tecnologia di raffreddamento a liquido: dall'edge al mainstream
La transizione del raffreddamento a liquido da "esperimento edge" a "base di dissipazione del calore" rappresenta un riequilibrio tra densità di potenza di calcolo ed efficienza energetica, e una ricostruzione della catena del valore dei data center.
· Processo di evoluzione, fase di marginalizzazione (anni '60-2010), utilizzato solo per l'industria militare/supercomputing (come Cray-2), limitato dalla corrosività dei materiali e dai costi elevati; periodo di svolta (anni 2010-2020), densità termica della GPU superiore a 500 W/cm² (NVIDIA P100) e politiche (PUE Cina ≤1,25) hanno favorito l'uso commerciale, e il costo della trasformazione della cold plate è stato ridotto a 1,2 volte rispetto al raffreddamento ad aria; mainstream (quasi 2-3 anni), la densità di potenza dei cabinet AI ha superato i 120 kW (come NVIDIA NVL72), il TCO del raffreddamento a liquido è risultato inferiore del 12,2% rispetto al raffreddamento ad aria e il periodo di ammortamento è stato ridotto a 3-5 anni.
· Logica evolutiva, logica tecnica, dal "raffreddamento ad aria per adattarsi ai chip" alla "dissipazione del calore definita dal chip", il raffreddamento a liquido diventa la leva fondamentale per liberare potenza di calcolo; logica industriale, che crea un ciclo positivo di "standard basati sulle politiche → gli standard riducono i costi → i costi guidano la diffusione"; logica ecologica, che ricostruisce la catena del valore del data center, trasformando il sistema di raffreddamento da "centro di costo" a "risorsa per l'efficienza energetica".
· Differenziazione dei percorsi tecnici: la differenziazione della tecnologia di raffreddamento a liquido deriva dal confronto tra efficienza di dissipazione del calore e costi di trasformazione. Il sistema cold plate privilegia la compatibilità, bilancia costi e rischi attraverso la trasformazione locale e si adatta a scenari di media densità; Il tipo a immersione persegue il limite fisico di dissipazione del calore, supera il limite di densità termica attraverso la ricostruzione del sistema, ma si scontra con sfide legate a materiali, funzionamento e manutenzione; il tipo a spruzzo esplora il controllo preciso della temperatura a livello di chip, aprendo la strada a scenari delicati come l'elaborazione ottica. L'essenza della differenziazione della tecnologia di raffreddamento a liquido è il risultato del compromesso impossibile del triangolo "efficienza di dissipazione del calore-costo di trasformazione-complessità di funzionamento e manutenzione". Il tipo a piastra fredda vince in equilibrio, il tipo a immersione persegue il limite fisico e il tipo a spruzzo mira al controllo preciso della temperatura. Insieme, i tre promuovono il raffreddamento a liquido da "opzione tecnica" a "base di potenza di calcolo".
b. La tecnologia di raffreddamento a livello di chip presenta innovazioni multidimensionali
La tecnologia di raffreddamento a livello di chip sta attraversando una triade di innovazioni in "materiali-struttura-controllo". Nel breve termine, è dominata dalla microfluidica 3D e dal raffreddamento a liquido a piastra fredda (che supporta un TDP a livello di kilowatt), e nel lungo termine, si affida al raffreddamento quantistico e alla sinergia fototermica per superare i limiti fisici. Il suo sviluppo determina direttamente l'efficienza del rilascio di potenza di calcolo dell'IA e l'evoluzione dell'efficienza energetica dei data center.
· Materiali: diamante/grafene si avvicinano al limite di conduttività termica fisica e i materiali a cambiamento di fase risolvono gli shock termici transitori.
· Struttura, microfluidica e cold plate passano dal "fissaggio esterno" al "chip embedding", con percorsi di dissipazione del calore più brevi e maggiore efficienza.
· Controllo: i chip a raffreddamento attivo allo stato solido superano i limiti di volume e la regolazione dinamica dell'IA realizza una "sinergia tra calore e calcolo".
· Tendenza fondamentale: l'integrazione dei tre promuove l'evoluzione della dissipazione del calore da "conduzione passiva del calore" a "controllo attivo della temperatura a livello di chip", supportando i requisiti TDP a livello di kilowatt dei singoli chip.
L'evoluzione della tecnologia di dissipazione del calore è passata da "innovazione a punto singolo" a "ricostruzione del sistema": il raffreddamento a liquido cold plate guida la trasformazione degli stock esistenti con compatibilità, l'immersione supera il limite fisico di dissipazione del calore e la tecnologia di spruzzatura a livello di chip esplora il controllo preciso della temperatura. I tre elementi insieme costituiscono un sistema di dissipazione del calore a strati. Con la commercializzazione della dissipazione del calore quantistica e della tecnologia di sinergia fototermica, in futuro supporteranno una potenza di calcolo ultra-densa di livello MW in un singolo cabinet. Questo processo non rappresenta solo una rivoluzione nel paradigma di dissipazione del calore, ma trasforma anche i data center da "consumatori di energia" ad "asset a basso consumo energetico": si stima che il raffreddamento a liquido completo possa aiutare i data center globali a ridurre le emissioni di carbonio di 450 milioni di tonnellate entro il 2030. La dissipazione del calore si sta trasformando da un centro di costo a un pilastro fondamentale dell'economia energetica basata sull'intelligenza artificiale.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Quando si vede un dissipatore di calore preciso come i denti di un pettine in un dispositivo elettronico, si potrebbe pensare che le sue prestazioni ottimali siano state determinate molto prima che la lama toccasse il metallo. Perché i grandi produttori sono disposti a spendere molti soldi per il pretrattamento del materiale? Perché questo passaggio può migliorare direttamente il dissipatore di calore: tagliare l'alluminio fa risparmiare il 20% di fatica, i dissipatori di calore in rame possono essere utilizzati per altri 3 anni e persino dissipatori alti 12 cm possono essere tagliati in un unico passaggio. Questo articolo illustra come "massaggiare e sciogliere le ossa" del metallo con metodi scientifici, in modo che il metallo duro possa essere docilmente trasformato in un dissipatore di calore perfetto.
1-Perché il pretrattamento è il "motore invisibile" del dissipatore di calore "smussato"?
a. Sfide di produzione dei dissipatori di calore ad alta precisione
· Concentrazione di stress residuo: lo stress residuo derivante dal processo di laminazione o fusione delle materie prime viene rilasciato durante lo smussamento, causando la deformazione del substrato.
· Rammollimento del materiale: alluminio, rame e altri materiali si rammolliscono localmente a causa dell'aumento di temperatura (alluminio 40-60 °C, rame 80-120 °C) durante il processo di taglio, causando il collasso del dente o l'aumento delle bave.
· Ossidazione superficiale: il rame si ossida facilmente nell'aria formando uno strato di CuO (elevata durezza e elevata fragilità), che aggrava l'usura dell'utensile e ne riduce la durata.
b. Pretrattamento: il passaggio chiave dalle "materie prime metalliche" alle "sezioni di denti di precisione"
· L'ottimizzazione delle prestazioni dei materiali, tramite ricottura di ricristallizzazione rispettivamente di alluminio e rame, elimina le tensioni residue generate durante il processo di laminazione e consente di migliorare significativamente l'uniformità della durezza del materiale.
· Controllo dello stato superficiale, mediante pulizia chimica per rimuovere lo strato di ossido dalla superficie del materiale, ad esempio il rame può essere decapato con il 10% di HNO₃ e la rugosità superficiale può essere ridotta a 0,4 μm dopo il trattamento, riducendo efficacemente l'adesione dell'utensile; oppure trattamento di passivazione dell'alluminio, come l'anodizzazione dell'alluminio per formare un film di Al₂O₂ spesso 5-10 μm per prevenire l'ossidazione secondaria durante la lavorazione.
c. In che modo la tecnologia di pretrattamento migliora l'efficienza di lavorazione?
· Riduce il ciclo di lavorazione: la resistenza al taglio del materiale viene ridotta dopo il pretrattamento, consentendo una maggiore velocità di avanzamento.
· Riduzione del tasso di rilavorazione: il pre-rilascio delle sollecitazioni migliora notevolmente il tasso di planarità del substrato, eliminando il processo di correzione secondaria.
2- Il fondamento della tecnologia di pretrattamento: l'integrazione tra scienza e tecnologia dei materiali
Il fulcro della tecnologia di pretrattamento è la personalizzazione della logica di processo in base alle proprietà dei materiali, per risolvere le contraddizioni intrinseche dei materiali ad alta conduttività termica, come alluminio e rame, nella smussatura degli ingranaggi.
a. Le proprietà dei materiali determinano la logica di pretrattamento
·Pretrattamento di materiali in alluminio: la ricottura a 300–350 °C x 2 ore può eliminare lo stress da laminazione e migliorare l'uniformità della durezza del 40%; il trattamento superficiale può essere scelto tra anodizzazione per generare un film di Al₂O₃ di 5–10 μm o passivazione chimica (cromatazione) per inibire l'ossidazione durante la lavorazione.
·Pretrattamento di materiali in rame: la ricottura a 500–600 °C x 1 ora può ammorbidire il materiale, ridurre la durezza da 80 HB a 45 HB e ridurre la forza di taglio del 30%; il decapaggio utilizza una soluzione di HNO₃ al 10% per rimuovere lo strato di ossido. Quando lo spessore di CuO supera 1 μm, il tasso di usura dell'utensile aumenta del 50%.
b. Contraddizione fondamentale: il paradosso della lavorazione di materiali ad alta conducibilità termica
·Punto di contraddizione: l'elevata conducibilità termica (ad esempio 380 W/m·K per il rame) è il vantaggio principale del dissipatore di calore. L'elevata conducibilità termica fa sì che il calore di taglio venga trasferito rapidamente all'utensile, accelerandone l'usura (la durata dell'utensile nella lavorazione del rame è solo 1/3 di quella dell'alluminio).
Schema di pretrattamento, equilibrio tra conducibilità termica e lavorabilità, come il pretrattamento a bassa temperatura dei materiali in rame per ridurre l'aumento della temperatura di taglio o la progettazione di materiali a gradiente; gestione dello strato di ossido, come il mantenimento del denso film di Al₂O₃ dei materiali in alluminio per ridurre l'attrito; rivestimento dei materiali in rame con un film di olio di benzotriazolo dopo il decapaggio per bloccare l'ossidazione secondaria.
3-Metodi di pretrattamento del nucleo
a. Pretrattamento meccanico: "aprire la strada" alla lavorazione
Pulizia superficiale (sabbiatura/lucidatura), rimozione di strati di ossido, macchie d'olio e bave, miglioramento della rugosità superficiale (valore Ra), miglioramento dell'adesione del rivestimento o successivo effetto decapante.
b. Pretrattamento chimico: attivazione dell'attività superficiale del materiale
Attraverso la pulizia fisica (decontaminazione), la modifica chimica (formazione di un film di conversione) e il miglioramento delle prestazioni superficiali, la superficie del materiale viene trasformata da uno stato inerte a uno stato altamente attivo. Il fulcro risiede nel bilanciamento della rugosità superficiale, della densità dei gruppi funzionali chimici e della resistenza alla corrosione, fornendo così un substrato ideale per i processi successivi.
c. Trattamento termico: rimodellamento della microstruttura del materiale
Controllando con precisione i processi di riscaldamento, isolamento e raffreddamento del materiale, la microstruttura viene riorganizzata e ottimizzata. Il fulcro risiede nell'utilizzo di meccanismi di attivazione termica per guidare la diffusione atomica, il cambiamento di fase e la riorganizzazione dei difetti, conferendo così al materiale nuove caratteristiche prestazionali.
d. Controllo della composizione: gestione completa del processo, dalla fusione allo stampaggio
Il controllo della composizione è la tecnologia fondamentale nella produzione dei materiali. Attraverso la selezione delle materie prime, il controllo preciso della fusione e l'ottimizzazione dei parametri di stampaggio, uniti al rilevamento digitale, si ottiene un controllo preciso delle fluttuazioni e un miglioramento delle prestazioni.
4-Alluminio vs. Rame: Strategie di pretrattamento differenziate
A causa delle significative differenze nelle proprietà fisiche e chimiche dell'alluminio e del rame, le strategie di pretrattamento devono essere progettate specificamente per risolvere i rispettivi punti critici di lavorazione.
5-In che modo il pretrattamento diventa un "amplificatore" di efficienza?
a. Collaborazione con la lavorazione di skiving
· Riduzione dell'usura degli utensili: dopo il pretrattamento, l'ossido duro residuo sulla superficie si riduce, la durata dell'utensile di skiving si prolunga e il tasso di scheggiatura dei pezzi di alette ad alta densità si riduce.
Miglioramento della precisione di lavorazione: il pretrattamento di sabbiatura elimina le sollecitazioni interne del materiale, riduce l'errore di altezza del dente da ±0,5 mm a ±0,1 mm e soddisfa i requisiti di un elevato numero di denti (altezza del dente/spessore del substrato ≥10).
b. Collaborazione con il trattamento superficiale
· Miglioramento dell'adesione del rivestimento: dopo il pretrattamento di passivazione, il tasso di superamento del test di adesione del rivestimento può essere significativamente migliorato.
Riduzione della resistenza termica di contatto: il pretrattamento forma una struttura microporosa uniforme, che riduce la resistenza termica dell'interfaccia di saldatura tra radiatore e heat pipe del 15%-20%.
c. Collaborazione con la lavorazione CNC superficiale
· Riduzione dei difetti di lavorazione secondaria: Dopo la pulizia chimica per la rimozione delle macchie d'olio, il tasso di bave nella fresatura CNC dell'alluminio si riduce del 60% e i difetti di maschiatura e scorrimento si riducono del 50%.
d. Effetto del pretrattamento sull'efficienza produttiva
· Maggiore rendimento: Ottimizzando i processi di pretrattamento chimico e meccanico, il rendimento del dissipatore di calore skived e della lavorazione CNC è stato significativamente migliorato, garantendo la qualità del prodotto.
· Ciclo di lavorazione ridotto: Dopo il pretrattamento, la lavorazione dell'alluminio non richiede una sbavatura separata e il tempo di lavorazione di un singolo pezzo si riduce notevolmente. La velocità di lavorazione della linea di sabbiatura automatizzata aumenta e l'efficienza produttiva migliora significativamente.
· Riduzione del consumo energetico e dei costi: Il pretrattamento meccanico viene utilizzato al posto del decapaggio chimico, riducendo il consumo energetico di lavorazione. Dopo il pretrattamento, la durezza del materiale si riduce, le perdite dallo stampo si riducono e i costi di produzione si riducono in modo efficace.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Il processo di applicazione dei materiali principali dell'involucro della batteria ESS è essenzialmente un processo di bilanciamento tra requisiti di leggerezza, efficienza della gestione termica e costi del ciclo completo. Dall'acciaio alla lega di alluminio ai materiali compositi, ogni iterazione è accompagnata da innovazione di processo (come la tecnologia di saldatura e il design modulare) e integrazione funzionale (raffreddamento a liquido + protezione antincendio + sigillatura).
1- Logica di leggerezza
a. Selezione dei materiali e logica di sostituzione
· Fase iniziale (prima del 2020): dominano acciaio e piastre in acciaio zincato
Caratteristiche del materiale: l'acciaio (densità 7,8 g/cm³) è diventato il materiale più diffuso grazie al suo basso costo e alla tecnologia matura, ma è pesante e facilmente corrodibile. Le piastre in acciaio zincato (anti-sabbia e antiusura Classe 4) sono ancora soggette al rischio di ruggine dopo un utilizzo prolungato e presentano elevati costi di manutenzione.
Limitazioni applicative: il peso dell'involucro rappresenta oltre il 40%, la densità energetica del sistema è bassa e la saldatura personalizzata comporta un lungo ciclo di installazione, difficile da soddisfare la domanda di accumulo di energia distribuito.
· Periodo di svolta (2020-2024): applicazione diversificata di leghe di alluminio e acciaio inossidabile
Divulgazione della lega di alluminio: la densità (2,7 g/cm³) è inferiore del 65% rispetto a quella dell'acciaio e il coefficiente di conduttività termica di 237 W/mK è adatto alla tecnologia di raffreddamento a liquido. Il design integrato integra il canale di raffreddamento a liquido e la piastra inferiore tramite saldatura ad attrito, riducendo i connettori e migliorando la tenuta; la tipica soluzione a doppio strato (piastra esterna in acciaio zincato antivento e antisabbia + controllo interno della temperatura in lega di alluminio-magnesio) consente di ottenere un aumento del 12% dell'efficienza del sistema.
Ottimizzazione dell'acciaio inossidabile: l'acciaio inossidabile 316L è resistente alla corrosione da ioni cloruro per oltre 2000 ore e, combinato con guarnizioni in silicone, costituisce una soluzione ideale per scenari ad alta umidità.
· Fase matura (dal 2024 a oggi): Materiali compositi e integrazione funzionale
Materiali compositi SMC: il rinforzo in fibra di vetro (densità 1,67 g/cm³) pesa solo il 21% dell'acciaio e lo stampaggio a compressione consente di realizzare una struttura dalla forma speciale; la struttura composita "sandwich" (SMC+aerogel) ha una resistenza al fuoco di 2 ore e una riduzione di peso simultanea del 30%. Esplorazione della fibra di carbonio: resistenza alla trazione 300-1200 MPa, densità 1,5-2,0 g/cm³, limitata dal costo (5-8 volte superiore a quello dell'acciaio), viene utilizzata principalmente per rinforzi locali in scenari di fascia alta.
Il fulcro dell'alleggerimento dei materiali risiede nell'ottimizzazione del rapporto densità-resistenza. Si veda il confronto delle prestazioni dei materiali nella tabella sottostante. Sostituendo materiali ad alta densità (come l'acciaio) con leghe di alluminio o materiali compositi, è possibile ridurre significativamente il peso garantendo al contempo la resistenza (ad esempio, compensando la perdita di resistenza attraverso l'ottimizzazione topologica), migliorando così la densità energetica e l'efficienza del trasporto.
b. Tecnologia di ottimizzazione strutturale
L'ottimizzazione strutturale ricostruisce la struttura meccanica della scatola attraverso metodi di progettazione innovativi, ottimizzando materiali e processi, mantenendo al contempo le prestazioni di carico. La tecnologia di saldatura su misura in lega di alluminio utilizza una tecnologia di saldatura avanzata per ottenere un significativo assottigliamento dello spessore delle pareti, combinata con la progettazione integrata del canale di flusso e del telaio per ridurre i nodi di collegamento ridondanti e ridurre il rischio di guasti alla tenuta. La tecnologia di brasatura e stampaggio utilizza la tecnologia di formatura degli stampi per creare una struttura integrata curva a parete sottile, riducendo notevolmente l'uso di elementi di fissaggio tradizionali e integrando la tecnologia di trattamento superficiale per migliorare la resistenza alla corrosione, riducendo efficacemente i costi di esercizio e manutenzione dell'intero ciclo di vita. Le due tecnologie migliorano sinergicamente l'efficienza produttiva e l'affidabilità strutturale riducendo i collegamenti di lavorazione e la ridondanza dei materiali, riducendo significativamente i costi di accumulo energetico unitario e garantendo al contempo la stabilità operativa a lungo termine dell'apparecchiatura in condizioni di lavoro complesse.
c. Innovazione del processo produttivo
Ottimizzazione del design strutturale e miglioramento dell'efficienza:
Integrazione integrata: il canale di raffreddamento a liquido è integrato con la piastra inferiore dell'involucro, riducendo del 30% il numero di connettori e migliorando sia l'efficienza di tenuta che quella di dissipazione del calore.
Design modulare: l'interfaccia standardizzata è compatibile con diversi materiali, l'efficienza di installazione è aumentata del 50% ed è adatta per un'implementazione rapida in molteplici scenari.
La tecnologia avanzata riduce i costi e migliora l'efficienza:
Automazione ad alta precisione: taglio laser + saldatura robotizzata, tasso di utilizzo dei materiali aumentato del 15% e ciclo di produzione ridotto del 40%.
Simulazione digitale: il CAE ottimizza i parametri di processo, il numero di prove stampo è ridotto del 50% e il tasso di rendimento supera il 98%.
2-Elementi fondamentali del controllo dei costi del ciclo di vita
a. Modello di composizione dei costi
Il costo del ciclo di vita (LCOS) include:
· Costo di investimento iniziale (C_mv): approvvigionamento delle apparecchiature (che rappresenta oltre il 50%) e costruzione.
· Costi operativi (C_ps): ricarica dell'elettricità, gestione della manodopera, perdite di energia (ad esempio, il costo di ricarica aumenta del 33% quando l'efficienza di conversione è del 75%).
· Costi di esercizio e manutenzione (C_om): manutenzione delle apparecchiature, riparazione guasti, sostituzione dei pezzi di ricambio (che rappresentano il 20-30% del costo del ciclo di vita)
Espressione della formula: CEss=α⋅EBESS+β⋅PBESS+Cps+ComCEss=α⋅EBESS+β⋅PBESS+Cps+Com
Tra questi, l'alleggerimento influisce direttamente sull'investimento iniziale riducendo E (fabbisogno energetico) e P (fabbisogno energetico).
Figura 1. Costo del ciclo di vita di una centrale elettrica ad accumulo di energia
b. L'impatto della leggerezza sui costi
3-Key strategies for balancing lightweight and performance
a. Balance between strength and weight
Local reinforcement: Use steel to reinforce stress concentration areas (such as bolted joints), and use lightweight materials in other areas.
Bionic structure design: For example, leaf vein-shaped liquid cooling pipes, which can reduce weight and improve heat dissipation efficiency.
b. Optimization of heat dissipation performance
Material thermal conductivity matching: Aluminum alloy (237 W/mK) is better than steel (50 W/mK), which is suitable for liquid cooling systems.
Thermal management integration: Integrate the cooling plate and the box to reduce the weight of additional heat dissipation components.
c. Protection performance guarantee
Multi-layer sealing: Double protection of colloid sealing + mechanical compression is adopted to meet IP67 standards.
Fireproof design: The "sandwich" cabin structure (high temperature resistant layer + fireproof layer) achieves a 2-hour fire resistance limit.
The underlying logic of lightweight and cost control of ESS Battery Enclosure is to reduce the full-cycle resource consumption while ensuring performance through the three-dimensional synergy of material substitution-structure optimization-process innovation. Its essence is a comprehensive game of improving energy density, optimizing operation and maintenance efficiency, and recycling materials, and it is necessary to find the best balance between technical feasibility and economic efficiency.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
L'evoluzione della sicurezza nel settore dell'accumulo di energia è un cambiamento sistematico guidato dalla sinergia tra iterazione tecnologica e standard di sicurezza. Dalla ricostruzione dei percorsi di dissipazione del calore, alla protezione coordinata di materiali e strutture, fino alla gestione termica integrata, questo processo riflette la logica di base del settore per la protezione da runaway termico: dalla difesa passiva alla soppressione attiva, e da un'unica dimensione a un aggiornamento multilivello dell'accoppiamento.
1- Il "triangolo impossibile" della tecnologia di accumulo di energia e le strategie per risolvere le contraddizioni fondamentali
a. Le contraddizioni del "triangolo impossibile" della tecnologia di accumulo di energia si manifestano principalmente nei controlli e bilanciamenti reciproci di molteplici dimensioni:
Lo sviluppo della tecnologia di accumulo di energia si trova di fronte a un complesso equilibrio tra densità energetica, sicurezza e costi. Sebbene i materiali ad alta attività possano migliorare la densità energetica, aumentano anche significativamente il rischio di runaway termico; sebbene la progettazione della sicurezza a livello di sistema (come la tecnologia di controllo della temperatura con raffreddamento a liquido) possa ridurre i rischi, è spesso accompagnata da una perdita di densità energetica. Inoltre, l'introduzione di sistemi di protezione attiva e tecnologie di sicurezza intrinseca può migliorare la sicurezza, ma aumenta significativamente il costo dei componenti non legati alle batterie. Queste contraddizioni rivelano i molteplici vincoli che devono essere risolti nell'evoluzione della tecnologia di accumulo di energia.
b. Strategie per risolvere le contraddizioni fondamentali:
Innovazione dei materiali: l'applicazione di nuovi materiali elettrolitici ritarda significativamente il tempo di propagazione del runaway termico, tenendo conto dell'elevata densità energetica; le batterie agli ioni di sodio mantengono una densità energetica ragionevole riducendo al contempo i costi grazie all'ottimizzazione dei materiali degli elettrodi negativi; L'introduzione di materiali nanocompositi aumenta notevolmente la capacità teorica.
Ottimizzazione del sistema: la tecnologia avanzata di raffreddamento a liquido migliora significativamente l'efficienza di dissipazione del calore attraverso un controllo preciso della temperatura, riducendo al contempo i costi di esercizio e manutenzione; le reti di batterie dinamiche e riconfigurabili migliorano la disponibilità del sistema grazie a una rapida regolazione della topologia.
Controllo intelligente: il sistema di allerta precoce basato sull'intelligenza artificiale ha notevolmente migliorato l'accuratezza della previsione del rischio attraverso la fusione di dati multidimensionali; il progresso nella tecnologia di conversione dell'energia ha migliorato significativamente l'efficienza del sistema. L'innovazione delle politiche e dei modelli di business ha accelerato l'implementazione della tecnologia. Ad esempio, il modello di accumulo di energia condiviso ha ridotto la pressione degli investimenti in un singolo punto e l'utilizzo a cascata ha ulteriormente ottimizzato i costi dell'intero ciclo di vita.
2- Regole di evoluzione
a. Innovazione di fusione di percorsi tecnici
Allarme precoce intelligente basato su dati multi-fonte: la nuova generazione di sistemi di monitoraggio integra dati multidimensionali provenienti da sensori, come gas, pressione e segnali acustici, e combina modelli di guasto dinamici con l'analisi dei dati storici per ridurre significativamente il tasso di falsi allarmi e anticipare i tempi di allerta.
Gestione termica e progettazione del collegamento antincendio: la tecnologia di raffreddamento a liquido, combinata con un algoritmo di regolazione dinamica della temperatura per ottenere un controllo preciso della temperatura, il sistema antincendio e la gestione della batteria sono profondamente integrati per formare una strategia di collegamento multilivello, che sopprime efficacemente la diffusione della fuga termica.
Ottimizzazione coordinata di materiali e strutture: il rivestimento isolante resistente alle alte temperature sostituisce i tradizionali materiali ignifughi, prolungando significativamente il tempo di blocco della diffusione del calore; rinforzi anticollisione e canali direzionali di scarico della pressione sono stati introdotti nella progettazione strutturale per migliorare la capacità di resistere all'impatto meccanico.
b. Graduale approfondimento dei livelli di protezione
Protezione progressiva dalle celle della batteria ai sistemi: il monitoraggio precoce del rischio è ottenuto tramite sensori integrati a livello delle celle della batteria; Rilevatori compositi e materiali a cambiamento di fase vengono utilizzati a livello di modulo per sopprimere l'accumulo di calore locale; una piattaforma di monitoraggio collaborativo viene sviluppata a livello di sistema per ottenere una protezione completa del ciclo di vita.
Dalla risposta passiva alla difesa attiva: il nuovo standard promuove lo sviluppo di tecnologie di difesa attiva. Ad esempio, il sistema di gestione intelligente della batteria interrompe il percorso di rischio all'inizio della carica tramite l'analisi dinamica dell'impedenza, mentre la tecnologia anticondensa attiva elimina i rischi ambientali.
Protezione collaborativa multidimensionale: la progettazione collaborativa termo-elettrica-meccanica rafforza la sicurezza complessiva del sistema; la protezione antincendio e il monitoraggio collaborativo di funzionamento e manutenzione coprono l'intera catena di produzione e trasporto per ridurre il rischio di falsi allarmi.
3-Processo evolutivo
a. Iterazione della tecnologia di dissipazione del calore
La tecnologia di raffreddamento a liquido è diventata di uso comune: i sistemi di raffreddamento a liquido riducono significativamente la differenza di temperatura tra i gruppi di batterie grazie a un'efficiente uniformità della temperatura, prolungano la durata e migliorano la sicurezza; la tecnologia di raffreddamento a liquido a immersione supera ulteriormente il limite di dissipazione del calore e supporta scenari di carica e scarica ad alta velocità.
L'ottimizzazione strutturale migliora l'efficienza di dissipazione del calore: il design parallelo multicanale realizza un flusso uniforme del refrigerante e l'integrazione delle funzioni di isolamento termico e raffreddamento blocca il percorso di diffusione del calore.
b. Innovazione strutturale e dei materiali
Sistema di materiali ad alta sicurezza: diaframmi resistenti alle alte temperature e rivestimenti ceramici ritardano significativamente la reazione a catena della fuga termica; i materiali compositi leggeri migliorano la resistenza strutturale e le prestazioni di protezione riducendo al contempo il peso.
Innovazione delle celle e dei moduli della batteria: il nuovo design delle celle della batteria riduce la circolazione e prolunga la durata ottimizzando la struttura interna, mentre la tecnologia di integrazione dei moduli migliora l'utilizzo dello spazio e l'efficienza di dissipazione del calore.
c. Integrazione della gestione termica
Progettazione integrata a livello di sistema: la soluzione integrata integra profondamente la gestione della batteria, la protezione antincendio e la gestione termica, supporta un'implementazione flessibile e si adatta ad ambienti estremi.
Intelligenza e controllo collaborativo: i modelli di intelligenza artificiale prevedono lo stato della batteria in tempo reale e ottimizzano la distribuzione dell'energia, mentre i sistemi antincendio e la gestione termica sono collegati per garantire una risposta rapida.
Gestione dell'intero ciclo di vita: la gestione a ciclo chiuso dalla progettazione alla dismissione, combinata con il monitoraggio digitale e la valutazione dello stato di salute basata su cloud, migliora significativamente l'affidabilità del sistema.
3-Processo evolutivo
a. Iterazione della tecnologia di dissipazione del calore
La tecnologia di raffreddamento a liquido è diventata di uso comune: i sistemi di raffreddamento a liquido riducono significativamente la differenza di temperatura tra i gruppi di batterie grazie a un'efficiente uniformità della temperatura, prolungano la durata e migliorano la sicurezza; la tecnologia di raffreddamento a liquido a immersione supera ulteriormente il limite di dissipazione del calore e supporta scenari di carica e scarica ad alta velocità.
L'ottimizzazione strutturale migliora l'efficienza di dissipazione del calore: il design parallelo multicanale realizza un flusso uniforme del refrigerante e l'integrazione delle funzioni di isolamento termico e raffreddamento blocca il percorso di diffusione del calore.
b. Innovazione strutturale e dei materiali
Sistema di materiali ad alta sicurezza: diaframmi resistenti alle alte temperature e rivestimenti ceramici ritardano significativamente la reazione a catena della fuga termica; i materiali compositi leggeri migliorano la resistenza strutturale e le prestazioni di protezione riducendo al contempo il peso.
Innovazione delle celle e dei moduli della batteria: il nuovo design delle celle della batteria riduce la circolazione e prolunga la durata ottimizzando la struttura interna, mentre la tecnologia di integrazione dei moduli migliora l'utilizzo dello spazio e l'efficienza di dissipazione del calore.
c. Integrazione della gestione termica
Progettazione integrata a livello di sistema: la soluzione integrata integra profondamente la gestione della batteria, la protezione antincendio e la gestione termica, supporta un'implementazione flessibile e si adatta ad ambienti estremi.
Intelligenza e controllo collaborativo: i modelli di intelligenza artificiale prevedono lo stato della batteria in tempo reale e ottimizzano la distribuzione dell'energia, mentre i sistemi antincendio e la gestione termica sono collegati per garantire una risposta rapida.
Gestione dell'intero ciclo di vita: la gestione a ciclo chiuso dalla progettazione alla dismissione, combinata con il monitoraggio digitale e la valutazione dello stato di salute basata su cloud, migliora significativamente l'affidabilità del sistema.
L'innovazione in termini di sicurezza della tecnologia di accumulo di energia non è solo il risultato di un'iterazione tecnologica, ma anche della ricostruzione della logica sottostante del sistema energetico. Grazie alla profonda integrazione di materiali, strutture e intelligenza, il settore sta superando i molteplici vincoli di densità energetica, sicurezza e costi, costruendo una rete di protezione tridimensionale che va dalle microcelle ai macrosistemi. La sinergia tra la tecnologia di raffreddamento a liquido e l'allerta precoce dinamica, la complementarietà di materiali resistenti alle alte temperature e un design leggero, e la logica a circuito chiuso della gestione dell'intero ciclo di vita delineano congiuntamente la visione futura di sistemi di accumulo di energia ad alta sicurezza ed efficienza. Grazie alle innovazioni in tecnologie all'avanguardia come i materiali quantistici e le batterie allo stato solido, il settore dell'accumulo di energia accelererà verso una nuova era di sicurezza intrinseca e di applicazioni su larga scala, iniettando energia duratura nella trasformazione intelligente e a basse emissioni di carbonio del sistema energetico globale.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
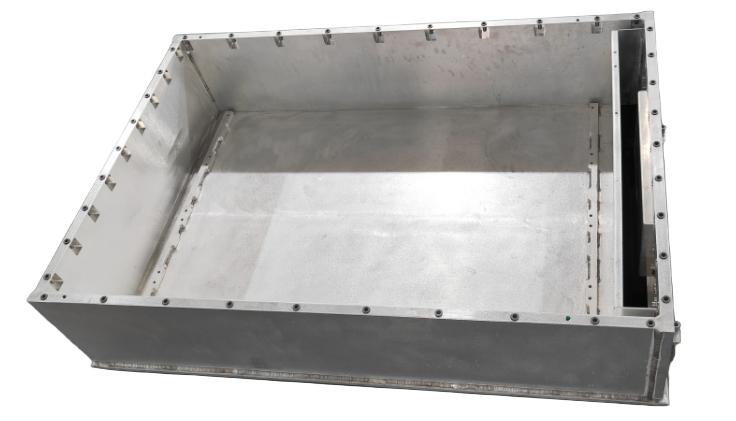
Con l'evoluzione dei sistemi di accumulo di energia verso grandi capacità e un'elevata densità energetica, la progettazione di alloggiamenti per batterie ESS (Electronic Storage Enclosure) e la compatibilità dimensionale sono diventate questioni fondamentali per migliorare l'efficienza e l'affidabilità del sistema. Questo articolo combina i più recenti casi di progettazione ingegneristica, tecnologie brevettate e tendenze del settore per analizzare tre dimensioni: utilizzo dello spazio, compatibilità modulare e progettazione della disposizione e del supporto delle celle.
1- Ottimizzazione dell'utilizzo dello spazio
Il miglioramento dell'utilizzo dello spazio nell'integrazione dei sistemi di accumulo di energia è essenzialmente un processo bidirezionale di iterazione tecnologica e requisiti di scenario. Attraverso l'innovazione collaborativa di tecnologie come le celle per batterie ad alta capacità, l'architettura modulare e l'integrazione del raffreddamento a liquido, il settore sta passando dallo "stacking esteso" al "riutilizzo estremo dello spazio".
a. Applicazione di celle per batterie ad alta capacità: aumento della densità energetica e dell'efficienza
Riepilogo delle idee: L'applicazione di celle per batterie ad alta capacità mira essenzialmente a ridurre il livello strutturale interno del pacco batteria e a migliorare direttamente l'utilizzo dello spazio tra cella e pacco batteria. I pacchi batteria tradizionali adottano una modalità di integrazione a tre livelli: "cella batteria → modulo → pacco batteria", e la struttura del modulo (trave trasversale, trave longitudinale, bulloni, ecc.) riduce l'utilizzo dello spazio. Le celle di batterie ad alta capacità possono saltare direttamente il livello del modulo allungando o aumentando il volume della singola cella e utilizzare la tecnologia CTP (Cell to Pack) per integrare direttamente la cella della batteria nel pacco batteria.
Tecnica di base: utilizzare celle di batterie ultra-large da 600 Ah+ per ridurre il numero di celle e punti di connessione e aumentare la capacità della singola cella.
b. Riutilizzo spaziale e ottimizzazione dei costi: dall'"impilamento dei componenti" al "riutilizzo multidimensionale"
Riepilogo delle idee: Il riutilizzo spaziale e l'ottimizzazione dei costi sono due facce della stessa medaglia e la loro logica di fondo è quella di superare i limiti fisici e di costo dei sistemi di accumulo di energia tradizionali attraverso la semplificazione strutturale, l'integrazione funzionale, l'iterazione dei materiali e la progettazione standardizzata.
Il fulcro del riutilizzo spaziale è la riduzione dei collegamenti intermedi attraverso l'estrema semplificazione del livello strutturale. Ad esempio: il design due in uno della scatola ad alta tensione: la tecnologia brevettata di Jiangsu Trina Energy Storage combina due scatole ad alta tensione in una, condividendo il relè positivo/negativo totale e la connessione elettrica, riducendo l'occupazione dello spazio orizzontale del 30% e il costo dei componenti elettrici del 15%. Riutilizzo interdominio di moduli funzionali, integrazione di componenti strutturali e canali di dissipazione del calore, come l'integrazione della piastra di raffreddamento a liquido con la piastra inferiore del box e la condivisione dello spazio tra il tubo di raffreddamento a liquido e il supporto strutturale, riducendo del 15% i componenti indipendenti di dissipazione del calore; il corpo della batteria come parte strutturale: la batteria a lama di BYD fornisce un supporto robusto grazie alle pareti laterali lunghe e sottili della cella, eliminando il telaio del modulo e aumentando il tasso di utilizzo dello spazio al 60%-80%.
Una profonda ottimizzazione della topologia elettrica, ad esempio la topologia a cascata ad alta tensione, riduce il numero di circuiti paralleli aumentando la capacità e il livello di tensione delle singole celle (come nel caso dell'accumulo di energia a stringa intelligente di Huawei), riducendo lo spazio fisico dello stack di batterie del 20% e accorciando il tempo di risposta del sistema del 50%. Progettazione a relè condiviso: il box ad alta tensione due in uno di Jiangsu Trina Energy Storage consente a due linee di condividere lo stesso relè, riducendo del 50% il numero di relè e la lunghezza dei cavi e migliorando l'efficienza di installazione del 30%.
2- Disposizione delle celle e progettazione del supporto: bilanciamento tra capacità portante, dissipazione del calore e resistenza alle vibrazioni
L'essenza della disposizione delle celle risiede nel gioco tra utilizzo dello spazio, distribuzione del calore e stabilità meccanica. La forma fisica e la direzione di disposizione della cella influiscono direttamente sull'efficienza di riempimento dello spazio:
a. Ottimizzare la disposizione delle celle
Design della cella invertito: ruotare la valvola antideflagrante della cella verso il basso, in modo che lo scarico termico in fuga e lo spazio inferiore a prova di esplosione siano condivisi, liberando lo spazio in altezza della cella e ottenendo un utilizzo del volume ottimale.
Disposizione delle celle disposte orizzontalmente: ottimizzare l'utilizzo dello spazio in altezza del pacco batteria, aumentare la percentuale di materiali attivi e aumentare significativamente il tasso di utilizzo del volume rispetto alla cella verticale.
Celle ultra lunghe e sottili: ridurre il numero di celle per unità di volume grazie alla lunghezza e allo spessore ridotti delle celle, migliorando l'efficienza di raggruppamento.
b. Progettazione combinata di dissipazione del calore e capacità portante: mira a ottenere una duplice ottimizzazione dell'efficienza di dissipazione del calore e della resistenza strutturale attraverso l'innovazione collaborativa di struttura, materiali e processi. Percorso di progettazione strutturale:
Struttura integrata, come la progettazione conforme della piastra di raffreddamento a liquido e della trave di supporto: integrazione del canale di raffreddamento a liquido nella trave di supporto in lega di alluminio per ridurre i componenti indipendenti e migliorare l'utilizzo dello spazio;
Layout a strati e compartimentato, impilando il pacco batteria, il sistema di raffreddamento a liquido e il BMS a strati per ridurre l'interferenza reciproca tra flusso di calore e stress meccanico;
Ottimizzazione della meccanica bionica, come la struttura a nido d'ape/ondulata, progettazione di uno strato di nucleo a nido d'ape o ondulato nel telaio di supporto in lega di alluminio (come la soluzione brevettata Mufeng.com), assorbimento dell'energia delle vibrazioni tramite deformazione e ottimizzazione del percorso di dissipazione del calore.
Percorso di innovazione dei materiali:
Conduzione del calore e supporto del carico integrati, come il materiale composito in fibra di lega di alluminio (conduttività termica ≥ 200 W/m·K, resistenza +30%); materiale intelligente, lo strato di riempimento a cambiamento di fase (PCM) assorbe il calore e lo rilascia lentamente, differenza di temperatura ±1,5℃; smorzamento leggero: il cuscinetto elastico in silicone assorbe le vibrazioni (smorzamento +40%). Percorso di implementazione del processo:
Processo di stampaggio di precisione, come lo stampaggio per estrusione: utilizzato per la produzione di travi in lega di alluminio raffreddate a liquido con canali di flusso complessi;
Tecnologia di trattamento superficiale, come la generazione di uno strato di ossido ceramico sulla superficie della lega di alluminio per migliorare la resistenza alla corrosione (test in nebbia salina ≥1000 ore), migliorando al contempo l'efficienza di dissipazione del calore (emissività superficiale aumentata del 20%);
Processo di assemblaggio intelligente, regolazione dinamica del precarico, come l'integrazione di sensori di pressione e attuatori elettrici per regolare il precarico dei bulloni (5-20 kN) in tempo reale, evitando danni da sovrapressione alla cella della batteria.
c. Progettazione coordinata della resistenza al carico e alle vibrazioni della struttura di supporto: il sistema di supporto deve soddisfare il duplice requisito di resistenza al carico statico (peso della cella della batteria + pressione di impilamento) e di resistenza dinamica alle vibrazioni (trasporto/shock sismico).
3- Modularità e compatibilità: interfaccia standardizzata e architettura scalabile
L'essenza dell'interfaccia standardizzata che si adatta a batterie multi-dimensione è quella di ottenere un'espansione flessibile delle specifiche della batteria su una piattaforma unificata attraverso l'innovazione collaborativa nella gestione meccanica, elettrica e termica. La tecnologia attuale è passata dalla compatibilità statica alla regolazione dinamica e in futuro evolverà verso intelligenza, leggerezza e integrazione multi-scenario.
a. Innovazione collaborativa della struttura meccanica:
Standardizzazione dell'interfaccia meccanica: definire le dimensioni unificate del dispositivo di connessione.
Progettazione modulare di pacchi/armadi batteria: realizzare moduli e armadi batteria scalabili tramite celle di dimensioni standardizzate (come batterie da 280 Ah, 314 Ah), supportando combinazioni flessibili di diversi requisiti di capacità.
Figura 1-Contenitore per batteria ESS da 280 Ah
b. Regolazione dinamica del sistema elettrico
Protocolli e interfacce di comunicazione standardizzati, come la compatibilità con i sistemi BMS: formulare un protocollo di comunicazione BMS (sistema di gestione della batteria) unificato per supportare una connessione fluida con PCS e celle di batteria di diversi produttori; regolazione dinamica della potenza, attraverso il controllo dell'inerzia virtuale e un algoritmo di ottimizzazione multi-scala temporale, per ottenere una regolazione in tempo reale della potenza attiva/reattiva; e progettazione adattiva dell'abbinamento dei parametri elettrici.
c. Adattamento intelligente del sistema di gestione termica
Soluzioni di gestione termica graduali, come l'utilizzo di schiuma ignifuga ad alto rimbalzo, colla termoconduttiva e altri materiali a livello di batteria per bilanciare i requisiti di isolamento e dissipazione del calore e inibire la diffusione del calore; progettazione integrata della piastra di raffreddamento a liquido integrata a livello di modulo e dello strato isolante per migliorare la durata del ciclo; a livello di sistema, la capacità di raffreddamento viene regolata dinamicamente tramite compressori a frequenza variabile e più rami di raffreddamento.
Monitoraggio e previsione intelligenti, fusione multi-sensore. Posizionamento dei sensori di temperatura in punti chiave come i poli della batteria e ampie superfici per ottenere un'acquisizione della temperatura ad alta precisione; La tecnologia Digital Twin ottimizza la strategia di dissipazione del calore in tempo reale tramite monitoraggio cloud e manutenzione predittiva.
4-Riepilogo
L'ottimizzazione dello spazio degli alloggiamenti per batterie ESS è passata da un singolo miglioramento strutturale a un'innovazione collaborativa multidimensionale:
La fusione di materiali, struttura e algoritmi, come la combinazione di alloggiamento in fibra di carbonio + tecnologia CTP + algoritmo di layout basato sull'intelligenza artificiale, diventerà la norma.
La modularizzazione e la standardizzazione stanno accelerando e il design standardizzato, che vede il pacco batteria come unità funzionale più piccola, promuoverà la riduzione dei costi e l'aumento dell'efficienza nel settore.
La stretta correlazione tra gestione termica e utilizzo dello spazio, il raffreddamento a liquido a immersione e la tecnologia di controllo dinamico della temperatura liberano ulteriormente il potenziale dello spazio.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Con la crescita esponenziale della potenza di calcolo dell'intelligenza artificiale e il continuo aumento della densità di potenza dei data center, la tradizionale tecnologia di raffreddamento ad aria non è più in grado di soddisfare le esigenze di dissipazione del calore. La tecnologia di raffreddamento a liquido è diventata indispensabile per i suoi vantaggi quali l'efficiente dissipazione del calore, il risparmio energetico e la riduzione dei consumi. Nella tecnologia di raffreddamento a liquido, la concorrenza tra piastra fredda e immersione è particolarmente agguerrita. Questo articolo analizzerà i vantaggi e gli svantaggi di entrambi dal punto di vista delle caratteristiche tecniche, degli scenari applicativi, del rapporto costo-efficacia e delle tendenze future, esplorerà le loro direzioni dominanti in futuro.
1- Confronto delle caratteristiche tecniche: il tipo a piastra fredda ha una forte compatibilità e il tipo a immersione ha una maggiore efficienza di dissipazione del calore
UN. Raffreddamento a liquido a piastra fredda: un "riformista" con transizione graduale
Elevata compatibilità: non è necessario modificare in modo significativo la struttura del server, è compatibile con l'infrastruttura del data center raffreddato ad aria esistente, con bassi costi di modifica e ciclo breve.
Elevata sicurezza: il refrigerante non entra in contatto diretto con i componenti elettronici, il rischio di perdite è basso e può essere ulteriormente ridotto grazie alla progettazione modulare (ad esempio giunti a sgancio rapido e tubi ridondanti).
Elevata maturità: la tecnologia Cold Plate è stata ampiamente utilizzata in scenari quali Alibaba Cloud Qiandao Lake Data Center e progetti di cooperazione Intel, rappresentando il 90% dell'attuale mercato del raffreddamento a liquido.
Limitazioni: il tipo cold plate riesce a coprire solo alcuni componenti ad alta potenza (come CPU e GPU), mentre il resto del calore deve comunque fare affidamento sul raffreddamento ad aria per favorire la dissipazione del calore. Il valore PUE è solitamente compreso tra 1,1 e 1,2, leggermente superiore a quello del tipo a immersione.
B. Raffreddamento a liquido ad immersione: un "innovatore" con efficiente dissipazione del calore
Il raffreddamento a liquido a immersione immerge completamente il server nel refrigerante isolante e consente la completa dissipazione del calore del dispositivo tramite contatto diretto. I suoi principali vantaggi includono:
Efficienza energetica estrema: la conduttività termica del liquido è 20-30 volte superiore a quella dell'aria, il PUE può arrivare fino a 1,05 e l'efficienza di dissipazione del calore aumenta di oltre 3 volte.
Risparmio di spazio: il volume del sistema di raffreddamento è solo 1/3 di quello del raffreddamento ad aria e la densità di potenza di un singolo cabinet può raggiungere più di 50 kW, il che è adatto a scenari ad alta densità come il supercomputing AI.
Silenzioso ed ecologico: non sono necessarie ventole, il rumore è ridotto di oltre il 90% e non c'è inquinamento da polvere, il che prolunga la durata dell'apparecchiatura.
Sfide: l'immersione richiede server personalizzati, il costo del refrigerante può arrivare fino al 60% (ad esempio il liquido fluorurato), l'investimento iniziale è elevato e la compatibilità ecologica deve essere migliorata.
2- Differenziazione dello scenario applicativo: prevale il raffreddamento a liquido a piastra fredda a medio e breve termine, viene liberato il potenziale di raffreddamento a liquido a immersione a lungo termine
UN. Raffreddamento a liquido con piastra fredda: una scelta conveniente per la ristrutturazione di IDC esistenti e la costruzione di nuovi IDC
Ristrutturazione di vecchi data center: il raffreddamento a liquido con piastra fredda può essere adattato rapidamente all'architettura raffreddata ad aria esistente, con un breve ciclo di ristrutturazione e costi controllabili. Ad esempio, la soluzione modulare su cui hanno collaborato Intel e Bich riduce le difficoltà di implementazione tramite una progettazione standardizzata della piastra fredda.
Scenari di elaborazione a media e alta densità: il raffreddamento a liquido cold plate supporta già 130-250 kW di potenza per cabinet (come le GPU NVIDIA serie B), soddisfacendo la maggior parte delle esigenze di formazione dell'intelligenza artificiale.
B. Raffreddamento a liquido a immersione: la soluzione definitiva per supercomputing e data center ecologici
Potenza di calcolo ad altissima densità: la potenza dei cabinet dei chip di prossima generazione (come la serie Rubin di NVIDIA) supererà i 1000 kW e il raffreddamento a liquido a immersione diventerà l'unica soluzione praticabile.
Esigenze di risparmio energetico: il PUE del raffreddamento a liquido a immersione è prossimo a 1,05 e l'efficienza di recupero del calore di scarto raggiunge il 90% (come la soluzione di Lenovo), in linea con la politica di obiettivi "dual carbon".
C. Situazione attuale del mercato
Il raffreddamento a liquido con piastra fredda domina il mercato attuale: nel 2025, il raffreddamento a liquido con piastra fredda rappresenterà l'80%-90% del mercato del raffreddamento a liquido, mentre il raffreddamento a liquido a immersione rappresenterà meno del 10%. Inoltre, sono state create interfacce standardizzate (come il design della piastra fredda OCP di Intel) e le soluzioni di produttori come Inspur e Sugon sono altamente compatibili. Il progetto cinese "East Data West Computing" richiede che il PUE dei data center di nuova costruzione sia ≤1,25 e il raffreddamento a liquido cold plate diventa la prima scelta per la transizione.
Il raffreddamento a liquido a immersione è pronto: la soluzione a immersione con cambio di fase Sugon C8000 raggiunge un PUE di 1,04 e il data center "Kirin" di Alibaba Cloud verifica la fattibilità del raffreddamento a liquido a immersione monofase. I chip ad alta potenza come la GPU NVIDIA B200 (1000 W+) hanno favorito l'uso della tecnologia immersiva, aumentando la densità di potenza di calcolo del raffreddamento a liquido del 30%-50%. L’UE prevede di vietare i liquidi fluorurati nel 2028 e la ricerca e lo sviluppo di refrigeranti nazionali a base di idrocarburi/oli siliconici hanno subito un’accelerazione (come la serie “Kunlun” di Sinopec).
3-Parere autorevole PK
Raffreddamento a liquido con piastra fredda: il raffreddamento a liquido con piastra fredda è il "rompighiaccio" per la diffusione del raffreddamento a liquido. Nei prossimi cinque anni rappresenterà ancora l'80% del mercato incrementale del raffreddamento a liquido. Il raffreddamento a liquido a immersione deve attendere che il consumo energetico del chip superi il punto critico.
Fazione di raffreddamento a liquido a immersione: il raffreddamento a liquido a immersione con cambiamento di fase è la forma definitiva di raffreddamento a liquido, mentre il raffreddamento a liquido con piastra fredda è solo una soluzione transitoria. Quando il consumo energetico di un singolo chip supera gli 800 W, il raffreddamento a liquido a immersione diventa l'unica opzione.
Neutrali: la differenziazione dei percorsi tecnici riflette la stratificazione della domanda di potenza di calcolo. La cold board supporta l'"informatica orientale", mentre l'immersione supporta l'"informatica occidentale". Lo sviluppo parallelo a doppio binario sarà il tema principale del prossimo decennio.
4-Opportunità e strategie del settore
Gioco ecologico e sui costi: il raffreddamento a liquido con piastra fredda avrà la meglio nel breve termine, mentre il raffreddamento a liquido a immersione deve ridurre i costi per uscire dalla situazione di stallo.
Raffreddamento a liquido con piastra fredda: ottimizzazione dei materiali (composito rame-alluminio), miglioramento della precisione di lavorazione (processo a prova di perdite) e promozione di una progettazione modulare e standardizzata.
Raffreddamento a liquido a immersione: sviluppare liquidi di raffreddamento convenienti (ad esempio liquidi a immersione monofase), cabinet compatibili e collaborare con i produttori di chip per personalizzare le soluzioni di raffreddamento.
Riserve tecnologiche: esplorare piastre di raffreddamento a flusso bifase e sistemi di monitoraggio intelligenti (come la regolazione dinamica del flusso tramite intelligenza artificiale) per far fronte alle future elevate richieste di potenza.
5- Conclusion
Breve termine (2025-2027): il raffreddamento a liquido a piastra fredda domina gli scenari generali e il tasso di penetrazione del raffreddamento a liquido a immersione aumenta al 15%-20%; Lungo termine (2030+): il raffreddamento a liquido a immersione con cambiamento di fase diventa la norma nel campo dell'elevata potenza di calcolo, mentre il raffreddamento a liquido a piastra fredda si ritira nel mercato a media e bassa densità.
I fattori decisivi: il costo del refrigerante, la velocità di incremento del consumo energetico dei chip e le politiche internazionali di tutela ambientale.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Con il rapido sviluppo di veicoli a nuova energia e dei settori dell'accumulo di energia, leggerezza, elevata sicurezza ed efficiente gestione termica sono diventati requisiti fondamentali. La nostra azienda è profondamente impegnata nel campo della lavorazione di materiali in lega di alluminio. Affidandoci a una selezione avanzata di materiali, processi di formatura e tecnologie di saldatura, ci concentriamo sulla ricerca, sviluppo e produzione di vassoi per batterie, piastre di raffreddamento a liquido, scatole per accumulatori di energia e radiatori. La lega di alluminio è diventata la scelta ideale per la leggerezza e la gestione termica delle nuove apparecchiature energetiche grazie alla sua bassa densità (circa 2,7 g/cm³), all'elevata resistenza, alla resistenza alla corrosione e all'eccellente conduttività termica (conduttività termica di circa 150-220 W/m·K).
1- Selezione del materiale in lega di alluminio e considerazioni chiave
Prodotti diversi presentano requisiti prestazionali significativamente diversi per le leghe di alluminio ed è necessario combinare resistenza, resistenza alla corrosione, saldabilità e adattabilità al processo per una selezione completa dei materiali:
a. Vassoio batteria
Gradi comuni: 6061-T6, 6005A-T6, 6063-T6.
Criteri di selezione:
· Deve soddisfare una resistenza alla trazione ≥ 240 MPa (come il 6061-T6) per superare i test di estrusione, caduta e impatto con sfera standard nazionali;
· Elevati requisiti di saldabilità, è necessario evitare cricche termiche (si preferisce la serie 6xxx rinforzata con Mg/Si);
· La resistenza alla corrosione è migliorata tramite anodizzazione o rivestimento in alluminio.
Figura 1 - Vassoio batteria in lega di alluminio
b. Scatola per accumulatore di energia
Marche comuni: 5083, 6061-T6 (sia per resistenza meccanica che per resistenza alla corrosione).
Criteri di selezione:
· Necessità di resistere a vibrazioni e carichi d'impatto, il limite di snervamento deve essere ≥200 MPa;
· Elevati requisiti di trattamento superficiale per evitare la corrosione elettrochimica.
c. Piastra di raffreddamento a liquido
Marche comuni: 3003, 6061/6063, 6082.
Criteri di selezione:
· Elevata conduttività termica e resistenza alla corrosione;
· Il canale di raffreddamento a liquido richiede uno stampaggio complesso e si preferisce la serie 6xxx con eccellenti prestazioni di estrusione.
2- Differenze nelle prestazioni di processo e difficoltà di lavorazione
La lavorazione delle leghe di alluminio deve adattarsi alle loro proprietà fisiche, in particolare durante il taglio, la lavorazione CNC, la saldatura e il trattamento superficiale:
a. Taglio e lavorazione CNC
Difficoltà:
· La lavorazione di fori ad alta precisione è soggetta a bave o deformazioni (come sporgenze sul bordo dei fori a gradino) a causa della duttilità del materiale;
· Le strutture a pareti sottili (come i canali di flusso delle piastre di raffreddamento a liquido) devono controllare le forze di taglio per evitare deformazioni.
Soluzione:
· Utilizzare utensili con rivestimento diamantato per migliorare l'affilatura dei bordi e ridurre la deformazione da estrusione;
· Ottimizzare i parametri di lavorazione (come alta velocità e basso avanzamento) e collaborare con le apparecchiature CNC generali per ottenere una lavorazione stabile.
b. Processo di saldatura
Sfide principali:
· Il film di ossido (punto di fusione di Al₂O₃ 2050 °C) ostacola la fusione e porta facilmente alla formazione di pori e inclusioni di scorie; · Alcune leghe presentano un'elevata tendenza alla formazione di cricche a caldo, pertanto è necessario controllare l'energia di saldatura e la composizione del filo di saldatura.
Processi preferiti:
· Saldatura TIG (alimentazione a corrente alternata): adatta per lamiere sottili, con rimozione del film di ossido mediante "pulizia catodica";
· Saldatura MIG (alta corrente + miscela di gas elio): elevata efficienza di saldatura per lamiere spesse e apporto termico controllabile.
Figura 2 - Saldatura del vassoio della batteria
c. Trattamento superficiale
· Rivestimento isolante resistente alla pressione: applicato al vassoio batteria e all'interno del contenitore del pacco batteria, deve superare il test di pressione (≥3000 V CC/1 min); lo spessore del rivestimento è di 20-50 μm, per garantire la sicurezza dell'isolamento in ambienti ad alta tensione;
· Rivestimento isolante e deumidificante: per il contenitore del pacco batteria, vengono utilizzati materiali idrofobici (come la resina fluorocarbonica) per ridurre il rischio di condensa interna e il valore dyne è ≥34 per garantire l'adesione;
· Rivestimento di protezione anticollisione: utilizzato per la parete esterna del vassoio batteria, viene selezionato un elastomero poliuretanico (durezza ≥80 Shore A), con una resistenza all'impatto migliorata di oltre il 30%;
· Anodizzazione: trattamento anticorrosione convenzionale, errore di spessore del film ≤3 μm, adatto per strutture complesse.
3- Ispezione di verifica e adattabilità delle apparecchiature
Per soddisfare gli standard del nuovo settore energetico (come GB/T31467.3, UL2580), sono necessari una verifica multidimensionale e un adattamento del processo:
a. Ispezione di verifica
· Resistenza strutturale: verificare le prestazioni di carico, estrusione e impatto con la sfera del vassoio tramite simulazione agli elementi finiti (sollecitazione massima ≤ limite di snervamento del materiale);
· Test di tenuta: il sistema di raffreddamento a liquido utilizza il rilevamento delle perdite con elio (tasso di perdita ≤1×10⁻⁶ mbar·L/s) e un test di pressione ciclica (0,5-1,5 MPa/5000 volte);
· Verifica delle prestazioni del rivestimento:
Test di tensione di tenuta del rivestimento isolante (5000 V CC/60 s senza guasti);
Il rivestimento anticollisione supera il test di impatto con la sfera in caduta (sfera d'acciaio da 1 kg a 1 m di altezza) e il test di nebbia salina (1000 ore senza distacco).
b. Ottimizzazione dell'adattabilità delle apparecchiature
· Trasformazione generale delle apparecchiature CNC: grazie alla progettazione di attrezzature ad alta precisione e all'algoritmo di compensazione dinamica, la deformazione di lavorazione di componenti a pareti sottili può essere ≤0,1 mm;
· Libreria dei parametri di saldatura: definizione di parametri di saldatura standard (come corrente e velocità di avanzamento del filo) per diverse qualità di leghe di alluminio per ridurre il ciclo di debug;
· Spruzzatura automatizzata del rivestimento: grazie all'utilizzo di un robot multiasse per la spruzzatura, combinato con la tecnologia di polimerizzazione a infrarossi, l'errore di uniformità del rivestimento è ≤5%.
Conclusione
L'ampia applicazione delle leghe di alluminio nelle nuove apparecchiature energetiche non è solo una vittoria della scienza dei materiali, ma anche una manifestazione di innovazione di processo. La nostra azienda continuerà a esplorare nuove leghe di alluminio ad alta resistenza, resistenti alla corrosione e facili da lavorare, e a promuovere l'aggiornamento delle prestazioni di prodotti come vassoi per batterie e piastre di raffreddamento a liquido attraverso l'innovazione di processo, aiutando il settore a progredire verso un futuro efficiente e leggero.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Con il continuo aumento della densità di potenza dei dispositivi elettronici, la progettazione della dissipazione del calore è diventata un elemento chiave che influenza l'affidabilità e la durata del sistema. In qualità di produttore professionale con 19 anni di esperienza nella gestione termica, combiniamo casi ingegneristici tipici con l'esperienza nella simulazione multifisica sul campo per analizzare a fondo i cinque principali malintesi tecnici che gli ingegneri tendono a trascurare negli scenari ad alta potenza e fornire soluzioni conformi alle prassi del settore.
Equivoco 1: Abuso di materiali ad alta conduttività termica, deviazione di calcolo della resistenza termica di interfaccia
Problema tipico: Ricerca eccessiva di valori teorici per i materiali termoconduttivi, ignorando la realtà ingegneristica della resistenza termica di contatto dell'interfaccia.
Analisi del caso: Un modulo di dissipazione del calore per radar laser per autoveicoli utilizza un substrato di rame puro (conduttività termica 401 W/m·K), ma lo spessore del rivestimento del materiale di interfaccia termica (TIM) non è controllato con precisione (0,1 mm di progetto, fluttuazione effettiva ±0,05 mm) e la resistenza termica di contatto misurata raggiunge 0,6 °C·cm²/W, causando un superamento del 22% della temperatura di giunzione dell'FPGA rispetto allo standard. Dopo il passaggio ai pad termici preformati (tolleranza ±0,02 mm, resistenza termica <0,03 °C·cm²/W) e la combinazione con il processo di sinterizzazione sotto vuoto, la temperatura di giunzione si riduce di 17 °C e l'MTBF (tempo medio tra guasti) aumenta a 100.000 ore.
Piano di ottimizzazione:
Selezione del materiale: secondo lo standard ASTM D5470, viene misurata la resistenza termica del TIM e si preferiscono materiali a cambiamento di fase o elastomeri caricati con metallo.
Controllo di processo: utilizzare apparecchiature di dosaggio automatiche (precisione ±3%) per garantire una tolleranza di spessore <10% ed evitare vuoti d'aria.
Equivoco 2: Incongruenza nell'organizzazione del flusso d'aria nel sistema di raffreddamento ad aria, punti caldi locali fuori controllo
Problema tipico: sovrapposizione cieca del numero di ventole, ignorando l'adattamento di impedenza del canale di flusso e l'effetto di separazione dello strato limite.
Esempio ingegneristico: un cluster GPU di un data center utilizza 4 ventole da 12.038 (volume d'aria 200 CFM), ma a causa di una progettazione non corretta dell'angolo di guida dell'aria (piegatura ad angolo retto di 90°), il volume d'aria effettivo effettivo è solo il 65% del valore nominale e la differenza di temperatura locale raggiunge i 40 °C. Dopo l'ottimizzazione della simulazione CFD, il canale di guida dell'aria viene modificato in un canale di flusso a espansione graduale (angolo di diffusione <7°) e viene adottato un layout a alette sfalsate (il gradiente di spaziatura aumenta da 2 mm a 3,5 mm), la resistenza al vento complessiva viene ridotta del 30% e la differenza di temperatura del punto caldo viene controllata entro 8 °C. Strategia di base:
Progettazione del campo di flusso: i test in galleria del vento vengono eseguiti secondo la norma ISO 5801 per ottimizzare il rapporto tra le aree di ingresso e di uscita (consigliato 1:1,2).
Controllo dinamico: in base alla curva Q-H della ventola PWM, il punto di impedenza del sistema viene abbinato all'intervallo di efficienza più elevato (solitamente 60-80% del volume d'aria massimo).
Equivoco 3: Un difetto nella progettazione della protezione ambientale accelera l'invecchiamento dei materiali
Problema tipico: concentrarsi solo sulle prestazioni iniziali di dissipazione del calore, ignorando gli effetti di stress ambientali a lungo termine come umidità, calore, polvere e nebbia salina.
Analisi del caso: un convertitore eolico offshore utilizza un dissipatore di calore in lega di alluminio 6061 (anodizzato superficialmente). Dopo 6 mesi di funzionamento in un ambiente con nebbia salina, lo strato di ossido si è staccato, causando un aumento del 50% della resistenza termica di contatto e un aumento del tasso di guasto degli IGBT. Passando alla lega di alluminio 5052 (resistenza alla nebbia salina >1000 ore) e applicando una vernice poliuretanica a tripla resistenza (spessore 50 μm, in conformità con lo standard IEC 60068-2-11), il tasso di guasto sul campo a 3 anni è diminuito del 75%. Punti di forza:
Tecnologia di rivestimento: Rivestimento ceramico Al2O3 mediante spruzzatura al plasma (conduttività termica 30 W/m·K, resistenza a temperature >800 °C) utilizzato in scenari ad alta temperatura.
Struttura di tenuta: Grado di protezione IP69K (guarnizione in silicone a doppio passaggio + valvola di sicurezza) per garantire l'assenza di infiltrazioni di polvere/vapore acqueo.
Equivoco 4: Mancanza di modellazione del carico termico transitorio e selezione inadeguata dei materiali a cambiamento di fase
Problema tipico: la soluzione di dissipazione del calore progettata tramite simulazione a stato stazionario non è in grado di gestire impulsi di potenza nell'ordine dei millisecondi.
Dati misurati: un amplificatore di potenza a stato solido è sottoposto a un carico impulsivo di 2 ms a 2000 W in una stazione base 5G. L'aumento di temperatura transitorio della soluzione tradizionale con substrato in alluminio raggiunge i 55 °C, mentre il materiale a cambiamento di fase a microcapsula (composito paraffina/grafene, calore latente del cambiamento di fase 220 J/g), combinato con la simulazione termica transitoria (lunghezza del passo transitorio ANSYS Icepak 1 ms), viene utilizzato per controllare l'aumento di temperatura a 18 °C, soddisfacendo i requisiti del test di impatto MIL-STD-810G.
Tecnologia di gestione dinamica:
Imballaggio a cambiamento di fase: la struttura a nido d'ape viene utilizzata per incapsulare il materiale a cambiamento di fase (porosità >70%) per evitare perdite di liquido e migliorare l'efficienza di diffusione del calore. Calibrazione del modello: le condizioni al contorno della simulazione vengono corrette in base all'imaging termico a infrarossi (frequenza di campionamento 100 Hz) e l'errore è <±1,5 °C
Equivoco 5: la valutazione del TCO è unilaterale e ignora i costi operativi e di manutenzione nascosti.
Problema tipico: viene confrontato solo il costo iniziale dell'hardware e non vengono quantificate le perdite dovute a consumo energetico/manutenzione/fermi macchina.
Confronto dei costi: una fabbrica di semiconduttori utilizzava originariamente armadi raffreddati ad aria (costo iniziale di 500.000 yuan), con una bolletta elettrica annua di 1,2 milioni di yuan (PUE = 1,8). Dopo l'aggiornamento al raffreddamento a liquido a immersione bifase (costo iniziale di 1,8 milioni di yuan), la bolletta elettrica annua è scesa a 450.000 yuan (PUE = 1,05) e, grazie alla riduzione del carico di condizionamento dell'aria della camera bianca, il risparmio annuo complessivo ha raggiunto i 900.000 yuan e l'investimento incrementale può essere recuperato in 2,1 anni (IRR > 25%). Modello decisionale:
Modellazione raffinata: introduzione di una simulazione Monte Carlo per quantificare l'impatto del tasso di guasto delle apparecchiature (distribuzione di Weibull) sul TCO.
Sovrapposizione delle politiche: in combinazione con meccanismi di tassazione del carbonio (come il CBAM dell'UE), le emissioni di carbonio dei sistemi di raffreddamento a liquido durante l'intero ciclo di vita vengono ridotte del 60% e si ottiene un sussidio aggiuntivo del 15%.
Conclusione: Aggiornamento del paradigma di progettazione termica da basato sull'esperienza a basato sui dati.
Processo standardizzato: Introduzione dello standard di test termico JESD51-14 nella fase di progettazione concettuale per evitare rilavorazioni successive (il ciclo di progetto di un determinato modulo ottico si riduce del 30%).
Collaborazione multidisciplinare: Grazie all'accoppiamento di perdite elettromagnetiche (estrazione HFSS) e campo di deformazione termica con COMSOL Multiphysics, l'efficienza di dissipazione del calore di un componente radar TR migliora del 40%.
Operatività e manutenzione intelligenti: Implementazione di sensori di temperatura a reticolo in fibra (accuratezza ±0,1 °C) e piattaforme di digital twin per ottenere la previsione dei guasti (i tempi di inattività imprevisti di un centro di supercalcolo si riducono del 90%).
Grazie a un approccio ingegneristico rigoroso e alla verifica completa dei dati, i progettisti termici possono evitare con precisione i "killer invisibili" e gettare le basi per sistemi ad alta affidabilità. Come professionisti del settore, ci impegniamo a fornire soluzioni a ciclo chiuso, dai materiali ai sistemi, e ad affrontare congiuntamente le sfide di gestione termica con i clienti.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
1- Requisiti di tolleranza speciali per i componenti chiave
Nella produzione di vassoi batteria per veicoli elettrici e di alloggiamenti per pacchi batteria per accumulo di energia con raffreddamento a liquido, il controllo della tolleranza delle superfici e delle interfacce di collegamento chiave influisce direttamente sulla tenuta, sull'efficienza di dissipazione del calore e sulla precisione di assemblaggio.
a. Superficie di installazione della piastra di raffreddamento a liquido
La piastra di raffreddamento a liquido è il componente principale del sistema di gestione termica della batteria. La planarità della sua superficie di installazione influisce direttamente sulla tenuta del canale di flusso del refrigerante. Se la planarità non rientra nei limiti di tolleranza, causerà una compressione irregolare della guarnizione in silicone, causando perdite localizzate o una maggiore resistenza termica.
b. Disallineamento dei cordoni di saldatura
Il vassoio batteria utilizza spesso una struttura di saldatura in lega di alluminio. Il disallineamento dei cordoni di saldatura causerà una concentrazione di sollecitazioni e ridurrà la durata a fatica. Soprattutto in scenari con elevati requisiti di ermeticità dell'alloggiamento del pacco batteria (come IP67), il disallineamento deve essere rigorosamente controllato.
c. Foro di posizionamento del modulo batteria
Il foro di posizionamento viene utilizzato per fissare con precisione il modulo batteria. Una tolleranza eccessiva causerà il disallineamento del modulo, con conseguenti guasti ai collegamenti elettrici o rischi di vibrazioni meccaniche.
d. Fissaggio della posizione del foro per i bulloni
Il foro per i bulloni viene utilizzato per collegare l'alloggiamento del pacco batteria al telaio. Eventuali deviazioni di posizione causeranno sollecitazioni di assemblaggio e persino la rottura dei bulloni.
e. Rettilineità dei bordi dell'alloggiamento del pacco batteria
La rettilineità dei bordi dell'alloggiamento del pacco batteria influisce sull'assemblaggio dei coperchi superiore e inferiore e sul livello di protezione IP, in particolare per gli alloggiamenti saldati al laser, dove il bordo deve essere utilizzato come riferimento per il tracciamento della testina laser.
2- L'impatto della tolleranza dimensionale sull'efficienza produttiva
L'impatto della tolleranza dimensionale sull'efficienza produttiva si riflette principalmente nel suo equilibrio tra flusso di lavorazione, controllo dei costi e qualità del prodotto. Una progettazione con tolleranze ragionevoli può non solo garantire la funzionalità del prodotto, ma anche ottimizzare il ritmo di produzione. L'impatto di un controllo ragionevole della tolleranza dimensionale sull'efficienza produttiva si riflette principalmente nei seguenti aspetti:
a. Equilibrio tra precisione di lavorazione e costi di produzione
· Sebbene una rigorosa tolleranza dimensionale possa migliorare la precisione di sigillatura e assemblaggio, sono necessarie apparecchiature di lavorazione ad alta precisione e processi complessi, il che aumenta significativamente l'investimento in attrezzature e i tempi di lavorazione.
· Un'eccessiva ricerca della precisione può comportare un aumento dei costi di lavorazione. È necessario impostare tolleranze rigorose nei componenti funzionali chiave e le tolleranze dovrebbero essere opportunamente allentate nelle aree non critiche per ridurre i costi.
b. Controllo del tasso di rilavorazione e del tasso di scarto
· Una progettazione con tolleranze ragionevoli può ridurre le rilavorazioni causate da deviazioni dimensionali.
· La deformazione da saldatura è il problema principale nella produzione di vassoi per batterie. L'utilizzo del processo di saldatura a freddo CMT può ottimizzare l'apporto termico, ridurre la deformazione dopo la saldatura e abbreviare il ciclo di rilavorazione.
c. Produzione modulare e standardizzata
· Grazie ai componenti standardizzati, i requisiti di tolleranza si concentrano su parti sostituibili localmente, riducendo la difficoltà di lavorazione complessiva.
· La progettazione con tolleranze standardizzate può inoltre supportare la compatibilità multi-modello e ridurre la necessità di lavorazioni personalizzate.
3-Standard di settore e applicazioni pratiche del controllo della planarità
Per i vassoi batteria dei veicoli a nuova energia, gli standard di settore prevedono requisiti rigorosi:
a. Standard di planarità: la planarità della superficie di installazione della piastra di raffreddamento a liquido deve essere ≤0,2 mm, la planarità della piastra di supporto inferiore deve essere ≤0,5 mm/m² e l'errore di planarità del telaio dopo la saldatura deve essere ≤0,8 mm6.
b. Ottimizzazione del processo di produzione: la fresatura di precisione CNC, la saldatura a freddo CMT e il trattamento di invecchiamento tramite vibrazioni (VSR), combinati con il rilevamento online tramite interferometro laser, riducono il rischio di deformazione.
c. Selezione del materiale: si consiglia di utilizzare leghe di alluminio ad alta resistenza come la 6061, con un limite di snervamento ≥1180 MPa, tenendo conto sia della leggerezza che della stabilità strutturale.
4- Strategia di adeguamento delle tolleranze basata su materiali e processi
a. L'innovazione nei materiali favorisce l'alleggerimento
Utilizzo di leghe di alluminio leggere ad alta resistenza (come la 6061) e materiali compositi (matrice di alluminio rinforzata con carburo di silicio), combinate con anodizzazione e rivestimento isolante, per ottenere una riduzione del peso del 30% e migliorare la resistenza alla corrosione, adattandosi ai requisiti di dissipazione del calore dei sistemi di raffreddamento a liquido.
b. La collaborazione di processo migliora la precisione di produzione
Lo stampaggio per estrusione monoblocco + la saldatura ad attrito e stiramento (FSW) riducono il numero di saldature, la saldatura a freddo CMT e la saldatura laser controllano la deformazione termica.
c. Simulazione a ciclo chiuso per garantire l'affidabilità
La simulazione CAE ottimizza la disposizione delle nervature di rinforzo, la scansione laser e la tecnologia di rilevamento delle perdite di elio consentono il monitoraggio completo del processo, il design modulare è compatibile con tolleranze di ±5 mm, riducendo i costi e aumentando l'efficienza.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

1- Caratteristiche del processo di saldatura in lega di alluminio del vassoio batteria/scatola del pacco di accumulo di energia
Nella produzione di nuove scatole del pacco di energia raffreddate a liquido, vassoi batteria e altri prodotti, i canali di raffreddamento a liquido e le strutture multi-cavità sono tipiche caratteristiche di progettazione complesse (come mostrato nella Figura 1). Tali strutture spesso includono le seguenti caratteristiche:
Figura 1: Design tipico di un vassoio per batteria
Interlacciamento spaziale tridimensionale: i canali di flusso sono distribuiti in una forma serpentina, con un gran numero di punti di svolta spaziali;
Collegamento multilivello: la cavità principale e la sottocavità sono collegate da partizioni a parete sottile (spessore 2-3 mm);
Caratteristiche di miniaturizzazione: piccole dimensioni della sezione trasversale del canale di flusso (lo spessore minimo della parete del canale di flusso del profilo in alluminio è 1,2 mm) e scarsa accessibilità alla saldatura.
2- Analisi delle difficoltà di combinare più tecnologie di saldatura nella produzione di vassoi per batterie
Nella pratica della produzione di vassoi per batterie, è necessario combinare più tecnologie di saldatura, come l'applicazione coordinata di saldatura a frizione e agitazione (FSW), saldatura a transizione di metallo freddo (CMT), saldatura a fusione tradizionale (TIG/MIG) e altre tecnologie. Questa combinazione mira a tenere conto di leggerezza, resistenza, tenuta ed efficienza produttiva, ma affronta anche le seguenti difficoltà principali:
a. Il problema dell'apporto di calore coordinato di più processi
Diverse tecnologie di saldatura (come FSW e saldatura laser) presentano grandi differenze nell'apporto di calore, che possono facilmente causare mutazioni delle prestazioni dei materiali e deformazione termica e devono essere risolte ottimizzando la sequenza di saldatura e la regolazione dei parametri.
b. Compatibilità delle apparecchiature e collo di bottiglia dell'efficienza
La commutazione delle apparecchiature è complessa e i requisiti di accuratezza della sincronizzazione dei parametri sono elevati. Sono necessari design di postazioni di lavoro modulari e saldatrici intelligenti per migliorare l'efficienza collaborativa e ridurre i tempi di ciclo.
c. Sfide nel bilanciare resistenza e costi della sigillatura
Il rischio di perdite all'intersezione di più saldature è elevato (rappresenta il 70% dei difetti) ed è richiesta una progettazione ridondante di sigillatura + ottimizzazione della topologia.
3-Pratica ingegneristica: vassoio batteria, raffreddamento a liquido per accumulo di energia, coordinamento del processo di saldatura multipla PACK box
a. Pianificazione della posizione delle cicatrici di saldatura
· Ottimizzazione della posizione di saldatura: nella fase di progettazione del prodotto, la razionalità della posizione di saldatura deve essere pienamente considerata per evitare che appaiano cicatrici di saldatura in parti o aree chiave che influenzano le funzioni del prodotto. Ad esempio, regolare lo spazio tra il telaio anteriore e l'ugello dell'acqua per evitare interferenze con le cicatrici di saldatura; ottimizzare la posizione di saldatura dell'ugello dell'acqua per ridurre l'impatto sulle prestazioni del prodotto.
· Corrispondenza con la struttura del prodotto: la posizione di saldatura deve corrispondere alla struttura del prodotto per garantire che la saldatura possa sopportare vari carichi e sollecitazioni durante l'uso del prodotto. Ad esempio, nel progetto della piastra di raffreddamento a liquido, la stabilità strutturale e l'affidabilità del prodotto vengono migliorate pianificando razionalmente la posizione di saldatura.
· Facile da usare e rilevare: la posizione di saldatura deve essere comoda per gli operatori per eseguire operazioni di saldatura e successive ispezioni di qualità. Ad esempio, evitare di saldare in posizioni difficili da raggiungere o con scarsa visibilità per migliorare l'efficienza e la qualità della saldatura.
b. Controllo della cicatrice di saldatura
· Dimensioni della cicatrice di saldatura: la dimensione della cicatrice di saldatura deve essere rigorosamente controllata. In genere, l'altezza della cicatrice di saldatura deve essere compresa tra 4 e 6 mm e la cicatrice di saldatura non deve superare il piano per garantire l'aspetto e la precisione di assemblaggio del prodotto. Ad esempio, nel progetto della piastra di raffreddamento a liquido, la dimensione della cicatrice di saldatura è stata controllata con successo regolando i parametri e il processo di saldatura, evitando l'impatto della cicatrice di saldatura sulle prestazioni e sulla qualità del prodotto.
· Forma della cicatrice di saldatura: la forma della cicatrice di saldatura deve essere il più regolare possibile per evitare una fusione eccessiva o incompleta. Ottimizzando i parametri di saldatura e le tecniche operative, la forma della cicatrice di saldatura può essere migliorata in modo efficace e la qualità della saldatura può essere migliorata.
· Trattamento di rettifica: per i segni di saldatura concavi prodotti nella posizione di saldatura a frizione, viene utilizzato un trattamento di rettifica per garantire una superficie liscia per soddisfare i requisiti di aspetto e prestazioni del prodotto.
c. Ottimizzazione della sequenza di saldatura
· Saldatura di partizioni: per prodotti di grandi dimensioni, il metodo di saldatura di partizioni può controllare efficacemente la deformazione complessiva. Dividendo il prodotto in più aree e saldandole in sequenza, la concentrazione di calore durante il processo di saldatura può essere ridotta e il rischio di deformazione termica può essere ridotto.
· Correzione passo dopo passo: durante il processo di saldatura, il metodo di correzione passo dopo passo viene utilizzato per regolare la deformazione della saldatura nel tempo. Misurando e correggendo continuamente la deformazione del prodotto durante il processo di saldatura, la precisione dimensionale e la forma del prodotto finale sono garantite per soddisfare i requisiti di progettazione.
· Ottimizzazione del percorso di saldatura: pianificare razionalmente il percorso di saldatura per evitare saldature ripetute nella stessa area e ridurre l'apporto di calore. Ad esempio, nel progetto della piastra di raffreddamento a liquido, l'apporto di calore durante il processo di saldatura è stato ridotto e la qualità della saldatura è stata migliorata ottimizzando il percorso di saldatura.
d. Controllo collaborativo della deformazione
La piastra di raffreddamento a liquido subisce una deformazione termica durante il processo di saldatura, con conseguente diminuzione della precisione dimensionale del prodotto. Misure di ottimizzazione:
· Utilizzare la saldatura di partizione e metodi di correzione passo-passo per controllare la deformazione complessiva.
· Ottimizzare i parametri di saldatura, ridurre corrente e tensione e ridurre l'apporto di calore.
· Utilizzare dispositivi di fissaggio per fissare il prodotto per ridurre il movimento e la deformazione durante la saldatura.
· Utilizzare il metodo di saldatura simmetrico per distribuire uniformemente il calore di saldatura.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
La tecnologia CTC (Cell-to-Chassis) ha attirato molta attenzione perché può migliorare significativamente l'autonomia e l'efficienza dello spazio dei veicoli elettrici, ma se possa davvero sostituire la tecnologia delle batterie tradizionali è ancora controverso. Il collo di bottiglia principale sul lato della produzione, il processo di saldatura del vassoio della batteria, è diventato la chiave per determinare il futuro di questa tecnologia: progettazione strutturale complessa, compatibilità multi-materiale e rigorosi requisiti di gestione termica hanno messo a dura prova la tecnologia di saldatura tradizionale. Partendo dalla prospettiva degli ingegneri in prima linea, combinando tendenze del settore e pratiche ingegneristiche, questo articolo analizza il potenziale e i limiti della tecnologia CTC ed esplora come la tecnologia di saldatura sia diventata la "pietra di paragone" di questa rivoluzione tecnologica.
1-L'"Ideale e la realtà" della tecnologia CTC
La tecnologia CTC può teoricamente ridurre le parti strutturali ridondanti e migliorare la densità energetica integrando la cella della batteria direttamente nel telaio, ma la fattibilità della sua applicazione su larga scala sta affrontando sfide realistiche:
Radicalismo e cautela delle case automobilistiche: Tesla, BYD e altre aziende leader hanno lanciato soluzioni CTC, ma altri produttori stanno ancora aspettando e osservando. I dati del settore mostrano che a febbraio 2025, i modelli CTC prodotti in serie rappresentano il 15-20% del mondo e la tradizionale tecnologia CTP (Cell-to-Pack) è ancora la tecnologia dominante.
Il "costo" della durata migliorata della batteria: sebbene la CTC possa aumentare la densità energetica del 15%-20%, la complessità della struttura del telaio porta a un aumento dei costi di produzione del 30%-50% (calcolato da un'agenzia di consulenza) e l'equilibrio tra costi e benefici non è ancora chiaro.
Controversia economica sulla manutenzione: il design integrato ha causato un aumento vertiginoso dei costi di manutenzione della batteria. I dati delle compagnie assicurative mostrano che il tasso di sostituzione dei gruppi batteria dopo incidenti dei modelli CTC è pari al 70%, molto più alto del 25% dei modelli tradizionali.
Queste contraddizioni rendono il futuro della tecnologia CTC pieno di variabili. Se il mercato riuscirà a superare il 20% dipenderà da tre variabili principali: il progresso della produzione di massa del Tesla Cybertruck; se la guerra dei prezzi tra le case automobilistiche cinesi costringerà CTC a ridurre i costi; e il grado di compromesso delle normative europee sulla riparabilità delle batterie. Il livello di tecnologia di saldatura sul lato della produzione sarà la chiave per determinare se riuscirà a colmare il divario tra laboratorio e produzione di massa.
2-Tre "barriere di vita e di morte" del processo di saldatura
Per i produttori di vassoi per batterie, l'implementazione della tecnologia CTC deve superare tre problemi fondamentali:
a. Il gioco tra precisione "a livello di micron" ed efficienza
I processi di saldatura tradizionali possono tollerare errori di 0,5 mm, ma i vassoi CTC devono trasportare più batterie e il numero di giunzioni aumenta di oltre 3 volte, e la maggior parte di esse è distribuita su parti curve e irregolari. I test di un produttore mostrano che quando l'errore di posizionamento della saldatura supera 0,15 mm, il tasso di resa dell'assemblaggio delle celle della batteria scenderà drasticamente dal 99% all'82%. Ciò che è più complicato è che il miglioramento della precisione è spesso accompagnato da una diminuzione dell'efficienza: sebbene l'accuratezza della saldatura laser sia elevata, il costo dell'attrezzatura è più di 5 volte superiore a quello della saldatura tradizionale.
b. L'"acqua e il fuoco" dei materiali misti
Per bilanciare leggerezza e resistenza, i vassoi CTC spesso utilizzano una struttura mista di "lega di alluminio + fibra di carbonio + acciaio speciale". La differenza nei coefficienti di dilatazione termica di materiali diversi può arrivare fino a 20 volte (ad esempio alluminio 23μm/m·K contro fibra di carbonio 0,8μm/m·K), il che genera facilmente stress interno durante la saldatura e causa crepe. Quando un'azienda ha provato a collegare alluminio e fibra di carbonio, il tasso di crepe della saldatura era alto fino al 18%, superando di gran lunga la soglia accettabile del settore del 3%.
c. "Killer invisibile" della zona interessata dal calore
L'elevata temperatura di saldatura può danneggiare i materiali isolanti o i circuiti dei sensori attorno alla cella della batteria. Una volta un'azienda automobilistica ha aumentato il tasso di autoscarica del modulo batteria del 50% a causa di un controllo improprio dell'apporto di calore di saldatura. Gli ingegneri devono controllare la fluttuazione della temperatura di saldatura entro ±15℃ entro 0,1 secondi, il che equivale a installare un "freno termico ad alta precisione" sulla pistola per saldatura.
3-La via d'uscita: non esiste una soluzione miracolosa, solo innovazione di sistema
Di fronte a queste sfide, il settore sta esplorando tre percorsi rivoluzionari:
a. "Cocktail therapy" di combinazione di processi
Saldatura ibrida ad arco laser: combinando la precisione della saldatura laser con i vantaggi della penetrazione della saldatura ad arco, la velocità di saldatura della lega di alluminio aumenta del 40%;
Tecnologia di transizione del metallo freddo (CMT): attraverso un controllo preciso dell'apporto di calore, l'area della zona termicamente alterata viene ridotta del 60%;
Sistema di compensazione intelligente del robot: regola automaticamente il percorso della pistola di saldatura in base ai dati di scansione della saldatura in tempo reale e aumenta il tasso qualificato di saldatura di superfici curve complesse dal 75% al 95%.
b. "Pre-compromesso" sul lato del materiale
Alcune aziende hanno iniziato a sviluppare congiuntamente materiali compositi "saldabili" con i fornitori di materiali. Ad esempio, la sensibilità alle crepe di saldatura di una lega di alluminio modificata nazionale (materiale in lega di alluminio regolato con mezzi fisici, chimici o di processo) è stata ridotta dal livello 7 al livello 3 (secondo gli standard ISO). Sebbene sacrifichi il 5% dell'effetto leggero, aumenta la resa della saldatura al 98%.
c. "Digital twin" nella dimensione di rilevamento
Raccogliendo tutti i dati del processo di saldatura (corrente, temperatura, velocità, ecc.), combinati con modelli AI per prevedere la probabilità di difetti. Dopo che una fabbrica ha introdotto questa tecnologia, il tasso di rilevamento online dei difetti di saldatura è aumentato dall'80% al 97% e il costo degli scarti è stato ridotto del 45%.
4- Nuova proposta degli ingegneri: trovare la certezza nell'incertezza
a. La controversia sulla tecnologia CTC è essenzialmente un gioco tra "ottimizzazione del sistema" e "limiti locali":
se la velocità di svolta del processo di saldatura è più lenta delle aspettative di riduzione dei costi delle aziende automobilistiche, la CTC potrebbe diventare una tecnologia di nicchia;
se materiali, processi e tecnologie di collaudo fanno progressi in modo coordinato, ci si aspetta che inaugureranno una nuova era di progettazione strutturale dei veicoli elettrici.
b. Per gli ingegneri, è necessario ricostruire le capacità da due dimensioni:
integrazione delle conoscenze interdisciplinari: comprendere la soglia sensibile delle proprietà elettrochimiche all'apporto di calore di saldatura;
capacità di risposta agile: uno studio di caso di un fornitore europeo mostra che il team che riesce a completare l'ottimizzazione dei parametri di saldatura di nuovi materiali in lega entro una settimana ha una probabilità di ottenere ordini triplicata.
La tecnologia CTC si trova all'incrocio tra "innovazione dirompente" e "trappola della produzione di massa". Potrebbe non sostituire completamente la tecnologia esistente, ma sta costringendo il processo di saldatura a evolversi verso una maggiore precisione, una maggiore compatibilità e un controllo più intelligente. In questa maratona tecnologica, il vero vincitore potrebbe non essere la prima casa automobilistica, ma il team di ingegneri che trasforma le "saldature impossibili" in "interfacce standardizzate" sul lato della produzione.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.

Poiché la tecnologia CTP (Cell to Pack) sovverte completamente la tradizionale struttura del pacco batteria, il "ruolo" del vassoio batteria è passato da supporto passivo del carico a integrazione attiva. La tecnologia di saldatura è diventata il fulcro della sicurezza e delle prestazioni. I requisiti di leggerezza (spessore della parete di soli 1,5 mm), sigillatura a pori zero e integrazione multi-materiale (alluminio/rame/fibra di carbonio) hanno fatto sì che la saldatura tradizionale cadesse nel dilemma della deformazione e dei difetti. Il settore sta facendo progressi attraverso l'innovazione dei materiali, l'ispezione intelligente della qualità e l'iterazione dei processi. Questo articolo analizzerà le sfide dirompenti che la CTP pone alla saldatura ed esplorerà il percorso tecnico verso elevata precisione e elevata affidabilità.
1-Analisi delle modifiche nei requisiti di progettazione strutturale dei vassoi batteria dovuti alla tecnologia CTP
La tecnologia CTP (Cell to Pack) integra direttamente le celle della batteria nel pacco batteria eliminando la struttura del modulo nel pacco batteria tradizionale. Questa innovazione tecnologica propone requisiti di aggiornamento completi e multidimensionali per la progettazione strutturale del vassoio batteria. Di seguito è riportata un'analisi specifica dal punto di vista dei materiali, delle prestazioni, del processo, dell'integrazione, ecc.:
(1) Miglioramento completo della resistenza strutturale e delle prestazioni antiurto
a. Requisiti di cuscinetto meccanico dopo l'eliminazione del modulo:
Dopo che la tecnologia CTP elimina la struttura del modulo, il vassoio batteria deve supportare direttamente le funzioni di supporto, fissaggio e buffering della forza esterna della cella della batteria. Il modulo tradizionale disperde il carico meccanico, mentre il vassoio CTP deve assorbire la deformazione di espansione della cella della batteria durante la carica e la scarica nel suo complesso (ad esempio, la forza di espansione della cella della batteria quadrata può raggiungere 10-20 kN), resistendo al contempo alle vibrazioni, all'estrusione e al carico d'impatto durante la guida del veicolo.
b. Direzione di ottimizzazione strutturale e dei materiali
· Dominanza della lega di alluminio ad alta resistenza: l'acciaio iniziale è stato gradualmente sostituito a causa del suo peso elevato e il 6061-T6 è diventato il mainstream. Ha un'elevata resistenza specifica e una forte resistenza alla corrosione, che può soddisfare i doppi requisiti di leggerezza e alta rigidità.
· Progettazione della struttura composita: ad esempio, la struttura "a trave ad anello a doppio telaio" di Leapmotor migliora la resistenza all'impatto locale attraverso compartimenti trave longitudinali e trasversali, utilizzando al contempo la tecnologia di estrusione per ottimizzare la distribuzione del materiale e ridurre il peso ridondante.
· Esplorazione della lega di magnesio-alluminio e della fibra di carbonio: la lega di magnesio-alluminio è più leggera del 30% rispetto ai tradizionali materiali in alluminio e i materiali compositi in fibra di carbonio hanno caratteristiche sia di elevata resistenza che di leggerezza, ma sono attualmente utilizzati solo nei modelli di fascia alta a causa dei costi e della maturità del processo.
(2) Requisiti per la tenuta all'aria integrata e la gestione termica
a. Miglioramento delle prestazioni di tenuta
Dopo la rimozione del modulo, la circolazione interna del refrigerante e la tenuta del gas del pacco batteria dipendono completamente dal vassoio e i difetti di saldatura (come pori e crepe) possono comportare rischi di perdite.
Figura 1-Test di tenuta all'aria del vassoio della batteria
b. Integrazione delle funzioni di gestione termica
I vassoi CTP devono integrare componenti quali piastre di raffreddamento a liquido e adesivi termoconduttivi. Ad esempio, gli adesivi strutturali vengono utilizzati per fissare le celle della batteria e trasferire lo stress di espansione, mentre gli adesivi termoconduttivi in poliuretano (conduttività termica > 1,5 W/m·K) vengono utilizzati per la conduzione del calore tra le celle della batteria e con i tubi di raffreddamento a liquido. La quantità di adesivo utilizzata in un singolo PACK è superiore di oltre il 50% rispetto a quella delle strutture tradizionali. I canali di flusso devono essere progettati all'interno del vassoio per ottimizzare l'efficienza di raffreddamento evitando al contempo danni alla tenuta causati dalla zona di saldatura interessata dal calore.
(3) Alleggerimento e innovazione dei materiali
a. Tendenze nella selezione dei materiali
Processo di estrusione e pressofusione di leghe di alluminio: i profili in alluminio estruso vengono utilizzati per le strutture del telaio (come il vassoio della batteria 4680 di Tesla) e i processi di pressofusione (come la pressofusione integrata) semplificano il processo di saldatura e riducono il peso del 15%-20%.
Applicazione di materiali compositi in plastica: ad esempio, i materiali PA6 rinforzati con fibra di vetro vengono utilizzati in parti non portanti per ridurre ulteriormente il peso, ma è necessario risolvere il problema di compatibilità con l'interfaccia di collegamento in metallo.
b. Strategia di progettazione leggera
Ottimizzazione della topologia: ridurre i materiali ridondanti tramite simulazione CAE e ridurre il peso del vassoio garantendo al contempo la resistenza.
Parete sottile e integrata: lo spessore della parete del vassoio è ridotto da 3 mm a 1,5-2 mm e componenti funzionali come staffe BMS e canali di cablaggio sono integrati per ridurre il numero di parti.
(4) Integrazione e progettazione modulare
a. Elevata integrazione dei componenti funzionali
I vassoi CTP devono integrare moduli come il sistema di gestione della batteria (BMS), connettori ad alta tensione e strati di isolamento ignifughi.
b. Progettazione modulare e compatibile
La linea di produzione di saldatura deve supportare la produzione mista di più modelli di vassoi, essere in grado di ottenere un "cambio di tipo con un clic" ed essere compatibile con strutture di vassoi di diverse dimensioni di celle della batteria (come quadrate e cilindriche).
2-Sfide specifiche dell'innovazione della tecnologia CTP per il processo di saldatura
La tecnologia CTP (Cell to Pack) ha migliorato significativamente l'utilizzo dello spazio e la densità energetica, ma ha anche posto sfide senza precedenti al processo di saldatura.
(1) La difficoltà di controllare i difetti di saldatura è aumentata drasticamente
a. Porosità e sfide di sigillatura
Dopo che la tecnologia CTP elimina il modulo, il vassoio della batteria deve assumere direttamente la funzione di sigillatura. I pori di saldatura (un difetto comune nella saldatura delle leghe di alluminio) porteranno direttamente al rischio di perdite di refrigerante o penetrazione di gas.
b. Crepe e compatibilità dei materiali
Le leghe di alluminio ad alto tenore di zinco (come la serie 7) sono soggette a crepe dovute allo stress termico durante la saldatura.
c. Errore di spazio e di assemblaggio
L'integrazione diretta di più celle porta a un aumento del numero di punti di giunzione della struttura del vassoio. L'accumulo di errori di assemblaggio può causare uno spazio di saldatura superiore a ±1 mm.
(2) Problemi di adattamento del processo causati dall'aggiornamento del sistema di materiali
a. Sfide di saldatura di materiali leggeri
Il materiale del vassoio CTP è passato dall'acciaio alla lega di alluminio (6061-T6, 7075-T6), lega di magnesio-alluminio (riduzione del peso del 30%) e materiali compositi in fibra di carbonio. La saldatura della lega di alluminio deve risolvere il problema della penetrazione insufficiente causata dalla difficile fusione del film di ossido e dall'elevata conduttività termica.
b. Tecnologia di collegamento di materiali dissimili
Quando il vassoio integra componenti funzionali come la piastra di raffreddamento a liquido (rame/alluminio) e lo strato ignifugo (materiale composito a matrice ceramica), i composti intermetallici fragili tendono a comparire all'interfaccia di materiali dissimili.
(3) Complessità strutturale migliorata e requisiti di precisione
a. Controllo della deformazione di strutture a parete sottile di grandi dimensioni
Lo spessore della parete del vassoio CTP è ridotto da 3 mm a 1,5-2 mm e la sensibilità della deformazione termica della saldatura aumenta notevolmente.
b. Giunti di saldatura ad alta densità ed efficienza di processo
Il numero di giunti di saldatura su un singolo vassoio è aumentato da 2.000 nei moduli tradizionali a oltre 5.000.
Figura 2- Saldatura del vassoio della batteria
3-Aggiornamento del processo di produzione e del controllo di qualità
La tecnologia CTP promuove la trasformazione della saldatura del vassoio della batteria da "processo singolo" a "collaborazione multi-tecnologica, intelligenza e greening". I produttori devono concentrarsi su tre direzioni principali:
Aggiornamento tecnologico: superare il controllo di difetti come pori e crepe e adattarsi a materiali leggeri;
Transizione intelligente: digitalizzazione completa del processo e ispezione di qualità AI per ottenere una produzione ad alta precisione;
Collaborazione ecologica: creare congiuntamente standard tecnici con fornitori di materiali, fornitori di apparecchiature e OEM.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Sulla strada verso la potenza di calcolo AI Exascale (centinaia di miliardi di miliardi di operazioni al secondo), il super-nodo CloudMatrix 384 di Huawei e il cluster GB200 NVL72 di NVIDIA sono diventati due vette tecnologiche di rilievo globale. Essi rappresentano non solo diverse capacità di integrazione hardware, ma rivelano profondamente due filosofie fondamentali nella costruzione di supercomputer.
Il primo è stato paragonato a una "febbre alta persistente", che affronta la sfida estrema di raffreddare 384 chip funzionanti in modo stabile in uno spazio estremamente denso e stagnante. Il secondo è stato descritto come un "attacco epilettico intermittente", che deve domare il violento flusso di calore pulsante generato quando 72 GPU top di gamma lavorano in sincronia. Queste due diverse "eziologie" portano infine a "prescrizioni" radicalmente diverse – le soluzioni di raffreddamento – e ci mostrano chiaramente due filosofie ingegneristiche centrali a confronto: ingegneria sistemica deterministica contro innovazione ecosistemica agile. Per ogni azienda nella catena di fornitura, comprendere questo confronto è la chiave per definire il proprio ruolo futuro.
1- L'origine della differenza fondamentale – "L'eziologia" determina la "prescrizione"
Fin dal punto di partenza della progettazione, Huawei e NVIDIA hanno intrapreso strade diverse, il che ha plasmato direttamente le loro caratteristiche termiche distinte:
Tabella 1: Confronto delle caratteristiche della sorgente di calore delle due linee tecnologiche
Questa differenza tra "febbre alta persistente" e "attacco epilettico intermittente" non è affatto casuale. Riflette il fatto che Huawei, in qualità di sfidante, ha scelto di concentrarsi sulle prestazioni totali del sistema, cercando a tutti i costi di spingere al limite la densità computazionale in un singolo rack. NVIDIA, in quanto leader, ha il compito di costruire un ecosistema che collabori in modo efficiente e sia facile da adottare, garantendo al contempo il vantaggio assoluto nelle prestazioni del singolo chip.
2- Materializzazione della filosofia ingegneristica: due percorsi di raffreddamento a liquido
Le due diverse filosofie progettuali si manifestano in modo più evidente nelle critiche soluzioni di raffreddamento a liquido, plasmandone l'intero stack tecnologico dal chip alla sala server.
a. Huawei: La pratica del raffreddamento a liquido nell'ingegneria sistemica deterministica
Questa è una filosofia progettuale top-down, nata per un obiettivo deterministico a livello di sistema. Il suo cuore è realizzare il raffreddamento come parte integrante e ad alta affidabilità dell'infrastruttura chiave, attraverso un'implementazione ingegneristica globale, non come un semplice componente di supporto.
Figura 1: Super-nodo Huawei Ascend 384
· Lavorazione di precisione a livello chip e connessioni affidabili: Per garantire un trasferimento efficiente del calore dal chip alla piastra fredda, Huawei si concentra sull'ottimizzazione ingegneristica dei materiali d'interfaccia. Sebbene la documentazione pubblica indichi riserve di brevetti all'avanguardia in questo campo (ad es., riempitivi al carburo di silicio con alta sfericità), la loro specifica applicazione nel super-nodo non è stata resa pubblica. È certo che la loro soluzione persegua un'impedenza termica di interfaccia estremamente bassa e un'affidabilità a lungo termine, per affrontare la sfida della "febbre alta persistente".
· Ridondanza a livello di sistema e controllo intelligente: Adotta design ridondanti come l'alimentazione ad anello del liquido e sviluppa autonomamente il Thermal Management Unit (TMU) per il raffreddamento a liquido come "centro nevralgico" del sistema. Questo controller può eseguire commutazioni a 0 secondi tra le linee e utilizza l'AI per la previsione dei guasti, garantendo la deterministica e l'affidabilità del circuito termico in modalità software-defined, tipica espressione del suo pensiero ingegneristico di sistema.
· Fusione con l'infrastruttura ("Fusione Freddo-Elettrico"): A livello rack, integra fisicamente e gestisce in modo unificato l'unità di distribuzione del liquido di raffreddamento (CDU) con l'unità di distribuzione elettrica ad alta tensione (PDU). Questo design "unificato freddo-elettrico" è la risposta ingegneristica definitiva per gestire l'enorme densità di potenza per rack, semplificare la distribuzione e migliorare l'efficienza energetica (riducendo il PUE), ed è l'attuazione fisica della sua progettazione deterministica, dall'idea alla forma.
b. NVIDIA: Il quadro del raffreddamento a liquido nell'innovazione ecosistemica agile
Questa è una filosofia progettuale centrata sulla GPU, che abilita l'ecosistema globale definendo standard aperti. Il suo cuore è fornire un "progetto" collaudato per abbassare la soglia di applicazione in tutto il settore e realizzare una distribuzione efficiente, flessibile e su larga scala.
· Standardizzazione a livello chip e progetto di riferimento (VRD): NVIDIA fornisce progetti di riferimento di raffreddamento dettagliati per le sue GPU (es. serie Blackwell), definendo chiaramente le interfacce prestazionali come dimensioni fisiche della piastra fredda, Thermal Design Power (TDP), portata e caduta di pressione. Ciò equivale a fornire a tutti i produttori di soluzioni termiche la "risposta standard", incapsulando la complessità all'interno di componenti standardizzati, garantendo compatibilità e una linea di base qualitativa per i componenti fondamentali.
Figura 2: Modulo server NVIDIA e piastra di raffreddamento a liquido a microcanali
· Collaborazione a livello ecosistema e certificazione delle soluzioni: Collabora in profondità con i principali produttori di gestione termica e infrastrutture come Vertiv e Boyd, per sviluppare e certificare congiuntamente soluzioni di raffreddamento a liquido a livello rack. Ad esempio, la soluzione rack Tier 2 Ready di Vertiv è un prodotto pre-validato sviluppato sul progetto NVIDIA, consentendo agli operatori di data center di ottenere cluster a liquido plug-and-play rapidamente, come per l'acquisto di attrezzature standard.
· Abilitazione tramite gemello digitale e accelerazione della distribuzione: Tramite la piattaforma NVIDIA Omniverse, fornisce strumenti di simulazione e gemelli digitali per i sistemi di raffreddamento a liquido dei data center. I clienti possono progettare, validare e ottimizzare le soluzioni termiche in un ambiente virtuale, riducendo enormemente costi e rischi della validazione fisica e realizzando un processo agile dal design alla distribuzione.
Per comprendere più chiaramente questi due percorsi, ne confrontiamo le differenze fondamentali di seguito:
Tabella 2: Modello Huawei vs. Modello NVIDIA: Panoramica delle differenze chiave
3- L'illuminazione della storia e la convergenza futura
Il confronto tra questi due percorsi non è un caso isolato nella storia della tecnologia. È essenzialmente un'altra classica manifestazione dell'innovazione sistemica integrata contro l'innovazione ecosistemica a piattaforma. Huawei assomiglia all'Apple dell'era Steve Jobs, perseguendo il controllo assoluto dall'alto verso il basso sull'esperienza del prodotto; NVIDIA assomiglia di più all'Android di Google di oggi, guidando la prosperità dell'intero ecosistema stabilendo standard fondamentali (sistema Android/architettura GPU).
Per il settore, la tendenza futura non sarà la sostituzione completa di uno con l'altro, ma potrebbe emergere un certo grado di convergenza:
· Nei progetti nazionali o aziendali che cercano la potenza di calcolo estrema, il fascino dell' "ingegneria sistemica deterministica" rimane intatto.
· Nel vasto mercato commerciale del cloud computing, l' "innovazione ecosistemica agile" continuerà ad espandersi grazie ai suoi vantaggi in velocità e costo.
· Le scintille di innovazione potrebbero nascere nell'area di intersezione: integrare una maggiore personalizzazione e ottimizzazione sinergica all'interno di standard ecosistemici aperti.
4- Conclusione
Pertanto, la contesa sul raffreddamento tra Huawei e NVIDIA è, in sostanza, uno scontro tra due competenze fondamentali nell'era dell'IA: una parte cerca di realizzare prestazioni estreme e deterministiche attraverso l'integrazione profonda dell'ingegneria di sistema; l'altra parte guida l'innovazione agile e la rapida diffusione del settore costruendo standard aperti e un ecosistema. Questo confronto traccia scelte di percorso chiare per i partecipanti alla catena del valore: agire come "forze speciali", legandosi in profondità per espugnare fortezze sistemiche specifiche, o come "esercito principale", integrarsi nell'ecosistema per esplorare mercati nelle vaste pianure degli standard. Alla fine, il risultato non dipende solo dalla tecnologia in sé, ma anche dalla comprensione della logica di evoluzione del settore e dal posizionamento chiaro di se stessi nella mappa futura.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Quando la "grandezza" della cella diventa consenso, la "robustezza" del Pack diventa il nuovo campo di battaglia
Il settore dell'accumulo di energia sta entrando in un'era di salto nella capacità delle celle, passare da 280Ah a 500Ah+ è ormai una realtà in corso. Mentre il settore si concentra sulla "grandezza" della cella, la "robustezza" del Pack – ovvero la sua capacità di sopportazione meccanica e di gestione della sicurezza – sta diventando il nuovo fulcro della competizione. Indipendentemente dall'evoluzione della chimica e della capacità della cella, le sue forze di espansione, l'energia di fuga termica e i carichi meccanici devono essere infine sopportati dalla sottoscocca del Pack, la sua base meccanica.
Questo articolo esplora, dal punto di vista della progettazione strutturale, come la sottoscocca del Pack può rispondere alle esigenze meccaniche e di gestione termica differenziate sullo sfondo della divergenza dei percorsi tecnologici delle celle, e costruire una capacità ingegneristica di adattamento sostenibile.
1- Analisi meccanica dei tre percorsi tecnologici: il trilemma di carico, calore e spazio
L'aumento della capacità della cella cambia direttamente le condizioni al contorno della progettazione del sistema Pack. La sottoscocca, in quanto "scheletro" e "pelle" del sistema, deve rispondere nuovamente a tre domande fondamentali:
a. Analisi meccanica per celle da 587Ah (percorso ad alta integrazione)
Esigenza principale: Raggiungere una densità energetica ≥6 MWh all'interno di un container standard da 20 piedi, generando layout estremamente compatti come "4 colonne comuni, 8 cluster".
Sfide per la sottoscocca:
· Ottimizzazione del carico strutturale: Con una massa totale aumentata e punti di supporto ridotti, la scocca deve ottimizzare il percorso di trasmissione della forza, bilanciando la rigidezza globale e la resistenza locale nelle aree critiche, per garantire la stabilità strutturale durante il trasporto e il funzionamento.
· Integrazione della struttura di gestione termica: Il sistema di raffreddamento a liquido è profondamente integrato con il pannello di fondo della scocca e la struttura di supporto, fungendo sia da nucleo di gestione termica che da parte della struttura portante. La progettazione deve garantire l'affidabilità duratura della tenuta di raffreddamento sotto carichi strutturali a lungo termine e cicli termici.
Figura 1: Simulazione della sottoscocca di un Pack per accumulo
· Coordinazione spaziale precisa: La scocca deve riservare spazi adeguati all'interno dello spazio limitato per l'espansione delle celle, lo spostamento termico delle connessioni elettriche e le tubazioni antincendio, realizzando una coesistenza affidabile di tutti i sottosistemi in un layout compatto.
b. Analisi termo-meccanica e strutturale per celle da 684Ah (percorso a capacità ultra-large)
Esigenza principale: Ridurre il costo per Wh massimizzando la capacità della singola cella, ma introducendo effetti di concentrazione a livello fisico.
Sfide per la sottoscocca:
· Effetto "fuoco" della forza di espansione: La forza di espansione di una singola cella non aumenta linearmente con la capacità, ma si avvicina a una crescita esponenziale. Il telaio interno della scocca richiede un sistema di "contenimento" più robusto e uniforme, per distribuire lo stress di espansione concentrato all'intera scocca, evitando deformazioni plastiche localizzate.
· Dilemma dell'"uniformità" nella gestione termica: Un corpo riscaldante più grande richiede percorsi di conduzione del calore più efficienti. Diventano cruciali il materiale, lo spessore del pannello di fondo della scocca e la progettazione dell'interfaccia di contatto con il fondo della cella (ad esempio, l'impostazione del tasso di compressione dei pad termici). In caso di fuga termica, il rilascio di energia maggiore impone requisiti più elevati per la capacità di canalizzazione direzionale dei condotti di sfiato e per la resistenza al fuoco nel tempo delle partizioni antincendio interne.
· Risposta strutturale al peso concentrato: Una singola cella più pesante modifica le modalità di vibrazione dell'intero Pack. La sottoscocca richiede una nuova simulazione a fatica per prevenire l'allentamento dei componenti di fissaggio o la fessurazione strutturale dovuta a risonanza a frequenze specifiche.
c. Spiegazione dell'adattamento produttivo per celle da 392Ah (percorso di transizione robusto)
Esigenza principale: Concentrarsi sul raggiungimento di un equilibrio tra prestazioni, costo ed efficienza di consegna, fornendo al mercato soluzioni pienamente validate.
Sfide per la sottoscocca:
· Realizzazione stabile di soluzioni mature: Basandosi su progetti e sistemi di processo già validati, garantire la coerenza del prodotto attraverso controlli di processo rigorosi, supportando un ritmo di produzione rapido e stabile.
· Sinergia profonda nella supply chain: Affidandosi a un sistema di fornitura maturo, migliorare continuamente la competitività di costo complessiva del prodotto attraverso la selezione dei materiali, l'ottimizzazione dei processi e gli acquisti su larga scala.
2- Mentalità ingegneristica per affrontare la diversificazione:
Di fronte a molteplici percorsi tecnologici, i fornitori di sottoscocche non possono ricostruire il sistema tecnologico per ogni percorso. La vera soluzione risiede in una risposta precisa e piattaforma: un design modulare scalabile che si adatti in modo efficiente a esigenze diverse.
a. Concentrarsi sui principi fisici comuni e sulle modalità di collaborazione
L'iterazione delle celle segue leggi fisiche stabili. Basandoci sui parametri chiave, abbiamo stabilito un processo di valutazione collaborativa. Combinando dati su materiali e strutture, valutiamo rapidamente la fattibilità delle nuove celle, identificando precocemente i rischi di compatibilità, aiutando a convergere la direzione progettuale e riducendo le revisioni successive.
Figura 2: Sottoscocca per Pack di accumulo da 587Ah
b. Costruire un sistema elastico di "interfacce standard + moduli configurabili"
Per affrontare le esigenze di personalizzazione derivanti dalla diversificazione dei percorsi tecnologici, abbiamo istituito un sistema progettuale chiaro con interfacce standardizzate e moduli interni configurabili:
· Interfacce esterne unificate: I punti di fissaggio e posizionamento della scocca al container per l'accumulo, le interfacce di penetrazione elettrica, i punti di connessione del sistema di raffreddamento, ecc., seguono rigorosamente le specifiche comuni del settore, garantendo compatibilità a livello di sistema e coerenza nell'assemblaggio.
· Struttura interna configurabile: Offriamo una serie di componenti di supporto interno e soluzioni integrate di gestione termica, che possono essere combinate in modo flessibile in base alle dimensioni e alla disposizione delle celle.
· Modulo integrato di gestione termica: Il modulo di gestione termica è progettato in modo modulare, incentrato sull'ottimizzazione del controllo dell'aumento di temperatura e dell'uniformità termica delle celle, e può adattarsi in modo flessibile alle esigenze di gestione termica di diversi percorsi tecnologici.
c. Implementare linee produttive flessibili con filosofia "la produzione è progettazione"
Per adattarsi alla diversità dei percorsi tecnologici, il nostro sistema produttivo è organizzato attorno a una piattaforma di base scalabile e all'assemblaggio modulare:
· Produzione della piattaforma di base della scocca: Garantisce la precisione e la coerenza della struttura principale, fornendo un supporto affidabile per diverse configurazioni.
· Unità di assemblaggio modulari: Consente la selezione flessibile e l'assemblaggio dei corrispondenti moduli di supporto interno e di gestione termica, in base alle dimensioni e alla disposizione delle celle. Attraverso questa configurazione, possiamo effettuare in modo efficiente il cambio di produzione di prodotti per diversi percorsi tecnologici sulla stessa linea, assistendo i clienti nell'affrontare le sfide della catena di fornitura e della consegna derivanti dallo sviluppo parallelo di più percorsi.
3- Ridefinizione del valore della sottoscocca: da sopportazione passiva a abilitazione attiva
La sottoscocca si sta evolvendo da un contenitore passivo a un componente chiave che abilita il sistema, influenzando direttamente sicurezza, densità energetica e costo dell'intero ciclo di vita:
a. Struttura di sopportazione per la sicurezza: Fornendo un canale strutturale affidabile e una base di installazione per lo sfiato a livello di sistema e le partizioni antincendio, costruisce insieme al controllo della propagazione termica una protezione di sicurezza multilivello.
b. Supporto alla densità energetica: Il design leggero e ad alta resistenza riduce il peso proprio e l'ingombro, lasciando più margine per le prestazioni delle celle e del sistema di raffreddamento.
c. Garanzia di affidabilità a lungo termine: L'integrità strutturale e la progettazione per la resistenza a fatica supportano il sistema nell'affrontare sfide continue come i cicli a lungo termine e le vibrazioni durante il trasporto.
4- Conclusione: Costruire un ponte tra un upstream in diversificazione e un downstream stabile
Con l'evoluzione della tecnologia delle celle, i sistemi di accumulo perseguono continuamente sicurezza, alta densità e basso costo. La sottoscocca deve fornire una base di supporto affidabile e adattabile, affrontando diversi percorsi tecnologici attraverso modularità e produzione flessibile. La competizione del settore si sta spostando verso l'ingegneria a livello di sistema, e l'involucro del Pack ne è un anello chiave.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Nel corso di decenni di sviluppo dei data center, il raffreddamento ad aria è rimasto la scelta predominante. Tuttavia, il lancio della serie GB200 di NVIDIA sta infrangendo completamente questo equilibrio. Quando la densità computazionale raggiunge nuove vette, i metodi di raffreddamento tradizionali non sono più in grado di soddisfare la domanda, e la tecnologia a liquido emerge ufficialmente dalle quinte per diventare un'infrastruttura chiave a supporto della potenza di calcolo AI.
1- Un cambiamento fondamentale dal lato della domanda
a. Superamento del punto critico di densità di potenza
La densità di potenza del rack GB200 NVL72 si prevede supererà i 30 kW per rack, una cifra che va ben oltre il limite di dissipazione di 15-20 kW della tecnologia tradizionale ad aria. Ciò significa:
· Scelta obbligata del percorso tecnologico: Il raffreddamento a liquido passa da "opzione da considerare" a "unica scelta possibile".
· Cambiamento qualitativo dello spazio di mercato: Ogni implementazione GB200 implica una domanda certa di raffreddamento a liquido.
· Aumento significativo del valore: Il valore del sistema di raffreddamento a liquido per un singolo rack raggiunge le centinaia di migliaia di RMB.
b. Aggiornamento dei requisiti di affidabilità
Con l'aumento della densità di potenza di calcolo per rack, anche il valore aziendale che supporta cresce in modo esponenziale. L'affidabilità del sistema a liquido è direttamente correlata a:
· Continuità operativa: Un singolo guasto di raffreddamento può causare una perdita di potenza di calcolo per milioni.
· Durata del sistema: Per ogni aumento di 10°C nella temperatura, la durata dei componenti elettronici si dimezza.
· Stabilità delle prestazioni: L'efficienza di raffreddamento influisce direttamente sulla capacità del chip di mantenere costantemente le prestazioni di picco.
2- Miglioramento completo dei requisiti tecnici
a. Esigenza di un salto nell'efficienza di raffreddamento
Il GB200 impone requisiti senza precedenti al sistema di raffreddamento:
· Raddoppio delle prestazioni di conduzione termica
· La conduttività termica della piastra fredda deve essere 3-5 volte superiore rispetto alle soluzioni tradizionali
· La resistenza termica di contatto deve essere ridotta di un ordine di grandezza
Figura 1 - Piastra di raffreddamento a liquido a microcanali
b. Controllo di precisione della portata
· Necessità di raggiungere una precisione di controllo della portata entro ±1%
· Supporto alla regolazione dinamica della portata per adattarsi a diverse condizioni di carico
c. Uniformità della temperatura
· La differenza di temperatura sulla superficie del chip deve essere controllata entro 5°C
· Evitare punti caldi locali che compromettano la stabilità del sistema
3- Balzo nella complessità dell'integrazione di sistema
Il sistema di raffreddamento a liquido si è evoluto da una semplice fornitura di componenti a un complesso progetto ingegneristico di sistema:
a. Modalità tradizionale:
· Fornitura di piastre fredde standardizzate
· Connessioni di tubazioni semplici
· Funzionalità di monitoraggio di base
b. Era GB200:
· Progettazione dell'architettura di raffreddamento a liquido a livello rack
· Sistema intelligente di distribuzione della portata
· Monitoraggio in tempo reale dello stato di salute
· Capacità di manutenzione predittiva
Figura 2 - Rack NVIDIA GB200
4- Elevazione completa delle barriere competitive
Nel nuovo contesto di mercato, le aziende devono superare soglie più elevate:
a. Barriera tecnologica
Le aziende di raffreddamento a liquido devono superare i limiti di singole discipline, costruendo un sistema tecnologico integrato e multidisciplinare. La profonda integrazione di tecnologie come la progettazione di microcanali, la scienza dei materiali e la fluidodinamica diventa il requisito di base, mentre la capacità di simulazione e ottimizzazione termica a livello chip mette alla prova l'accumulo tecnologico profondo dell'azienda. Questa non è più un semplice miglioramento di processo, ma un progetto sistemico che richiede investimenti in R&S a lungo termine.
b. Barriera di certificazione
Il sistema di certificazione del settore sta diventando sempre più rigoroso. Le aziende non solo devono superare i severi test di affidabilità stabiliti dai produttori di server, ma devono anche ottenere la certificazione tecnica del produttore di chip originale. Questo doppio requisito di certificazione non solo verifica le prestazioni tecniche del prodotto, ma mette anche alla prova il sistema di qualità e la capacità di fornitura stabile e continua dell'azienda, diventando un passaggio obbligatorio per accedere alla supply chain core.
c. Barriera dei servizi
Con l'evoluzione dei sistemi a liquido in sottosistemi core, la capacità di servizio è diventata un fattore competitivo chiave. Le aziende devono stabilire una rete di risposta rapida a copertura nazionale e costruire un sistema professionale di operazioni e manutenzione 24/7. Questa capacità di servizio richiede non solo tempestività nel supporto tecnico, ma soluzioni complete di servizio che includano manutenzione preventiva e gestione delle emergenze, diventando veramente un partner affidabile per il cliente.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Nella storia dell'evoluzione dell'architettura computazionale, alcuni momenti non arrivano in silenzio. Il lancio di NVIDIA GB200 NVL72 è uno di questi momenti: non è solo un nuovo prodotto, ma una completa riconcettualizzazione di cosa sia un server.
Per tre decenni, "server" ha significato un'unità chassis standardizzata: all'interno, una scheda madre, CPU, memoria, unità disco e schede di espansione, interconnesse tramite interfacce di settore standard. Lo misuriamo in "U", lo impiliamo nei rack, lo colleghiamo in rete. Tuttavia, l'arrivo del GB200 NVL72 sta smantellando questa definizione consolidata dalle sue fondamenta.
La sua essenza non è più "un server", ma un "computer" la cui forma è l'intero rack. I componenti server tradizionali vengono decostruiti e poi, su una scala più grande, reintegrati in un unico sistema computazionale indivisibile attraverso NVLink-C2C, raffreddamento a liquido e gestione dell'alimentazione a livello di rack. Questo non è un semplice aggiornamento, ma un profondo cambiamento di paradigma.
1- Cos'è un "server"? La risposta a questa domanda sta cambiando
Per tre decenni, abbiamo inteso un server come un chassis standardizzato: all'interno, scheda madre, CPU, memoria, dischi, schede di espansione, tutti i componenti seguivano standard di settore, sostituibili e aggiornabili a piacimento.
Ma il cambiamento introdotto dal GB200 è fondamentale:
· Il nucleo computazionale non è più una CPU e una GPU separate, ma il Superchip GB200 – un'unica entità che integra profondamente CPU e GPU.
· L'interconnessione non si affida più a slot PCIe standard, ma a backplane NVLink personalizzati.
· Il raffreddamento non è più un accessorio opzionale, ma un sistema a liquido integrato.
· L'unità di base per la distribuzione non è più lo "chassis", ma il "rack".
I vari componenti del server tradizionale vengono "smantellati" e poi riassemblati su una scala più ampia, quella del rack. Questa non è un'evoluzione, è una ricostruzione.
Tabella 1 - Rimodellamento dell'architettura fisica: dallo "Chassis" al "Rack"
2- I tre pilastri dell'"Architettura a Livello Rack"
La progettazione tradizionale dei server opera bilanciamenti e compromessi all'interno di un chassis chiuso. L'architettura a livello rack, rappresentata dal GB200, affronta la progettazione in una dimensione completamente nuova, trattando raffreddamento, interconnessione, alimentazione e gestione come un sistema integrato fin dalla fase progettuale superiore. Non è più una mera sovrapposizione di componenti, ma una fusione sistemica profonda. Ciò si basa sull'innovazione sinergica di tre pilastri fondamentali.
Pilastro Uno: Dalla "Rete di Interconnessione" al "Bus sul Backplane"
In un data center tradizionale, i server sono nodi indipendenti che comunicano tramite una rete (come Ethernet). Nel GB200 NVL72, il fabric NVLink all'interno del rack ha, di fatto, sostituito il bus di una scheda madre tradizionale, diventando lo "scheletro" che collega tutte le unità di calcolo. Questo cambiamento permette ai 72 GPU all'interno del rack di lavorare in sinergia come un unico, gigantesco GPU, dove la larghezza di banda di comunicazione e la latenza vedono un miglioramento di ordini di grandezza.
Pilastro Due: Il Raffreddamento da "Attrezzatura di Supporto" a "Sottosistema Core"
Quando la densità computazionale passa da alcune decine di kilowatt a oltre un centinaio di kilowatt per rack, le tradizionali tecnologie ad aria non sono più sufficienti. Il raffreddamento a liquido cessa di essere un'"attrezzatura di supporto" opzionale e diventa un sottosistema core, alla pari con il calcolo e l'interconnessione. Il suo progetto determina direttamente le prestazioni finali e la stabilità operativa dell'intero sistema, rappresentando la chiave per passare da "utilizzabile" a "altamente performante".
Pilastro Tre: "Centralizzazione e Ristrutturazione" di Gestione e Alimentazione
Il GB200 adotta un'alimentazione e una gestione centralizzate a livello rack. Questo non mira solo a migliorare l'efficienza di conversione energetica, ma ridefinisce il grado di accoppiamento del sistema. Porta a una cablatura semplificata e a una visione di gestione unificata, ma espande anche il dominio di guasto dal singolo server all'intero rack, imponendo nuovi paradigmi per le operazioni e la manutenzione.
3- Ristrutturazione e trasferimento della catena del valore
L'"architettura a livello rack" rappresentata dal GB200 ha un impiego che va ben oltre la tecnologia stessa, delineando chiaramente una nuova curva della catena del valore del settore. La tradizionale distribuzione del valore viene infranta, mentre nuove aree di alto valore si stanno formando proprio nell'integrazione a livello di sistema e nella sinergia software/hardware.
Produttori di server: Transizione strategica da "definitori" a "integratori"
I giganti tradizionali dei server, come Dell e HPE, stanno affrontando una migrazione del loro valore fondamentale. Le competenze su cui hanno prosperato – progettazione di schede madri, ottimizzazione dei sistemi e produzione standardizzata – stanno vedendo la loro importanza ridotta in sistemi come il GB200, altamente personalizzati e integrati fin dall'inizio.
Tuttavia, nella crisi si nascondono nuove opportunità strategiche:
· Spostamento del valore verso l'alto: Il fulcro della competizione si sposta dalla progettazione interna del server al raffreddamento a liquido a livello rack, all'efficienza energetica e al layout strutturale.
· Estensione del valore: Le competenze fondamentali si estendono dalla produzione hardware a servizi professionali per la distribuzione su larga scala, alla gestione operativa multipiattaforma e alla capacità di integrazione con gli ambienti IT aziendali.
Ciò significa che il ruolo dei produttori di server sta cambiando da "definitori" di prodotti standard ad "avanzati integratori e abilitatori" di sistemi complessi.
Acquisti "strategici" dei cloud provider: Bilanciamento tra dipendenza e autonomia
Per i cloud provider iperscaler, il GB200 è sia una necessità strategica che un monito strategico.
· Tattica a breve termine: Acquistare il GB200 è una scelta obbligata per soddisfare la domanda di mercato per le massime prestazioni di calcolo AI.
· Strategia a lungo termine: Per prevenire i rischi della catena di fornitura e la lock-in tecnologica, lo sviluppo di chip AI proprietari (come TPU, Trainium, Inferentia) è diventato una strategia centrale per l'autonomia futura.
Il comportamento dei cloud provider incarna il complesso bilanciamento tra efficienza e autonomia, tra mercato a breve termine e controllo a lungo termine.
Evoluzione decisionale per gli utenti finali: Dalla valutazione dei "componenti" alla considerazione dell'"output"
Per i decision maker tecnologi degli utenti finali (CTO, VP tecnici), il paradigma di valutazione per gli acquisti sta subendo un cambiamento fondamentale.
Lista di acquisto tradizionale:
· Numero di core e frequenza della CPU
· Modello e quantità di GPU
· Capacità e velocità di memoria e storage
Considerazioni strategiche attuali:
· Metriche di efficienza: Prestazioni per watt, tempo totale di addestramento del modello
· Costo totale di proprietà: Costo complessivo che include hardware, energia, operazioni e manodopera
· Agilità aziendale: Tempo dalla distribuzione all'output
Questo cambiamento segna un'evoluzione cruciale negli acquisti tecnologici aziendali: da una mentalità di centro di costo a un pensiero di investimento nella produttività.
Il GB200 ridefinisce l'unità di calcolo – da "server" a "rack". Questa non è solo un'evoluzione delle prestazioni, ma un cambiamento completo del paradigma architetturale. La ricerca dell'efficienza supera la semplice sovrapposizione di componenti e la catena del valore del settore si sta ristrutturando. In questo cambiamento, l'unica certezza è: adattarsi o essere lasciati indietro.
Una nuova era computazionale è iniziata.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Quando il vostro dispositivo presenta molteplici punti caldi e questi sono indipendenti, hanno consumi energetici diversi o richiedono un raffreddamento isolato, una tradizionale piastra a liquido a canale singolo non è più sufficiente. La piastra di raffreddamento a liquido con tubi di rame incorporati e circuiti multipli è la soluzione chiave per risolvere questo problema.
1- Perché scegliere circuiti multipli? Tre scenari che affrontano le criticità
a. Isolare l'interferenza termica, garantire le prestazioni delle unità core
Quando dispositivi diversi come IGBT e diodi, CPU e GPU sono disposti in modo denso, un unico canale di flusso causerebbe una "diafonia" termica, costringendo i dispositivi a bassa temperatura a operare in condizioni di alta temperatura. Il design a circuiti multipli è come fornire a ciascun dispositivo un "climatizzatore dedicato", prevenendo completamente l'interferenza termica e assicurando che ogni unità operi entro il suo intervallo di temperatura ottimale, migliorando così le prestazioni e la stabilità generali del sistema.
b. Realizzare la ridondanza di sistema, creare un'architettura ad alta affidabilità
In campi con requisiti di affidabilità estremamente elevati (come server, stazioni base di telecomunicazione), il guasto di un unico circuito di raffreddamento significa l'arresto del sistema. Il design a circuiti multipli permette di costruire un sistema di raffreddamento ridondante "N+1". Se un circuito dovesse guastarsi inaspettatamente, i circuiti rimanenti possono comunque fornire una capacità di raffreddamento di base, guadagnando tempo prezioso per la manutenzione del sistema, rappresentando la base per un design ad alta disponibilità.
c. Affrontare layout irregolari e esigenze di raffreddamento differenziate
Di fronte a sorgenti di calore disposte in modo irregolare, un unico canale di flusso fatica a garantire un raffreddamento uniforme. I circuiti multipli supportano una progettazione "su misura". È possibile personalizzare in modo flessibile il percorso di ciascun tubo di rame in base alla forma e al layout effettivi delle sorgenti di calore, coprendo con precisione ogni punto caldo con il percorso del flusso ottimale. Allo stesso tempo, si possono configurare circuiti ad alto flusso per i dispositivi ad alto consumo e circuiti a basso flusso per quelli a basso consumo, realizzando un'allocazione ottimale delle risorse di raffreddamento.
Figura 1: Piastra di raffreddamento liquido multi-circuito con tubi in rame incorporati
2- Il cuore della progettazione e della produzione: Come bilanciare prestazioni e affidabilità in uno spazio ridotto?
Nella progettazione multicanale, la distanza tra i canali di flusso è fondamentale per il successo.
a. Limite termico: prevenire il "cortocircuito termico"
Se la distanza tra canali adiacenti è troppo ridotta, anche se i canali sono indipendenti, il calore si trasmetterà rapidamente attraverso il substrato in alluminio interposto, compromettendo notevolmente l'effetto di isolamento. Attraverso simulazioni e test, abbiamo stabilito il principio di una distanza base ≥ 1,5 volte il diametro del tubo per garantire l'indipendenza termica.
b. Linea rossa strutturale: difendere la "linea vitale della pressione di esercizio"
Il substrato in alluminio tra i canali di flusso è l'anello debole per la resistenza alla pressione interna. Una distanza troppo stretta comporta un'insufficiente resistenza della nervatura, con il rischio di rottura per sollecitazioni di pressione. Grazie a simulazioni di stress meccanico, garantiamo che lo stress tra i canali rimanga ben al di sotto del limite di snervamento del materiale in qualsiasi condizione operativa, eliminando alla radice il rischio di "cedimento della piastra".
Figura 2: Piastra di raffreddamento liquido con tubi in rame incorporati
c. Limite tecnologico: garantire una "produzione di precisione"
Distanze ridottissime rappresentano una sfida notevole per gli utensili da fresatura. Basandoci su una solida esperienza produttiva, colleghiamo la distanza al diametro dell'utensile, garantendo, insieme a un processo efficiente, pareti della scanalatura lisce e uniformi, gettando le basi per il successivo corretto annidamento del tubo di rame e una giunzione a bassa resistenza termica.
3- Punti chiave per la realizzazione ingegneristica
Il successo di un design multi-circuito richiede l'attenzione ai seguenti punti fondamentali:
a. Progettazione sinergica
Si raccomanda di integrare il design termico e meccanico già nella fase concettuale, considerando complessivamente il layout dei canali di flusso, la resistenza strutturale e le capacità produttive, per evitare successive modifiche progettuali.
b. Controllo di processo
• Utilizzare fresatura CNC ad alta precisione per garantire le tolleranze della larghezza della scanalatura e la qualità superficiale.
• Impiegare la tecnologia di piegatura dei tubi con mandrino per garantire la pervietà e l'uniformità dello spessore della parete dopo la curvatura del tubo di rame.
• Adottare processi di incorporamento e fissaggio affidabili per prevenire lo spostamento del tubo di rame in condizioni di vibrazione.
c. Verifica e test
Un sistema di test completo include:
• Test di tenuta stagna al 100%
• Test delle caratteristiche portata-caduta di pressione
• Verifica delle prestazioni della resistenza termica
• Test della pressione di scoppio
In sintesi, la piastra di raffreddamento a liquido con tubi di rame incorporati e circuiti multipli è una soluzione potente per risolvere problemi complessi di dissipazione del calore con multiple sorgenti. La chiave del successo risiede nella profonda comprensione della sua logica progettuale e nel trovare il miglior punto di equilibrio tra prestazioni e affidabilità.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
1-Pretrattamento del tubo di rame (Piegatura e Schiacciatura)
Obiettivo: Modellare un tubo di rame tondo e diritto in una forma appiattita che corrisponda esattamente al percorso di flusso progettato.
a. Scelta del materiale: Perché il rame senza ossigeno?
Il rame senza ossigeno (C1220) ha una purezza fino al 99.9% e non presenta ossidi ai confini dei grani, il che gli conferisce un'eccezionale duttilità, simile a un impasto. Ciò significa che si piega e si schiaccia senza rompersi facilmente o generare microfratture, garantendo così l'affidabilità finale.
b. Raggio di piegatura: Il limite di sicurezza
Il raggio di curvatura minimo ≥ 1.5 volte il diametro del tubo è una regola ferrea. Un valore inferiore sottoporrebbe la parete esterna del tubo a una tensione eccessiva, assottigliandola fino addirittura alla rottura. L'uso di una piegatrice con mandrino è fondamentale per prevenire la formazione di rughe all'interno della curva.
c. Schiacciamento: Una "riduzione" di precisione
Lo schiacciamento non è una semplice compressione, ma una deformazione plastica controllata eseguita tramite stampi di precisione. L'altezza del canale dopo lo schiacciamento non deve essere inferiore al 30% del diametro interno originale. L'obiettivo principale è garantire uno spessore uniforme della parete dopo lo schiacciamento; non devono presentarsi pieghe localizzate morte o eccessivi assottigliamenti, poiché in tali punti si verificherebbero future perdite.
Figura 1: Piegatura del tubo termico
d. Scelta della sequenza operativa: Piegare prima o schiacciare prima?
È imperativo "piegare prima, schiacciare dopo". Piegare un tubo tondo è un processo maturo e controllabile. Se schiacciato prima, un tubo piatto diventerebbe quasi impossibile da piegare con raggi piccoli e alta qualità; inoltre, la parete interna del canale si deformerebbe gravemente, causando un drastico aumento della resistenza al flusso.
2-Lavorazione del substrato (Fresatura di precisione della scanalatura)
Obiettivo: Lavorare nel substrato di alluminio una "rotaia" dimensionalmente precisa per l'alloggiamento del tubo di rame.
Figura 2: Tubo di rame incorporato
a. Progettazione della larghezza della scanalatura: Accoppiamento forzato
La larghezza della scanalatura deve essere progettata leggermente inferiore alla larghezza del tubo di rame schiacciato (tipicamente di 0.05-0.1 mm in meno), formando un "accoppiamento forzato". Ciò permette alla scanalatura di "abbracciare" saldamente il tubo di rame tramite attrito, realizzando il fissaggio preliminare e costituendo la base per ridurre la resistenza termica di contatto.
b. Controllo della profondità della scanalatura: Sovramateriale per il taglio volo
La profondità della scanalatura determina l'altezza di sporgenza del tubo di rame dalla superficie del substrato dopo l'inserimento; questa altezza costituisce il sovramateriale per la successiva lavorazione con la tecnologia di taglio volo. La uniformità della profondità della scanalatura influisce direttamente sull'uniformità dello spessore residuo della parete del tubo di rame finale.
c. Utensile e "Vibrazione dell'utensile"
Durante la lavorazione di scanalature strette e profonde, un elevato rapporto lunghezza-diametro della fresa può facilmente causare "vibrazioni" (tremolio), portando a pareti della scanalatura rugose e dimensioni fuori tolleranza. Pertanto, la distanza tra i canali di flusso non può essere troppo ridotta; è necessario lasciare spazio per la resistenza e la rigidità dell'utensile.
d. Pulizia: Una qualità invisibile
Dopo la fresatura della scanalatura, trucioli di alluminio e residui oleosi devono essere rimossi al 100%. Qualsiasi residuo formerà uno strato termicamente isolante tra il tubo di rame e il substrato di alluminio, aumentando notevolmente la resistenza termica di contatto e causando un drastico peggioramento delle prestazioni di raffreddamento.
3-Innestaggio e Fissaggio
Obiettivo: Inserire con precisione il tubo di rame sagomato nella scanalatura del substrato e formare un legame stabile.
a. Accoppiamento forzato: La forza di fissaggio primaria
Grazie alla progettazione dimensionale precisa, il tubo di rame viene "spinto" sotto la forza esterna di una pressa in una scanalatura leggermente più stretta. La forza di ritorno elastica del materiale stesso genera un'enorme pressione di contatto, che rappresenta la fonte principale della forza di fissaggio.
Figura 3: Fissaggio del tubo termico
b. Fissaggio ausiliario: Prevenire l'"effetto altalena"
Con il solo accoppiamento forzato, le estremità del tubo di rame potrebbero sollevarsi sotto stress termico. È necessario un fissaggio ausiliario: micro-saldatura a punti (alta resistenza, ma richiede controllo del calore) o resina epossidica ad alta conducibilità termale (basso stress, ma con rischio di invecchiamento).
c. Il nemico della resistenza termica di interfaccia
L'aria tra il tubo di rame e la scanalatura di alluminio è un cattivo conduttore di calore e rappresenta la fonte principale della resistenza termica di interfaccia. Colla ad alta conducibilità termica o la saldatura possono riempire i vuoti microscopici, sostituendo l'aria e riducendo significativamente la resistenza termica.
d. Allerta sulla corrosione galvanica
L'alluminio e il rame a contatto con un elettrolita formano una pila galvanica, dove l'alluminio, funzionando da anodo, si corrode. È imperativo garantire la tenuta del sistema di raffreddamento e l'uso di acqua deionizzata/liquido di raffreddamento anticorrosivo per interrompere il percorso di corrosione a livello di sistema.
4- Formatura della Superficie (Taglio Volo vs. Incorporamento Profondo)
Obiettivo: Formare la superficie di raffreddamento finale, utilizzabile per il montaggio dei chip, caratterizzata da alta planarità e bassa resistenza termica.
a. Tecnologia di Taglio Volo: Il campione delle prestazioni
Utilizza un utensile ultra-duro per tagliare simultaneamente rame e alluminio, creando una superficie perfetta e complanare. Ciò permette alla sorgente di calore di entrare in contatto diretto e su un'ampia area con il tubo di rame dall'eccellente conducibilità termica, realizzando la resistenza termica più bassa possibile.
b. Tecnologia del Tubo Interrato Profondo: Il guardiano dell'affidabilità
Il tubo di rame tondo viene incorporato e il canale viene riempito con resina epossidica ad alta conducibilità termica. Il tubo di rame mantiene la sua forma circolare, conferendo una maggiore resistenza alla pressione; il materiale di riempimento fornisce protezione aggiuntiva e un effetto cuscinetto contro gli stress, offrendo una maggiore affidabilità, sebbene con una resistenza termica leggermente superiore rispetto al taglio volo.
c. Spessore Finale della Parete: La linea vitale
L'obiettivo di controllo fondamentale nella tecnologia di taglio volo è lo spessore residuo finale della parete del tubo di rame. Deve bilanciare le prestazioni (parete sottile) con l'affidabilità e la prevenzione del taglio della parete (parete spessa), ed è tipicamente controllato nell'intervallo aureo di 0.15-0.3 mm.
d. Planarità: La garanzia del contatto
Indipendentemente dalla tecnologia utilizzata, la planarità della superficie di montaggio (tipicamente richiesta <0.1 mm) è un requisito stringente. Anche variazioni di pochi micron devono essere compensate con pasta termica; una planarità insufficiente causa un'impennata della resistenza termica di contatto e il fallimento del raffreddamento.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
1-Pretrattamento del tubo di rame (Piegatura e Schiacciatura)
Obiettivo: Modellare un tubo di rame tondo e diritto in una forma appiattita che corrisponda esattamente al percorso di flusso progettato.
a. Scelta del materiale: Perché il rame senza ossigeno?
Il rame senza ossigeno (C1220) ha una purezza fino al 99.9% e non presenta ossidi ai confini dei grani, il che gli conferisce un'eccezionale duttilità, simile a un impasto. Ciò significa che si piega e si schiaccia senza rompersi facilmente o generare microfratture, garantendo così l'affidabilità finale.
b. Raggio di piegatura: Il limite di sicurezza
Il raggio di curvatura minimo ≥ 1.5 volte il diametro del tubo è una regola ferrea. Un valore inferiore sottoporrebbe la parete esterna del tubo a una tensione eccessiva, assottigliandola fino addirittura alla rottura. L'uso di una piegatrice con mandrino è fondamentale per prevenire la formazione di rughe all'interno della curva.
c. Schiacciamento: Una "riduzione" di precisione
Lo schiacciamento non è una semplice compressione, ma una deformazione plastica controllata eseguita tramite stampi di precisione. L'altezza del canale dopo lo schiacciamento non deve essere inferiore al 30% del diametro interno originale. L'obiettivo principale è garantire uno spessore uniforme della parete dopo lo schiacciamento; non devono presentarsi pieghe localizzate morte o eccessivi assottigliamenti, poiché in tali punti si verificherebbero future perdite.
Figura 1: Piegatura del tubo termico
d. Scelta della sequenza operativa: Piegare prima o schiacciare prima?
È imperativo "piegare prima, schiacciare dopo". Piegare un tubo tondo è un processo maturo e controllabile. Se schiacciato prima, un tubo piatto diventerebbe quasi impossibile da piegare con raggi piccoli e alta qualità; inoltre, la parete interna del canale si deformerebbe gravemente, causando un drastico aumento della resistenza al flusso.
2-Lavorazione del substrato (Fresatura di precisione della scanalatura)
Obiettivo: Lavorare nel substrato di alluminio una "rotaia" dimensionalmente precisa per l'alloggiamento del tubo di rame.
Figura 2: Tubo di rame incorporato
a. Progettazione della larghezza della scanalatura: Accoppiamento forzato
La larghezza della scanalatura deve essere progettata leggermente inferiore alla larghezza del tubo di rame schiacciato (tipicamente di 0.05-0.1 mm in meno), formando un "accoppiamento forzato". Ciò permette alla scanalatura di "abbracciare" saldamente il tubo di rame tramite attrito, realizzando il fissaggio preliminare e costituendo la base per ridurre la resistenza termica di contatto.
b. Controllo della profondità della scanalatura: Sovramateriale per il taglio volo
La profondità della scanalatura determina l'altezza di sporgenza del tubo di rame dalla superficie del substrato dopo l'inserimento; questa altezza costituisce il sovramateriale per la successiva lavorazione con la tecnologia di taglio volo. La uniformità della profondità della scanalatura influisce direttamente sull'uniformità dello spessore residuo della parete del tubo di rame finale.
c. Utensile e "Vibrazione dell'utensile"
Durante la lavorazione di scanalature strette e profonde, un elevato rapporto lunghezza-diametro della fresa può facilmente causare "vibrazioni" (tremolio), portando a pareti della scanalatura rugose e dimensioni fuori tolleranza. Pertanto, la distanza tra i canali di flusso non può essere troppo ridotta; è necessario lasciare spazio per la resistenza e la rigidità dell'utensile.
d. Pulizia: Una qualità invisibile
Dopo la fresatura della scanalatura, trucioli di alluminio e residui oleosi devono essere rimossi al 100%. Qualsiasi residuo formerà uno strato termicamente isolante tra il tubo di rame e il substrato di alluminio, aumentando notevolmente la resistenza termica di contatto e causando un drastico peggioramento delle prestazioni di raffreddamento.
3-Innestaggio e Fissaggio
Obiettivo: Inserire con precisione il tubo di rame sagomato nella scanalatura del substrato e formare un legame stabile.
a. Accoppiamento forzato: La forza di fissaggio primaria
Grazie alla progettazione dimensionale precisa, il tubo di rame viene "spinto" sotto la forza esterna di una pressa in una scanalatura leggermente più stretta. La forza di ritorno elastica del materiale stesso genera un'enorme pressione di contatto, che rappresenta la fonte principale della forza di fissaggio.
Figura 3: Fissaggio del tubo termico
b. Fissaggio ausiliario: Prevenire l'"effetto altalena"
Con il solo accoppiamento forzato, le estremità del tubo di rame potrebbero sollevarsi sotto stress termico. È necessario un fissaggio ausiliario: micro-saldatura a punti (alta resistenza, ma richiede controllo del calore) o resina epossidica ad alta conducibilità termale (basso stress, ma con rischio di invecchiamento).
c. Il nemico della resistenza termica di interfaccia
L'aria tra il tubo di rame e la scanalatura di alluminio è un cattivo conduttore di calore e rappresenta la fonte principale della resistenza termica di interfaccia. Colla ad alta conducibilità termica o la saldatura possono riempire i vuoti microscopici, sostituendo l'aria e riducendo significativamente la resistenza termica.
d. Allerta sulla corrosione galvanica
L'alluminio e il rame a contatto con un elettrolita formano una pila galvanica, dove l'alluminio, funzionando da anodo, si corrode. È imperativo garantire la tenuta del sistema di raffreddamento e l'uso di acqua deionizzata/liquido di raffreddamento anticorrosivo per interrompere il percorso di corrosione a livello di sistema.
4- Formatura della Superficie (Taglio Volo vs. Incorporamento Profondo)
Obiettivo: Formare la superficie di raffreddamento finale, utilizzabile per il montaggio dei chip, caratterizzata da alta planarità e bassa resistenza termica.
Piastra di raffreddamento con tubi di rame incorporati
a. Tecnologia di Taglio Volo: Il campione delle prestazioni
Utilizza un utensile ultra-duro per tagliare simultaneamente rame e alluminio, creando una superficie perfetta e complanare. Ciò permette alla sorgente di calore di entrare in contatto diretto e su un'ampia area con il tubo di rame dall'eccellente conducibilità termica, realizzando la resistenza termica più bassa possibile.
b. Tecnologia del Tubo Interrato Profondo: Il guardiano dell'affidabilità
Il tubo di rame tondo viene incorporato e il canale viene riempito con resina epossidica ad alta conducibilità termica. Il tubo di rame mantiene la sua forma circolare, conferendo una maggiore resistenza alla pressione; il materiale di riempimento fornisce protezione aggiuntiva e un effetto cuscinetto contro gli stress, offrendo una maggiore affidabilità, sebbene con una resistenza termica leggermente superiore rispetto al taglio volo.
c. Spessore Finale della Parete: La linea vitale
L'obiettivo di controllo fondamentale nella tecnologia di taglio volo è lo spessore residuo finale della parete del tubo di rame. Deve bilanciare le prestazioni (parete sottile) con l'affidabilità e la prevenzione del taglio della parete (parete spessa), ed è tipicamente controllato nell'intervallo aureo di 0.15-0.3 mm.
d. Planarità: La garanzia del contatto
Indipendentemente dalla tecnologia utilizzata, la planarità della superficie di montaggio (tipicamente richiesta <0.1 mm) è un requisito stringente. Anche variazioni di pochi micron devono essere compensate con pasta termica; una planarità insufficiente causa un'impennata della resistenza termica di contatto e il fallimento del raffreddamento.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Per migliorare l'autonomia e la capacità dei veicoli elettrici, i Pacchi Batteria di Trazione stanno transitando da layout a singolo strato a Strutture a Impilamento Multistrato. Questa transizione migliora significativamente la Densità Energetica, ma introduce anche nuove sfide strutturali. Questo articolo esplorerà tre aspetti: problematiche centrali, soluzioni principali e direzioni tecnologiche future.
1-Sfide centrali: Problematiche meccaniche dell'impilamento multistrato
Espandere i Pacchi Batteria da uno a Più Strati è ben lontano da un semplice impilamento. Rimodula l'ambiente meccanico interno e i Percorsi di Carico esterni, presentando quattro sfide principali:
a.Incremento verticale del Carico e rischio di Scorrimento Viscoso del Materiale
·Nelle Strutture Multistrato, il peso di Celle, Moduli e Componenti Strutturali si accumula strato dopo strato. Il Carico di Compressione Statico sopportato dallo strato inferiore è significativamente superiore a quello dello strato superiore.
·Questo ambiente di Alta Sollecitazione sostenuta pone severe prove per le Prestazioni a Lungo Termine dei materiali, in particolare la Resistenza allo Scorrimento Viscoso (la lenta Deformazione Plastica dei materiali sotto Sollecitazione Costante nel tempo).
·Se i Supporti Interstrato o i Componenti di Fissaggio delle Celle subiscono Scorrimento Viscoso, può portare al Rilassamento della Precarga, influenzando la Durata del Ciclo di Vita delle Celle e la Stabilità del Contatto dell'Interfaccia. Pertanto, è cruciale identificare materiali che combinino proprietà di Leggerezza con eccellenti Caratteristiche di Resistenza allo Scorrimento Viscoso.
b.Forza di EspansioneEffetto di Accumulo e Stabilità Strutturale
·Le Batterie agli Ioni di Litio sperimentano un "Effetto Respirazione" durante la Carica e Scarica a causa dei Cambiamenti di Volume dei Materiali degli Elettrodi, portando all'Espansione delle Celle. Nelle Strutture a Impilamento Multistrato, le Forze di Espansione si accumulano strato dopo strato, facendo sopportare ai Moduli dello strato inferiore una pressione enorme.
·Questa Sollecitazione Ciclica può facilmente innescare Rigonfiamento dell'Involucro, Guasto della Tenuta, Compressione dei Componenti Strutturali, Cortocircuito delle Celle e una Accelerata Degradazione delle Prestazioni della Batteria. Il controllo efficace richiede Sensori Integrati per Monitoraggio in Tempo Reale combinato con Simulazione Digitale per guidare la Progettazione dell'Ottimizzazione Strutturale.
c.Contraddizione centrale tra Utilizzo dello Spazio e Densità Energetica
·Affrontare la Gravità e le Forze di Espansione richiede Strutture Rinforzate (come aggiungere Traverse o ispessire Lastre), ma ciò occupa spazio prezioso e aumenta il peso, entrando in conflitto con gli obiettivi principali di migliorare la Densità Energetica Volumetrica e la Densità Energetica Gravimetrica.
·La soluzione risiede nell'Ottimizzazione Strutturale e nell'applicazione di Materiali Efficienti, spingendo la transizione dei Pacchi Batteria verso Progettazioni Ibride Multimateriale.
d.Carico di CollisionePercorso di Trasferimento e aggiornamento della Ridondanza di Sicurezza
·L'Altezza Aumentata dei Pacchi Batteria intensifica i Carichi Meccanici durante Impatto Laterale o Impatto Inferiore; la Struttura Innalzata amplifica l'Effetto Leva, imponendo maggiori richieste sulla Resistenza dei Punti di Connessione e sulla Rigidezza Intrinseca del Pacco Batteria.
·È necessario utilizzare Materiali Resistenti all'Impatto e Progettazione Integrata per ottimizzare il Trasferimento della Forza e l'Assorbimento dell'Energia, garantendo la Sicurezza delle Celle in Condizioni Estreme, thus promuovendo lo sviluppo della tecnologia di Integrazione Batteria-Scocca (CTC), rendendo il Pacco Batteria parte integrante della Struttura della Scocca del Veicolo.
2- Analisi comparativa delle soluzioni strutturali principali
Per affrontare queste sfide, il settore ha esplorato varie soluzioni innovative:
a.Vassoio Pressofuso in Un Pezzo(One-piece Die-cast Tray)
·Vantaggi: Alta Integrazione, riduzione del Numero di Componenti, migliorata Rigidezza Complessiva, Coerenza e Tenuta. Il Processo supporta Forme Geometriche Complesse, facilitando l'integrazione di Raffreddamento, Nervature di Rinforzo e Punti di Montaggio. La Struttura Monolitica aiuta a gestire Sollecitazioni Complesse.
·Sfide: La Pressofusione Integrale di Telai Multistrato impone requisiti estremamente elevati su Attrezzature, Stampi e Processi, rendendola costosa. La Riparazione Post-Collisione è difficile o impossibile. La Struttura Rigida Monolitica potrebbe mancare della Flessibilità per gestire Forze di Espansione Differenziali tra Strati.
b.Telaio Modulare Multilivello(Multi-level Frame Modular)
·Vantaggi: Flessibilità di Progettazione e Produzione, facilitando Produzione, Manutenzione e Sostituzione. Naturalmente adatto a Progettazioni Ibride Multimateriale, consentendo l'ottimizzazione delle Prestazioni e dei Costi per diversi Livelli. Attingendo al concetto di "Stratificazione Quasi-isotropa" dei Materiali Compositi per ottimizzare la Risposta Meccanica Complessiva e disperdere la Sollecitazione.
·Sfide: Numerosi Componenti e Connettori, Assemblaggio Complesso, Tolleranze Cumulative che influenzano Precisione e Precarico. Numerose Interfacce di Connessione (Bulloni, Rivetti) sono Punti di Potenziale Guasto e aumentano il peso.
c.Struttura Sandwich a Materiale Ibrido(Hybrid Material Sandwich Structure)
·Vantaggi: Eccellente Efficienza di Alleggerimento e altissima Rigidezza Specifica (Pannelli ad Alta Resistenza + Materiali del Nucleo Leggeri come Schiuma/Nido d'Ape in Alluminio). Forte Resistenza alla Flessione, con i Materiali del Nucleo che offrono sia Isolamento Termico che Caratteristiche di Assorbimento dell'Energia, migliorando la Sicurezza Termica e la Sicurezza in Collisione. Si allinea con la tendenza dell'Integrazione Multifunzionale.
·Sfide: Processo di Produzione complesso e alto costo. La Resistenza del Legame dell'Interfaccia e la Durabilità a Lungo Termine tra Pannelli e Materiali del Nucleo sono critici. I Materiali del Nucleo devono possedere un'eccellente Resistenza alla Compressione e allo Scorrimento Viscoso.
d.Struttura a Nido d'Ape Bionica
·Vantaggi: Teoricamente un Design Bionico ideale (imitando l'EsagonaleNido d'Ape) per raggiungere l'Estremo Alleggerimento, l'Alta Rigidezza e la Resistenza alla Compressione. Fornisce Supporto Uniforme con una forte Capacità di Assorbimento dell'Urto.
·Sfide: Produzione estremamente complessa e costosa, con significative Difficoltà di Integrazione con Sistemi di Raffreddamento, ecc. Attualmente principalmente nella fase di Ricerca Avanzata, richiede più tempo per l'Applicazione Commerciale su Larga Scala.
3- Direzioni chiave per le innovazioni tecnologiche
Le future innovazioni chiave per risolvere le Problematiche di Progettazione dell'Impilamento Multistrato risiedono in:
a.Materiale e Innovazione di Processo per Alleggerimento e Bilanciamento della Rigidezza
·Materiali: Ottimizzazione continua di CFRP, Leghe di Alluminio, Leghe di Magnesio; sviluppo di nuovi Polimeri Multifunzionali e Materiali Compositi che combinano Basso Scorrimento Viscoso, Alto Isolamento, Buona Conduttività Termica e Facilità di Lavorazione.
·Processi: Sviluppo di Tecnologie di Connessione Avanzate (Saldatura a Punti per Resistenza, Saldatura Laser, Saldatura a Ultrasuoni) per realizzare Connessioni Multimateriale affidabili e leggere.
b. Gestione Adattativa delle Forze di Espansione
Spostando l'approccio da "Resistenza Rigida" a "Adattamento Flessibile", creando Sistemi di Risposta Dinamica per mantenere le Celle nell'Ambiente di Sollecitazione Ottimale durante tutto il loro Ciclo di Vita.
Figura 1:Saldatura laser robotizzata dell’Involucro della batteria del veicolo elettrico
c.Connessione Interstrato e Rivoluzione dell'Integrazione
·Tecnologie di Connessione: Evoluzione dalle Connessioni Meccaniche a Bullone verso Incollaggio con Adesivo Strutturale e Saldatura Avanzata per una Distribuzione della Sollecitazione più uniforme, Buona Tenuta e Resistenza alla Fatica.
·Integrazione Finale: CTC/CTB (Cell-to-Chassis/Body) è un'importante direzione futura per l'Integrazione dei Pacchi Batteria. Eliminando i Gusci Indipendenti e integrando direttamente le Celle o i Moduli nel Telaio, l'Impilamento Multistrato stesso diventa un Componente Strutturale della Scocca (come Traverse o Pavimenti), risolvendo fondamentalmente le Limitazioni di Spazio e massimizzando la Funzionalità Strutturale della Batteria. Raggiungere questa tecnologia richiede Collaborazione Profonda in più campi, inclusi Batterie, Strutture, Gestione Termica e Sicurezza, rappresentando la Forma Ultima del concetto "Struttura come Funzione".
Figura 2:contenitori delle batterie nelle auto elettriche
L'Impilamento Multistrato è una scelta inevitabile per aumentare la Densità Energetica delle Batterie, ma porta anche enormi sfide in Struttura, Forze di Espansione e Sicurezza. La soluzione risiede nell'Innovazione dei Materiali, nell'Ottimizzazione Strutturale Bionica e nella Gestione Intelligente delle Forze di Espansione. Alla fine, i Pacchi Batteria si Integreranno Profondamente con le Scocche dei Veicoli, diventando un "Telaio Energetico" integrato.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Due sfide principali degli autocarri elettrici pesanti: analisi approfondita del layout delle batterie e della tecnologia di impilamento
Quando un autocarro elettrico pesante completamente carico viaggia in autostrada, il segreto delle sue centinaia di chilometri di autonomia si nasconde nel suo telaio e nel vano batterie. Mentre l'onda dell'elettrificazione degli autocarri pesanti investe l'industria logistica globale, il layout e la tecnologia di impilamento dei sistemi batteria sono diventati critici per il successo sul mercato.
Figura 1: Soluzione di raffreddamento a liquido per batterie di autocarri elettrici pesanti
1-Layout delle batterie: come tre soluzioni rimodellano gli autocarri elettrici pesanti?
a. Layout posteriore: scelta agile per il trasporto a corto raggio
· Scenario: operazioni a corto raggio in aree chiuse come porti, miniere e acciaierie.
· Vantaggio principale: scambio rapido di batterie (i tempi specifici richiedono validazione), migliorando l'utilizzo del veicolo.
· Limitazioni: vincoli di capacità della batteria (<350 kWh standard del settore), alto centro di gravità che influisce sulla stabilità.
· Compromesso spaziale: occupa spazio di carico o cabina, riducendo la capacità di carico.
b. Layout sul telaio: il re dell'autonomia per il trasporto a lungo raggio
· Svolta nella capacità: la capacità della batteria supera 500 kWh (ad es. soluzioni dichiarate da 513 kWh).
· Efficienza spaziale: massimizza lo spazio del telaio, evitando l' dello spazio di carico.
· Sicurezza: il centro di gravità ultra basso migliora la stabilità ad alta velocità.
· Barriere tecniche: l'integrazione del telaio richiede una maggiore protezione e gestione termica.
c. Layout inferiore-laterale: motore di efficienza per le reti di scambio batterie
· Innovazione: scambio laterale di batterie aumenta l'efficienza operativa.
· Bilanciamento spaziale: preserva lo spazio di carico completo, con autonomia tra i layout posteriore e su telaio.
· Focus sulla sicurezza: richiede strutture rinforzate di protezione dagli impatti laterali.
2-Tecnologia di impilamento: soluzioni efficienti di integrazione per pacchi batteria di autocarri
Impilamento multistrato è chiave per migliorare la densità energetica:
Figura 2: Scatola di integrazione del raffreddamento a liquido impilata per autocarri pesanti
a. Impilamento integrato senza telaio:
· L'impilamento diretto delle celle riduce i componenti strutturali.
· Elimina moduli/telai, abilitando l'"impilamento Z senza soluzione di continuità".
· Aumenta significativamente la densità energetica del sistema.
· Supporta la ricarica ultra-rapida (le prestazioni richiedono validazione).
b. Integrazione modulo-telaio (es. MTB/CTC):
· MTB: i moduli si collegano direttamente al telaio, migliorando l'utilizzo del volume.
· Batteria Qilin(CTP 3.0): 72% utilizzo del volume, densità energetica di 255 Wh/kg.
· CTC: le celle si integrano nel telaio, riducendo il peso del 10%.
c. Innovazione nella forma delle celle (es. Batteria Blade):
· Celle piatte strettamente disposte, aumentando l'utilizzo del volume (>50% secondo i dati BYD).
· Supera i colli di bottiglia della densità energetica LFP.
3-Sfide tecniche fondamentali
Sfida 1: Sicurezza strutturale
· Condizioni estreme: collisioni con pali laterali minacciano i layout montati lateralmente.
· Soluzioni: alloggiamenti in lega di alluminio ad alta resistenza + buffer; simulazione di collisione FEA; test di impatto meccanico super-nazionali.
Sfida 2: Gestione termica
· Problema critico: il controllo del differenziale di temperatura all'interno dei pacchi è vitale.
· Innovazioni: raffreddamento a liquido laterale (<3°C differenziale); raffreddamento diretto a refrigerante; controllo dinamico MPC.
Sfida 3: Fatica da vibrazione
· Rischio nascosto: le vibrazioni stradali causano danni strutturali.
· Strategie: impilamento Z ottimizza la distribuzione dello stress; test di vibrazione dello spettro stradale; materiali ad alto smorzamento.
4-Tendenze attuali di sviluppo
· Layout sul telaio dominano il medio/lungo raggio: alta autonomia (>500 kWh) e basso centro di gravità sono preferiti.
· Integrazione CTC fonde le batterie con il telaio, migliorando l'utilizzo dello spazio e la rigidità.
· Gestione termica guidata dall'IA abilita un controllo preciso della temperatura (<5°C differenziale), estendendo la vita della batteria.
· Batterie semi-solide accelerano la commercializzazione, concentrandosi su sicurezza e densità energetica.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
L'ondata di camion elettrici sta rivoluzionando l'industria globale della logistica e dei trasporti, dando un forte impulso agli obiettivi di "doppia carbonio". Tuttavia, con la crescente domanda di autonomia estesa, i sistemi di batterie con capacità unitarie che superano i 500kWh o addirittura si avvicinano ai 1000kWh sono diventati comuni. Ciò equivale a dotare i veicoli di una "fortezza energetica" mobile, ma i potenziali rischi di sicurezza termica hanno anche raggiunto livelli senza precedenti. Quando convergono i tre indicatori estremi di sicurezza—"capacità ultra grande", "propagazione termica ultra rapida" (<2 minuti) e "resistenza agli urti ultra alta" (>1500kJ)—, il settore affronta un divario tecnologico significativo. Questo articolo analizza queste sfide ed esplora soluzioni sistematiche per costruire una linea di difesa dedicata alla sicurezza dei camion elettrici pesanti.
Figura 1: Soluzione di Impilamento a Tre Strati Short-Blade
1-L'Era dei 500kWh+: Opportunità e Sfide di Sicurezza
a. Il Balzo in Capacità è Diventato la Norma
Per soddisfare le esigenze del trasporto pesante e a lunga distanza, la capacità delle batterie dei camion elettrici è aumentata rapidamente da 200-300kWh a oltre 600kWh. I leader del settore hanno presentato soluzioni che vanno da 500kWh e 600kWh fino a 1000kWh, segnando l'inizio ufficiale dell'era della capacità ultra grande.
b. La Maturità della Tecnologia delle Batterie LFP (Litio Ferro Fosfato)
Le batterie LFP sono diventate un motore chiave grazie ai loro vantaggi in termini di sicurezza e durata del ciclo, rendendole la scelta principale per i camion pesanti.
2-Le "Tre Grandi Sfide" sotto Esigenze Estreme di Sicurezza
a. Controllo del Limite di Propagazione Termica (<2 Minuti)
·Obiettivo Principale: I progetti di sicurezza devono ritardare o bloccare la propagazione termica per creare una finestra temporale per l'evacuazione e il salvataggio (es., il requisito di preavviso di 5 minuti secondo lo standard cinese GB 38031-2020).
·Realtà Cruda: Nei pacchi batteria ad alta densità che superano i 500kWh, l'energia massiccia rilasciata da una singola cella durante una fuga termica può innescare facilmente una reazione a catena catastrofica. I dati dei test mostrano una propagazione termica estremamente rapida: in alcuni casi, bastano solo 22 secondi per avvolgere l'intero pacco, 5 secondi per accendere moduli adiacenti e appena 44 secondi per la propagazione tra i moduli.
·Difficoltà e Divario Principali: Come garantire efficacemente che la propagazione termica tra i moduli sia controllata per più di 2 minuti? Attualmente, nessun sistema commerciale per camion pesanti ha dichiarato pubblicamente o verificato il rispetto di questo requisito stringente.
b. Barriera di Resistenza agli Ur (>1500kJ)
·Requisito Principale: L'energia d'urto di un camion pesante completamente carico supera di gran lunga quella dei veicoli leggeri, superando facilmente i 1500kJ. Come componente strutturale del telaio, il pacco batteria deve possedere una resistenza ultra elevata per rimanere intatto dopo l'urto, prevenendo danni interni alle celle che potrebbero portare a una fuga termica.
·Realtà Cruda: Gli standard attuali nazionali e internazionali (es., GB/T 31467.3-2015, UNECE R100) mancano di soglie chiare o sufficienti per i test di energia d'urto sui pacchi batteria dei camion pesanti. I dati di certificazione pubblicamente disponibili per sistemi che superano test d'urto di 1500kJ sono estremamente scarsi. Sebbene esistano simulazioni con energie più elevate (es., 2500kJ), la validazione completa del sistema rimane una sfida significativa.
·Difficoltà e Divario Principali: L'assenza di standard chiari di protezione contro urti ad alta energia e soluzioni completamente validate.
c. Rischi di Catene di Disastri Secondari (Esplosione del Carico e Paralisi Stradale)
·Rischio di Esplosione del Carico: Le fiamme ad alta temperatura di una fuga termica della batteria possono accendere facilmente il carico (specialmente materiali pericolosi), formando una catena di disastri: "fuga termica → incendio del carico → esplosione".
·Rischio di Paralisi Stradale: Gli incendi delle batterie al litio sono difficili da estinguere (richiedono grandi volumi di acqua di raffreddamento continua) e soggetti a riaccensione. Un camion pesante di diverse tonnellate che prende fuoco su un'autostrada o in un tunnel complica gli sforzi di salvataggio (interruzione dell'alta tensione, prevenzione dei gas tossici) e richiede tempi prolungati (fino a diverse ore, con impatti potenziali che durano 24 ore), interrompendo gravemente il traffico e causando ripercussioni sociali significative.
·Difficoltà e Divario Principali: La mancanza di standard quantitativi mirati per i tempi di sgombero stradale e sistemi efficienti di risposta alle emergenze.
3-Costruire la Linea di Difesa: Progettazione del Sistema di Allerta Precoce per Eventi Termici – Rete di Protezione a Quattro Livelli
4-Soluzioni di Supporto per la Gestione Termica: Potenziamento del Sistema di Allerta Precoce
·Sistema di Raffreddamento a Liquido: Piastre di raffreddamento a liquido integrate ad alta efficienza eliminano i punti caldi localizzati, mantenendo una differenza di temperatura <3°C tra le celle.
·Design Modulare: Strutture modulari indipendenti e smontabili consentono la sostituzione rapida di unità difettose.
·Piattaforma Intelligente di Monitoraggio: Analisi in tempo reale basata su cloud dello stato di salute della batteria con avvisi automatici inviati ai team di manutenzione.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Nel mercato dei camion pesanti a nuova energia, "batterie sovrapposte" è diventato un termine chiave: i modelli principali superano ora i 370kWh di capacità, con modelli da 600kWh+ che fanno il loro debutto con frequenza. Questo non è solo un salto nelle specifiche tecniche, ma anche la dichiarazione del settore di un attacco su vasta scala al mercato del trasporto a lungo raggio - migliorando l'autonomia con una singola carica, affrontando il punto dolente principale degli utenti, l'"ansia da autonomia", e ottimizzando il costo totale di proprietà (TCO). Questo articolo analizzerà la logica commerciale e le innovazioni tecnologiche alla base di questa tendenza.
1-Logica Commerciale: Perché dobbiamo "sovrapporre le batterie"?
a. Necessità guidata dallo scenario
· Scenari chiusi (brevi distanze, alta frequenza): Porti, miniere e ambienti simili si affidano a modelli con sostituzione batteria (ricarica in 3-5 minuti), dove batterie da 280kWh sono sufficienti.
· Logistica a lungo raggio (trasporto a lunga distanza): Rappresenta il 70% del volume di merci, richiedendo un'autonomia con una singola carica di 500+ km. Le batterie da 600kWh+ servono come "biglietto d'ingresso" per questo mercato.
b. L'economia del TCO
Conclusione chiave: Quando il chilometraggio giornaliero supera i 300 km, il TCO dei camion pesanti con scambio batterie inizia a superare quello dei camion diesel.
b. Innovazione del modello: Risolvere le sfide dei costi
· Battery-as-a-Service (BaaS): Gli utenti acquistano il "veicolo nudo" con batterie in leasing mensile (¥5.000-9.000), riducendo i costi iniziali del 30%.
· Servizi di scambio batterie: Tariffa di servizio di ¥0,2-0,5 per kWh, con costi energetici totali di circa ¥2,73/km (vicino ai camion diesel a ¥2,8/km).
· Validazione commerciale: Una stazione di scambio che serve 50 veicoli/giorno può ridurre il periodo di ammortamento a 5 anni (IRR del 13,1%).
2-Innovazioni tecnologiche: Come bilanciare autonomia e peso?
a. Compromesso spaziale: Telaio per lo spazio
· Per evitare che le batterie invadano lo spazio di carico, il settore sta ottimizzando il layout delle batterie. Ad esempio, integrare le batterie nel telaio (sostituendo i tradizionali design posteriori) libera volume di carico, abbassa il baricentro e può migliorare l'efficienza energetica.
· Compromesso: Ridotta altezza da terra e modularità del telaio compromessa.
b. Compromesso nella scienza dei materiali: Densità energetica per il peso
· La chiave per la riduzione del peso sta nel migliorare la densità energetica della batteria (più energia immagazzinata per unità di peso). Una densità più elevata consente batterie più leggere o un'autonomia maggiore a parità di peso.
· Innovazione centrale: Materiali per batterie (es. catodi ad alto nichel, anodi in silicio-carbonio).
· Compromesso: Una maggiore densità energetica comporta spesso rischi per la sicurezza, una durata più breve, costi più elevati e una capacità di ricarica rapida ridotta, richiedendo un difficile bilanciamento di più parametri.
c. Compromesso nel modello di business: Rete contro pressione sul singolo veicolo
· Il modello di scambio batterie sposta l'onere dell'"autonomia infinita" dai singoli veicoli alla rete di scambio. Distribuendo stazioni di scambio dense lungo i percorsi, i camion hanno bisogno solo di carica sufficiente per raggiungere la stazione successiva, eliminando batterie sovradimensionate.
· Risultato: Riduce le richieste estreme di capacità della batteria, rendendo i carichi delle batterie a bordo più "razionali".
d. Gestione del valore residuo: La barriera principale per BaaS
Le banche di batterie devono sviluppare capacità per l'intero ciclo di vita: monitoraggio dello Stato di Salute (SOH), riutilizzo a cascata e sistemi di riciclaggio.
Figura 1: Involucro del pacco batterie per camion pesanti
3-Tendenze future: Da "batterie sovrapposte" a "carico energetico efficiente"
a. Evoluzione tecnologica: Le batterie a stato solido supereranno le barriere della densità energetica, riequilibrando peso e autonomia.
b. Infrastruttura di ricarica: Protocolli standardizzati per lo scambio di camion pesanti e sinergia con la rete (es. peak shaving) sono fondamentali per la scalabilità.
c. Competizione multi-percorso: I camion pesanti a idrogeno mantengono un potenziale di sostituzione nei segmenti a lungo raggio e carichi pesanti.
Strategia a fasi, evoluzione a lungo termine
"Batterie sovrapposte" è una scelta inevitabile per i camion elettrici pesanti per conquistare la logistica a lungo raggio, riflettendo un equilibrio dinamico tra esigenze commerciali e realtà tecniche. Con l'avanzamento della tecnologia delle batterie e la maturazione dei modelli di business, il settore passerà da una "corsa alla capacità" a una "corsa all'efficienza". Attualmente, sta guidando i camion pesanti a nuova energia della Cina a completare il salto critico da "di nicchia" a "mainstream".
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
I camion pesanti (HDT), come forza centrale nella logistica stradale, hanno reso la sicurezza, l'affidabilità e la convenienza dei loro sistemi di batteria un focus tecnologico chiave. Il vassoio batteria, come componente strutturale critico che sostiene, protegge e gestisce i moduli della batteria, sta ora affrontando sfide estreme senza precedenti.
Figura 1: Vassoio della batteria per camion pesanti elettrici
1-Sfide Estreme per i Vassoi Batteria dei Camion Pesanti
a. Requisiti Stringenti di Durabilità Meccanica: Vibrazione, Impatto e Vita Utile di Milioni di Chilometri
I camion pesanti sono progettati con una vita utile ≥1,5 milioni di chilometri, 10 volte più lunga di quella dei veicoli passeggeri. Il vassoio batteria deve resistere continuamente ai seguenti tre tipi di carichi meccanici estremi durante tutto il suo ciclo di vita:
·Vibrazioni casuali ad alta frequenza: Quando sono a pieno carico e viaggiano su strade non asfaltate, in costruzione o irregolari, il telaio genera vibrazioni casuali su una vasta banda di frequenza (5 Hz–2 kHz). Queste vibrazioni non solo testano il limite di fatica del telaio principale del vassoio, ma inducono anche microfratture nelle zone di concentrazione degli sforzi come saldature, fori per bulloni e flange, diventando potenziali punti di inizio guasto.
·Impatto transitorio ad alto-g: Buche profonde, frenate di emergenza o cadute possono generare accelerazioni d'impatto superiori a 50 g in millisecondi. Il vassoio deve assorbire/dissipare istantaneamente l'energia per prevenire lo spostamento delle celle, cortocircuiti o la rottura dell'involucro.
·Danno da fatica cumulativo: Una vita utile di un milione di chilometri significa centinaia di milioni di cicli di vibrazione. Sotto sforzo alternato, le leghe di alluminio sono soggette all'iniziazione e propagazione di crepe da fatica, portando infine alla frattura strutturale. Il compito principale del design è ritardare l'iniziazione delle crepe fino al ritiro del veicolo attraverso ottimizzazione topologica, rinforzo locale, integrazione di materiali ibridi e controllo del processo.
b. Sfide complesse di gestione termica e cicli termici
A causa della loro capacità ultra elevata (centinaia di kWh) e della carica/scarica ad alta potenza, i pacchi batteria per camion pesanti generano calore massiccio. Operano inoltre in ambienti che vanno dall'artico al tropicale, affrontando differenziali di temperatura estremi.
·Controllo a ampio intervallo di temperatura: Il vassoio e il sistema di gestione termica (TMS) devono mantenere con precisione le temperature delle celle nell'intervallo ottimale di 25-40°C con temperature ambientali che vanno da -40°C a +85°C, con una variazione di temperatura <5°C tra le singole celle.
·Cicli termici ad alto stress: Nei test di invecchiamento accelerato, il sistema deve sopportare migliaia di cicli di shock termico -40°C ↔ +85°C (velocità di rampa: 5-15°C/min, tempo di permanenza: 5-15 minuti). Questo processo provoca ripetute espansioni/contrazioni termiche alle interfacce dei materiali (lega di alluminio/sigillante/componenti plastici), ponendo gravi sfide all'affidabilità dei giunti saldati/adesivi nei canali di raffreddamento integrati.
2-Soluzioni materiali mainstream e tecnologie di integrazione multifunzionale
Per affrontare queste sfide, l'industria ha sviluppato una roadmap tecnologica basata su leghe di alluminio ad alta resistenza, evolvendo verso progetti multifunzionali altamente integrati.
a. Selezione del materiale core: Il dominio delle leghe di alluminio serie 6xxx
In competizione con acciaio, leghe di magnesio e compositi, le leghe di alluminio serie 6xxx (Al-Mg-Si) sono diventate il materiale mainstream per i vassoi batteria dei camion pesanti grazie alle loro eccellenti prestazioni complessive, tecniche di lavorazione mature ed elevata convenienza.
Principali gradi di lega e proprietà:
·6061-T6: Il grado più utilizzato, rinomato per la sua eccezionale resistenza, buona saldabilità e resistenza alla corrosione.
·6005A-T6 e 6063-T6: Opzioni supplementari, che offrono anche una buona estrudibilità, adatte per componenti con requisiti di resistenza leggermente inferiori.
b. Cambio di paradigma nella filosofia di progettazione: Gestione termica e monitoraggio della salute strutturale
La filosofia di progettazione dei moderni vassoi batteria per camion pesanti ha subito una trasformazione fondamentale, evolvendosi da una struttura puramente meccanica "portante" a una piattaforma altamente integrata di "regolazione termica intelligente". Questo cambiamento si manifesta principalmente in due direzioni tecnologiche chiave:
·Gestione Termica Integrata (Applicazione Matura)
Attualmente l'approccio più maturo tecnologicamente e ampiamente adottato, il suo concetto centrale prevede l'integrazione diretta della funzionalità di raffreddamento nel design strutturale del vassoio per ottenere una regolazione termica compatta ed efficiente.
·Esplorazione del Monitoraggio della Salute Strutturale (SHM) (Fase Iniziale)
Questa tecnologia emergente mira a rilevare preventivamente potenziali danni strutturali (es. crepe, deformazioni) durante il servizio a lungo termine. Tuttavia, rimane nella fase di validazione e ricerca di laboratorio, mancando di casi di implementazione commerciale su larga scala o di dati sufficienti sull'affidabilità operativa a lungo termine.
3-Analisi dei principali processi di produzione
I processi di produzione per i vassoi batteria dei camion pesanti determinano direttamente il loro costo, prestazioni ed efficienza produttiva. L'approccio principale combina estrusione di alluminio e saldatura a attrito (FSW), bilanciando ottimamente i requisiti prestazionali con modelli di produzione a piccoli-medio lotti.
a. Estrusione di Alluminio
Questo processo modella i lingotti di alluminio in componenti strutturali allungati (es. traverse, longheroni) tramite stampi. Come tecnologia fondamentale per i vassoi batteria, offre:
·Vantaggi: Bassi costi degli stampi, brevi cicli di sviluppo e adattabilità a parti grandi e non standardizzate in piccoli lotti.
·Limitazioni: Richiede taglio, lavorazione e assemblaggio con saldatura multi-step, risultando in bassa automazione, tempi di ciclo più lenti ed efficienza inferiore rispetto alla fusione a pressione integrata.
b. Saldatura a Attrito (FSW)
Tecnologia di giunzione allo stato solido, la FSW genera calore tramite un utensile rotante per ottenere saldature di alluminio ad alta resistenza, rendendola la scelta principale per giunti portanti/sigillati:
·Prestazioni: La resistenza della saldatura raggiunge l'80-90% del materiale base, senza difetti di porosità/crepe. La minima distorsione termica garantisce tenuta IP67+ ed eco-compatibilità.
·Vincolo: Limitata a geometrie di saldatura piane/a curvatura semplice.
I vassoi batteria in lega di alluminio per camion pesanti hanno superato il loro ruolo di strutture leggere ad alta resistenza per diventare piattaforme integrate multifunzionali. Tuttavia, la proliferazione di funzionalità introduce sfide come guasti da accoppiamento multi-fisico, complessità di processo e rischi di affidabilità. Le future innovazioni dipenderanno dalla co-innovazione materiale-processo-sistema, sfruttando interfacce adattive e tecnologie di digital twin per consentire l'evoluzione sicura e sostenibile di vassoi intelligenti.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
La Rivoluzione delle Grandi Celle Guidata dai Costi e le Sfide di Raffreddamento:L'industria dello stoccaggio energetico sta attraversando una profonda trasformazione guidata dalla "riduzione dei costi e aumento dell'efficienza" – la rapida ascesa della roadmap tecnologica delle celle di grande capacità. Le celle da 300Ah+ stanno diventando lo standard, mentre quelle da 500Ah e di capacità ancora superiore stanno accelerando il loro dispiegamento. Sebbene questa rivoluzione aumenti la densità energetica del sistema e riduca i costi per wattora, presenta anche sfide significative: un drastico aumento della massa individuale delle celle, un'impennata del peso complessivo dei moduli/pack (batterie), moltiplicando la pressione di carico sulle strutture di supporto inferiori; una maggiore potenza di generazione del calore e percorsi di trasferimento termico interno più lunghi impongono richieste estreme sull'efficienza e uniformità del sistema di gestione termica. In quanto nucleo della gestione termica del pack, le piastre di raffreddamento a liquido (cold plate) sono in prima linea nella pressione all'aggiornamento.
I tradizionali progetti di cold plate a "copertura a lamiera sottile" non sono più sostenibili. Sotto i vincoli di spazio limitato e rigoroso controllo dei costi, le cold plate devono trascendere la loro singola funzione di dissipazione del calore ed evolversi verso una triade funzionale di "integrazione strutturale-funzionale, efficienza termica ottimizzata e alleggerimento sistemico". Questo articolo approfondirà questa via progettuale avanzata.
1- Integrazione Strutturale-Funzionale: La "Rivoluzione Portante" delle Cold Plate
Con l'aumento significativo della massa delle celle, i carichi sopportati dal piano base dell'involucro (enclosure) e dalla cold plate aumentano drasticamente. Progettare la cold plate come componente strutturale portante è il punto di svolta chiave per risolvere i conflitti tra peso, costo e spazio.
a. Diventare lo "Scheletro" dell'Involucro: Piano Base Portante Integrato
Concetto Progettuale:La cold plate non si limita più ad aderire al piano base dell'involucro; diventa essa stessa la struttura portante primaria dell'involucro (enclosure).
Vantaggi Fondamentali: Riduce significativamente le tradizionali piastre basi e le staffe di montaggio, abbassando notevolmente il peso del sistema e i costi dei materiali, e semplificando il processo di assemblaggio.
Requisiti Tecnici: Deve dimostrare rigidità e resistenza alla flessione, compressione e impatto estremamente elevate.
b. Incorporare "l'Armatura": Ottimizzazione Topologica e Strutture di Rinforzo
Progettazione Guidata dalla Meccanica:Utilizzare simulazioni CAE per l'ottimizzazione topologica, integrando nervature di irrigidimento, ecc., nelle aree non critiche per la dissipazione termica della piastra fredda (ad es., spazi tra i canali di flusso, bordi).
Utilizzo Efficiente del Materiale:Il design ottimizzato assicura che il materiale sia distribuito lungo i percorsi critici di sollecitazione, eliminando il materiale ridondante, raggiungendo così l'alleggerimento garantendo al contempo la capacità portante.
c. Piattaforma Portante a Livello Modulo: Consolidamento dei Componenti
Le piastre fredde di grandi dimensioni e ad alta resistenza possono fungere direttamente da piastra base di montaggio e struttura portante per i moduli. Le celle o i moduli vengono fissati direttamente su di esse, eliminando la necessità di ulteriori telai di supporto, semplificando ulteriormente la struttura e migliorando l'efficienza volumetrica.
2-Miglioramento Significativo delle Prestazioni di Dissipazione Termica: L'arte di Bilanciare Efficienza ed Equazione
I punti critici principali delle grandi celle sono la difficoltà di dissipare il calore nell'area centrale e il controllo della differenza di temperatura complessiva. La progettazione delle piastre raffreddate a liquido richiede innovazioni su più dimensioni, inclusi canali di flusso, interfacce e materiali.
a. Progettazione dei Canali di Flusso: da "Tubazione Semplice" a "Vaso Sanguigno Intelligente"
Deviazione Precisa e Turbolenza Aumentata:Adotta canali di flusso dendritici (a forma d'albero) e strutture ibride a serpentina + colonne turbolatrici/alette. Ciò aumenta il flusso e la turbolenza nella zona ad alta generazione termica al centro della cella. Evita l'effetto "raffreddamento rapido ai bordi e raffreddamento lento al centro" causato da percorsi rettilinei con diametro di deriva elevato.
Sezione Variabile e Raffreddamento a Zone: Basandosi sulla generazione di calore in diverse aree della cella (es. centro > bordi), progettare canali di flusso a sezione trasversale graduata o circuiti a zone controllabili indipendentemente. Ciò consente una distribuzione precisa e su richiesta del calore, con controllo della differenza di temperatura fino a ±2°C.
Ottimizzazione Biomimetica e Topologica dei Canali: Utilizzo di tecniche CFD e di ottimizzazione topologica per generare una rete di canali a "crescita naturale" efficiente e a bassa resistenza idraulica, massimizzando l'area e l'efficienza di scambio termico e riducendo le perdite di potenza della pompa.
b. Superare la Resistenza Termica d'Interfaccia: Rendere il "Contatto" più Stretto
Materiali d'Interfaccia Termica (TIM) ad Alte Prestazioni: Ricerca e sviluppo di guarnizioni/gel/materiali a cambiamento di fase termoconduttori ad alta conducibilità (>5 W/mK), bassa resistenza termica e stabilità di lunga durata, considerando anche isolamento elettrico, ammortizzazione e lavorabilità.
Ingegnerizzazione della Superficie a Microstruttura: Lavorazione di microscanalature, array di microprotuberanze o applicazione di rivestimenti speciali sulla superficie di contatto della piastra fredda. Ciò aumenta l'area di contatto effettiva, migliora il contatto tramite forze capillari e riduce significativamente la resistenza termica d'interfaccia (riducibile del 30-50%).
c. Aggiornamento dei Materiali: Doppia Ricerca di Conducibilità Termica e Resistenza
Esplorazione di leghe di alluminio a più alta conducibilità termica (es. leghe 6000 ad alta conducibilità e specifiche leghe della serie 7000) o materiali compositi a base alluminio (AMC - Aluminium Matrix Composites). Questo avviene garantendo la resistenza strutturale, per migliorare la conducibilità termica di base.
3-Alleggerimento Globale: Una Sfida Peso dove Ogni Grammo Conta
Ogni grammo di peso ridotto significa costi inferiori ed efficienza migliorata nel trasporto e nell'installazione.
Design "Dimagrante" di Precisione:
a. Assottigliamento Guidato dalla Simulazione: Tramite calcoli CAE precisi, si raggiunge il massimo assottigliamento dello spessore della parete della piastra fredda, rispettando i requisiti di resistenza, rigidità e dissipazione termica (es. riduzione da 2.0 mm a 1.5 mm).
b. Struttura alveolare e svuotamenti: Progettare cavità vuote o eseguire svuotamenti sicuri all'interno delle nervature di irrigidimento e nelle aree non critiche.
c. Applicazione di Materiali ad Alta Resistenza: Utilizzo di leghe di alluminio a più alta resistenza (come la serie 7xxx) per ottenere una riduzione dello spessore e del peso a parità di prestazioni.
4-Processo di Produzione: La Base che Sostiene il Design Avanzato
La "strutturalizzazione" e la "complessità" delle piastre raffreddate a liquido pongono requisiti più elevati per i processi di produzione.
Aggiornamento e Integrazione dei Processi Mainstream:
Estrusione di Alluminio + Saldatura a Attrito Rotazionale (FSW - Friction Stir Welding): I vantaggi risiedono nelle grandi dimensioni e nell'elevata resistenza strutturale. Direzione avanzata: Sviluppare profilati complessi con canali di flusso e nervature integrati; Superare le sfide della tecnologia FSW per saldature ultra-lunghe e a sezione variabile, garantendo resistenza della saldatura e tenuta stagna.
Imbutitura + Brasatura: Il vantaggio risiede nella flessibilità del design dei canali e nel grande potenziale di alleggerimento. Direzione avanzata: Raggiungere l'imbutitura di precisione per canali di flusso più profondi e complessi; Migliorare la resa produttiva e l'affidabilità dei giunti nella brasatura di parti di grandi dimensioni e multi-componente; Integrare strutture rinforzate sui componenti imbutiti.
Pressofusione ad Alta Pressione (HPDC - High Pressure Die Casting): Il potenziale risiede nella produzione di piastre fredde altamente integrate e di forma estremamente complessa (con canali di flusso, posizioni per nervature e interfacce integrati in un unico pezzo). È necessario superare sfide come il costo dello stampo, la liscezza superficiale interna dei canali e il controllo della porosità.
Innovazione nei Processi Ibridi: Innovazione nella combinazione di più processi, integrando i vantaggi di diverse tecnologie produttive per soddisfare requisiti progettuali più complessi.
5-Affidabilità: La Linea Vitale del Design Integrato
Quando la piastra raffreddata a liquido diventa il nucleo strutturale, la sua affidabilità è direttamente collegata alla sicurezza dell'intero pacco batteria (PACK).
Rafforzare la Doppia Affidabilità "Struttura-Fluido":
a. Verifica Meccanica Estrema: Simulare condizioni operative critiche mediante test di vibrazione, impatto, compressione e caduta che superino significativamente gli standard normativi.
b. Garanzia della Vita a Fatica: Eseguire simulazioni e test avanzati di fatica strutturale e cicli pressori, assicurando assenza di perdite o fratture sotto carichi alternati prolungati.
c. Tenuta Ridondante: Implementare strategie di sigillatura multipla per le interfacce critiche.
d. Controllo Qualitativo Rigoroso: Introdurre sistemi di test automatizzati in-linea per garantire consistenza produttiva.
Il percorso evolutivo delle piastre di raffreddamento a liquido per accumulo energetico incarna l’essenza dell’innovazione tecnologica che guida la riduzione dei costi e l’efficienza industriale. Chi conquisterà la leadership nella progettazione dell’"integrazione strutturale-funzionale" dominerà la competizione nel mercato dell’accumulo da mille miliardi di dollari. Questa silenziosa "rivoluzione del piano base" sta ridefinendo radicalmente il futuro dei sistemi energetici.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
L'essenza del raffreddamento IGBT è il problema dell'efficienza del trasferimento di calore sotto resistori termici multistrato in serie, tra i quali la resistenza termica dell'interfaccia rappresenta oltre il 60% ed è il principale oggetto di ottimizzazione.
Figura 1: Diagramma della resistenza termica dell'IGBT
1-La radice del problema: dove si nasconde la resistenza termica?
La resistenza termica del modulo IGBT è una complessa struttura multistrato che coinvolge più strati di materiale e percorsi di conduzione del calore. La resistenza termica del modulo IGBT è composta principalmente dalla resistenza termica (Rth) del modulo IGBT, che a sua volta è composta dalla resistenza termica giunzione-involucro (Rth-Rjc) e dalla resistenza termica involucro-ambiente (Rth-Rca) in serie:
a. Resistenza termica giunzione-involucro (Rth-Rjc):
· La scheda ceramica rivestita in rame è il principale collo di bottiglia: rappresenta oltre il 75% di Rth-Rjc, poiché il suo strato ceramico (come Al₂O₃) ha una bassa conduttività termica (15-35 W/m·K) e il suo spessore non può essere ignorato. · Altri livelli rappresentano il restante 25% della resistenza termica del chip (conduttività termica del silicio ≈ 150 W/m·K), della resistenza termica dello strato di saldatura (i vuoti causano resistenza termica di interfaccia) e della resistenza termica del substrato di rame (elevata conduttività termica ma ridotto effetto spessore). b. Resistenza termica guscio-ambiente (Rth-Rca):
· La resistenza termica di contatto dell'interfaccia è dominante: la resistenza termica della pasta termoconduttiva/superficie di contatto tra il substrato e il dissipatore di calore rappresenta il 40-60% della resistenza termica totale e rappresenta oltre il 60% nel tradizionale design di dissipazione del calore monolaterale.
· Influenza della struttura di dissipazione del calore: ad esempio, in un dissipatore di calore raffreddato ad aria, la resistenza termica di contatto (Rjc), la resistenza termica di conduttività termica (Rch) e la resistenza termica di scambio termico (Rha) rappresentano rispettivamente il 65,9%, il 5,9% e il 28,2% (struttura ad alette convenzionale).
2- Percorso per superare la resistenza termica: ottimizzazione coordinata di materiali e strutture
a. Assottigliamento del chip: riduzione della resistenza termica interna
· Evoluzione tecnologica: assottigliamento da 200 μm per wafer PT a 70 μm per IGBT7, con una riduzione della resistenza termica del 60%. Il processo di assottigliamento (rettifica/CMP/incisione al plasma) può ridurre le sollecitazioni e migliorare l'efficienza di diffusione termica.
· Meccanismo fisico: lo spessore si riduce da 350 μm a 110 μm e la capacità termica per unità di area (Cth) si riduce da 786,5 J/℃·m² a 247,2 J/℃·m², accelerando la dissipazione del calore transitorio. Dopo l'assottigliamento, la resistenza si riduce, il contatto ohmico si migliora e il rischio di guasti causato da sollecitazioni interne si riduce.
b. Innovazione dell'interfaccia: la sinterizzazione dell'argento sostituisce il grasso siliconico termoconduttivo
L'aggiornamento del materiale dell'interfaccia è fondamentale per ridurre la resistenza termica del contatto:
Tabella 1: Confronto della conduttività termica tra sinterizzazione d'argento e grasso siliconico termoconduttivo
c. Aggiornamento del substrato: ceramiche ad alta conducibilità termica e diamante
I materiali del substrato stanno subendo un'evoluzione fondamentale, passando da Al₂O₃ ad AlN e infine al diamante. L'obiettivo principale è migliorare significativamente la conducibilità termica per soddisfare le esigenze di dissipazione del calore dei dispositivi elettronici ad alta densità di potenza.
· Innovazione del substrato AlN
La conducibilità termica può raggiungere valori da 5 a 10 volte superiori a quelli dell'Al₂O₃. Il coefficiente di dilatazione termica (circa 4,5 ppm/K) è più vicino a quello del silicio (circa 2,6 ppm/K), il che riduce efficacemente lo stress da disadattamento termico tra i chip di silicio.
· Prospettive dei substrati di diamante: la conducibilità termica supera i 2000 W/(m·K) (80 volte superiore a quella dell'Al₂O₃), il coefficiente di dilatazione termica è di 1,1 ppm/K, il che si adatta perfettamente ai chip di silicio. La conduttività termica dei materiali compositi diamante/alluminio raggiunge 613 W/(m·K) (2,6 volte quella dell'alluminio puro) e l'ottimizzazione dell'interfaccia migliora la resistenza del legame.
Tabella 2: Confronto delle principali proprietà dei materiali del substrato
3- Sfide nel superare la resistenza termica
a. Collo di bottiglia della resistenza meccanica dovuto all'assottigliamento del chip
Ridurre lo spessore da 200 μm a 70 μm (IGBT7) può ridurre la resistenza termica del 60%, ma un ulteriore assottigliamento a 20 μm comporta il rischio di frattura. I chip ultrasottili (<50 μm) sono soggetti a microfratture a causa della mancata corrispondenza del coefficiente di dilatazione termica (CTE).
b. Sfida del substrato ad alta conduttività termica
Tabella 3: Sfide del substrato ad alta conduttività termica
c. Affidabilità dell'interfaccia: sfida di accoppiamento multifisico
· Rischio di disallineamento del CTE di sinterizzazione dell'argento: lo strato di sinterizzazione dell'argento (CTE = 18,4 ppm/K) differisce di 4 volte rispetto al chip SiC (CTE = 4,5 ppm/K) e i cicli termici sono soggetti a delaminazione.
· Controllo della pressione di contatto dell'interfaccia: una pressione compresa tra 0,1 e 0,5 MPa può ridurre la resistenza termica del 40%, ma una pressione >1 MPa comprimerà lo strato di argento.
Con l'ingresso della densità di potenza degli IGBT nell'era dei 10 kW/cm², la progettazione della dissipazione del calore è passata dall'essere una "ingegneria ausiliaria" a un "punto di svolta per il collo di bottiglia del sistema". La rivoluzione del substrato da Al₂O₃ al diamante, la transizione dell'interfaccia dal grasso siliconico alla sinterizzazione del rame e la riduzione delle dimensioni dei chip da 200 μm a 50 μm rappresentano essenzialmente una battaglia contro il secondo principio della termodinamica. La progettazione della dissipazione del calore si sta avvicinando al limite fisico e la sinergia triangolare tra materiali, struttura e processo diventerà la chiave per la svolta.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
La sostituzione del rame con l'alluminio è diventata una tendenza irreversibile nel campo dei dissipatore di calore skiving. I principali fattori trainanti sono il costo, la leggerezza e la sicurezza delle risorse, e il divario prestazionale viene colmato attraverso l'innovazione di processo (tecnologia skiving, progettazione a microcanali). Nelle applicazioni tipiche, le soluzioni in alluminio sono state ampiamente utilizzate in scenari ad alta efficienza come data center e veicoli a energia rinnovabile. Tuttavia, la sostituzione del rame con l'alluminio non è una semplice sostituzione di materiale, ma un progetto sistematico che richiede un'ottimizzazione completa dalla selezione del materiale, alla progettazione strutturale, al processo di produzione e agli scenari applicativi per raggiungere il miglior equilibrio tra costi e prestazioni. Questo articolo esplorerà in dettaglio le principali innovazioni tecnologiche e le soluzioni applicative in questa pratica di sostituzione.
1-Alluminio vs. Rame: Proprietà dei Materiali e Sfide della Sostituzione
Per valutare scientificamente la fattibilità della sostituzione del rame con l'alluminio, dobbiamo prima comprendere le differenze nelle proprietà fisiche fondamentali dei due metalli nelle applicazioni di dissipazione del calore:
Tabella 1: Confronto completo delle proprietà dei materiali di dissipazione del calore in alluminio e rame
Le prestazioni del dissipatore di calore dipendono non solo dalla conduttività termica del materiale, ma anche dalle caratteristiche di capacità termica e dall'utilizzo dell'area superficiale. La differenza nelle proprietà fisiche tra alluminio e rame determina il limite di fattibilità della sostituzione:
a. La relazione dialettica tra conduttività termica e capacità termica
·Vantaggio istantaneo del rame: elevata conduttività termica (385 W/m·K), diffusione iniziale del calore più rapida;
·Svolta a regime stazionario dell'alluminio: elevata capacità termica specifica (900 J/kg·K, 2,3 volte superiore a quella del rame), aumento del 133% della capacità di accumulo di calore per unità di massa, bassa densità (2,7 g/cm³, 30% di rame), aumento del 40% dell'area di dissipazione del calore a parità di volume e equilibrio a lungo termine ottenuto grazie a una maggiore area superficiale durante la fase di dissipazione continua del calore.
b. Aggiunta di adattamento termico
Il coefficiente di dilatazione termica dell'alluminio (23,1×10⁻⁶/K) è prossimo a quello del substrato del PCB (13-18×10⁻⁶/K), riducendo il rischio di guasti dovuti a stress termico.
Inoltre, questa tendenza è guidata da un cambiamento di prospettiva nelle prestazioni, che prevede una riduzione della conduttività termica locale in cambio di alleggerimento a livello di sistema, ottimizzazione dei costi e maggiore sostenibilità.
2-Innovazioni chiave nel processo di produzione
a. Innovazione nel sistema dei materiali: ottimizzazione della composizione della lega e controllo della durezza
· Punti critici tradizionali: i materiali in alluminio tradizionali (come l'alluminio puro 1060) hanno una bassa durezza (24-38 HB) e sono facili da smussare, ma le lavorazioni successive tendono ad attaccarsi all'utensile; la lega di alluminio 6063 ha un'elevata durezza (34-42 HB), che favorisce le lavorazioni successive, ma l'altezza di smussatura è limitata (≤50 mm). · Punto di svolta: Grazie all'ottimizzazione della composizione della lega (Si 0,25%, Mg 0,41%) e all'innovazione dei processi di fusione e colata (omogeneizzazione a 556°C + estrusione a 430°C/tempra a 490°C), la durezza dei materiali in alluminio viene controllata in più fasi: mantenimento di una bassa durezza di 32-39HB prima della fresatura (per garantire la lavorazione di alette alte 70 mm) e rafforzamento a 55-64HB dopo la fresatura (per risolvere il problema dell'aderenza all'utensile durante la lavorazione).
· Controllo delle impurità e bilanciamento della conduttività termica: Grazie al controllo dell'elevata purezza di Fe≤0,11% e Cu≤0,02% (base in alluminio 99,70%), viene mantenuta un'elevata conduttività termica, migliorando al contempo l'efficienza di lavorazione, in modo che i radiatori in alluminio ad alette alte offrano sia prestazioni di lavorazione che resistenza in servizio.
b. Differenza essenziale tra durezza del materiale e risposta al taglio: il vantaggio principale dell'alluminio nell'ottenere alette ultrasottili risiede nelle sue caratteristiche di incrudimento e nei requisiti di forza di taglio.
Analisi tecnica:
·Le proprietà di morbidezza del rame portano al processo di alettatura a spigoli vivi: l'estrusione dell'utensile causa facilmente l'accumulo di materiale alla radice dell'aletta (formando un "effetto arricciatura").
·L'area del film sottile presenta una deformazione plastica significativa (elevato tasso di instabilità quando lo spessore è <0,1 mm); il grado di incrudimento è debole e la struttura non può essere rinforzata dalla deformazione.
·Nella spellatura della lega di alluminio: l'incrudimento migliora significativamente la rigidità dell'aletta (la resistenza della lega 6063 aumenta dopo l'incrudimento a freddo); la bassa forza di taglio consente l'utilizzo di utensili a lama sottile più precisi; il recupero elastico ridotto (circa 1/3 del rame) garantisce la precisione geometrica dell'aletta.
c. Svolta nei limiti strutturali e nell'ottimizzazione dei costi
La progettazione di alette ultrasottili mira essenzialmente a massimizzare il rapporto superficie/volume, e le proprietà fisiche dell'alluminio sono più adatte a questo obiettivo:
Tabella 2: Confronto dei parametri dei dissipatore di calore skiving in alluminio e rame
I profili in alluminio a sezione trasversale semplice (piastra/scanalatura) vengono utilizzati per sostituire stampi complessi, riducendo i costi di stampaggio del 60%. La produzione in piccoli lotti utilizza direttamente alette a piastra (senza stampo) per adattarsi alle esigenze personalizzate.
3-Essenza della tendenza: l'ottimizzazione del sistema sostituisce l'egoismo dei materiali
Il valore fondamentale del dissipatore di calore skiving in alluminio risiede nell'ottimizzazione completa a livello di sistema, piuttosto che nella sostituzione di una singola prestazione di conduttività termica:
·Leva tecnica: raggiungere una svolta sinergica nella dissipazione del calore leggera ed efficiente grazie alla struttura ad alette multiple, al processo di alette sottili e allo stampaggio monoblocco;
·Vantaggio dell'integrazione della leggerezza: in settori emergenti come le nuove energie/5G, la leggerezza e il costo sono diventati indicatori più critici della conduttività termica assoluta, e i vantaggi derivati sono stati migliorati.
·Economia del ciclo completo: il costo iniziale è pari solo al 45% della soluzione in rame e la riduzione del consumo energetico della ventola derivante dall'alleggerimento può consentire un rapido recupero dell'investimento. · Fondamenti di produzione sostenibile: le caratteristiche del settore, ovvero una capacità produttiva sufficiente di alluminio e un tasso di recupero >95%, garantiscono la stabilità della catena di fornitura.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
L'aumento della densità di potenza e il gioco dei limiti termici stanno guidando le quattro rivoluzioni nella tecnologia di raffreddamento degli inverter fotovoltaico. Dal raffreddamento ad aria alettato del ponte H centralizzato all'utilizzo di heat pipe nella topologia NPC a tre livelli per domare la fonte di calore; dai multilivelli modulari per costruire una linea di difesa di ridondanza termica con materiali a cambiamento di fase, ai soft switch SiC che utilizzano il raffreddamento a liquido a microcanali per superare l'elevato muro di densità del flusso termico: ogni iterazione topologica sta riscrivendo il paradigma del raffreddamento. L'essenza di questa evoluzione è la sfida definitiva dell'elettronica di potenza alla seconda legge della termodinamica, sotto i vincoli triangolari di efficienza, densità di potenza e affidabilità, e definirà le barriere competitive della prossima generazione di sistemi di accumulo fotovoltaico a fusione.
1-Evoluzione del sistema di inverter fotovoltaico
L'evoluzione del sistema di inverter fotovoltaico segue la transizione in quattro fasi: adattamento della dissipazione del calore → gestione termica → sinergia termica → sistema di riduzione dell'entropia, passando dalla centralizzazione di tipo cabinet all'integrazione intelligente a livello di chip. La densità di potenza continua a crescere, l'efficienza e la penetrazione del mercato aumentano contemporaneamente.
a. La forma fisica dell'inverter fotovoltaico ha subito una transizione a tre livelli:
I primi inverter centralizzati erano di grandi dimensioni (>1 m³/MW) e pesavano più di una tonnellata; la successiva soluzione a stringa ha scomposto l'unità di potenza in moduli da 20-100 kW e il volume è stato ridotto a 0,3 m³/MW; l'attuale design modulare è stato ulteriormente migliorato con sottounità da 10 kW, la densità di potenza ha superato i 50 kW/L e il peso è sceso a <15 kg/kW.
b. L'adattabilità ambientale passa dalla protezione passiva all'adattamento attivo:
· Livello di protezione: IP54 → IP66/C5-M anticorrosione (scenari costieri/in nebbia salina)
· Intervallo di temperatura: -25~+60℃ → -40~+85℃ (scenari di freddo estremo/deserto)
· Risposta intelligente: l'algoritmo di controllo dinamico della temperatura regola la potenza di dissipazione del calore in tempo reale per adattarsi ad ambienti polverosi/ad elevata umidità
· La richiesta di dissipazione del calore cambia qualitativamente con l'aumento della densità di potenza:
Il raffreddamento ad aria forzata iniziale gestisce una densità di flusso termico <100W/cm²; la tecnologia heat pipe nell'era a tre livelli risolve il problema dell'uniformità di temperatura tra più sorgenti di calore; l'alta frequenza del SiC promuove la diffusione del raffreddamento a liquido; il raffreddamento a cambiamento di fase a microcanali sta diventando una soluzione standard per >300W/cm² e la quota del sistema di dissipazione del calore è stata ridotta dal 30% al 12% dell'intera macchina.
2- Evoluzione della topologia e della gestione termica del sistema di inverter fotovoltaico
La logica alla base dell'evoluzione della topologia del sistema di inverter fotovoltaico è guidata da "efficienza-densità di potenza-costo":
· Cambiamenti nel meccanismo di perdita: da perdita di conduzione dominata (ponte H) → perdita di commutazione del nucleo (NPC) → perdita di componenti magnetici/condensatori ad alta frequenza (MMC) → la perdita di compatibilità elettromagnetica con soft switching del SiC rappresenta oltre il 60%, spostando l'attenzione sulla dissipazione del calore da "temperatura media" a "gestione della densità di flusso termico ultra elevata";
· Transizione della densità di potenza: il limite fisico degli IGBT al silicio (20 kHz/3 kW/L) è stato superato dai dispositivi SiC (100 kHz/50 kW/L), costringendo la soluzione di dissipazione del calore a passare da raffreddamento ad aria → heat pipe → raffreddamento a liquido → raffreddamento a cambiamento di fase a microcanali; · Bilancio dinamico dei costi: la quota di costo del sistema di dissipazione del calore diminuisce gradualmente passando dal ponte H al SiC, ma il costo unitario di dissipazione del calore aumenta. È necessario ricostruire il confine termico attraverso una progettazione collaborativa di topologia, packaging e dissipazione del calore per ottenere una riduzione del LCOE.
Tabella 1: Evoluzione delle topologie degli inverter fotovoltaico e della gestione termica
Di fronte alle sfide ingegneristiche derivanti dal continuo aumento della densità di potenza e dai continui progressi nella densità di flusso termico degli inverter fotovoltaici, la soluzione di dissipazione del calore deve essere sistematicamente aggiornata:
· Evoluzione dal raffreddamento ad aria al raffreddamento a liquido: per far fronte alle elevate caratteristiche di densità di flusso termico dei nuovi chip, ridurre significativamente la temperatura del core;
· Combinazione di heat pipe e tecnologia a cambiamento di fase: eliminare efficacemente lo shock termico dei sistemi modulari e prolungare la durata dei componenti chiave;
· Progettazione collaborativa e controllo dei costi: ottimizzare la proporzione del sistema di dissipazione del calore attraverso una profonda integrazione della gestione elettrica e termica.
In qualità di partner per la gestione termica, Walmate si concentra sulla tecnologia di raffreddamento diretto al chip e sull'ottimizzazione della resistenza termica a livello di sistema per fornire soluzioni di dissipazione del calore praticabili per i sistemi di accumulo fotovoltaico.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Questo articolo cerca di delineare il percorso di innovazione della tecnologia di dissipazione del calore dei sistemi HVDC nel contesto dell'esplosione della potenza di calcolo dell'intelligenza artificiale, concentrandosi su due direzioni principali: la sinergia del raffreddamento a liquido e l'aggiornamento dei materiali. Il contenuto è ricavato da informazioni pubbliche del settore. Eventuali omissioni sono da correggersi.
1- L'ascesa dell'HVDC e l'inevitabilità di un aumento della domanda di raffreddamento
La crescita esponenziale della potenza di calcolo dell'IA ha aumentato significativamente la densità di potenza dei data center (un singolo cabinet supera i 100 kW), alimentando la domanda di sistemi di alimentazione ad alta efficienza. Gli UPS tradizionali si trovano ad affrontare sfide in termini di efficienza e spazio occupato, mentre i sistemi HVDC stanno rapidamente diventando la soluzione di alimentazione principale per i data center IA grazie alla loro elevata efficienza, basse perdite, dimensioni ridotte ed elevata affidabilità. Questo alimenta direttamente la rapida crescita del mercato HVDC e l'aumento della penetrazione nei data center IA. Allo stesso tempo, la domanda di IA spinge anche la tecnologia HVDC a svilupparsi verso livelli di tensione più elevati (come i sistemi a 750 V e 1000 V) per migliorare ulteriormente l'efficienza e la capacità di trasporto di potenza.
a. Esplosione della potenza di calcolo dell'IA e requisiti di efficienza energetica
Per soddisfare elevati standard di efficienza energetica (come un PUE del data center ≤1,5/≤1,3), la tecnologia di raffreddamento HVDC deve raggiungere:
· Un design di raffreddamento efficiente, utilizzando la tecnologia di raffreddamento a liquido per far fronte all'elevata densità di potenza; Controllo preciso dei parametri di raffreddamento.
· Ottimizzazione dei fluidi di trasferimento del calore, utilizzo preferenziale di acqua deionizzata e selezione di fluidi stabili che impediscono la separazione di fase (come il PCD) in scenari speciali.
· Le prestazioni del radiatore sono migliorate e vengono utilizzati materiali ad alta conduttività termica; lo speciale design del canale di flusso migliora l'efficienza dello scambio termico.
· Controllo e monitoraggio dinamico della temperatura, monitoraggio in tempo reale delle temperature dei punti chiave; dotato di apparecchiature diagnostiche per la previsione dei guasti.
· Progettazione ridondante e affidabile, come: configurazione ridondante N+1 del sistema di raffreddamento, rete di tubazioni dell'acqua refrigerata a doppio circuito per prevenire guasti a singolo punto.
· Capacità di dissipazione del calore di emergenza, supporto alla dissipazione del calore in condizioni di lavoro estreme.
· Adattabilità ambientale, garanzia di un funzionamento stabile a una temperatura ambiente di 15-35 °C e ventilazione a prova di umidità.
b. Approfondimento dell'applicazione dei semiconduttori di terza generazione (SiC/GaN)
L'aumento della potenza di calcolo dell'intelligenza artificiale ha promosso l'architettura in corrente continua ad alta tensione da 800 V, trasformandola in una nuova tendenza nei data center:
·Il SiC/GaN sta gradualmente sostituendo i tradizionali dispositivi basati su silicio grazie alla sua elevata densità di potenza, alla commutazione ad alta frequenza e alle basse perdite.
·Migliora significativamente l'efficienza del sistema.
·Riduce i costi dei materiali e aumenta l'affidabilità.
c. Vantaggi dell'alimentazione HVDC rispetto all'alimentazione CA in termini di efficienza energetica e impatto sulla dissipazione del calore
I requisiti dell'architettura HVDC per i sistemi di dissipazione del calore si riflettono principalmente nell'elevata densità di potenza, nei metodi di raffreddamento efficienti, nella progettazione ridondante, nell'adattabilità ambientale, nell'ottimizzazione dell'efficienza energetica e nel rapido ripristino dei guasti. Questi requisiti determinano congiuntamente la complessità e le sfide dei sistemi HVDC in termini di progettazione e funzionamento.
Tabella 1: ripartizione delle cause principali delle differenze nelle perdite di conversione dell'energia HVDC rispetto a AC
2- Nucleo di innovazione: sinergia tra raffreddamento a liquido e soluzioni di upgrade dei materiali
a. Sistema di raffreddamento a liquido: transizione generazionale dall'edge al mainstream
Il tasso di penetrazione del raffreddamento a liquido è aumentato rapidamente, la potenza di calcolo dell'intelligenza artificiale porta il consumo energetico della GPU a 1000 W, costringendo il raffreddamento ad aria a trasformarsi, e gli scenari edge devono adattarsi all'intervallo di temperatura estremo di -30 °C~60 °C.
Tabella 2: Transizione generazionale dei percorsi tecnologici
b. Aggiornamento dei materiali: una svolta fondamentale per affrontare le sfide termiche estreme
L'aggiornamento dei materiali promuove innovazioni nelle prestazioni di dissipazione del calore: ottimizza la gestione termica dei tiristori attraverso materiali di interfaccia ad alta conduttività termica, combina substrati ceramici in nitruro di alluminio (conduttività termica ≥ 180 W/mK) per migliorare la capacità di dissipazione del calore dei dispositivi SiC/GaN e utilizza una struttura di raffreddamento a liquido composita per supportare un'elevata densità di potenza. A livello di sistema, l'architettura di raffreddamento a liquido ridondante N+1, la strategia di controllo intelligente della temperatura e la progettazione della pipeline con tensione di tenuta di 800 V vengono utilizzate per ottenere una dissipazione del calore collaborativa sicura ed efficiente.
3-Sfide e opportunità tecniche nella filiera del raffreddamento
a. Sfide principali: colli di bottiglia di standardizzazione e compatibilità
La mancanza di uniformità nell'interfaccia della piastra fredda a livello di chip e la differenza nella tensione di tenuta della tubazione a livello di cabinet (500 V~800 V) portano a una scarsa compatibilità e aumentano i costi di trasformazione; i percorsi della piastra fredda e della tecnologia a immersione sono separati e la mancanza di standard di isolamento del refrigerante aggrava la frammentazione del settore; vi sono pericoli nascosti nel collegamento tra funzionamento e manutenzione, come un meccanismo di rilevamento delle perdite insufficiente e standard vaghi per l'attenuazione delle prestazioni del refrigerante. La causa principale risiede nella divisione ecologica delle tre parti, ovvero fornitori di chip/fornitori di server/fornitori di soluzioni di raffreddamento a liquido, che crea un dilemma di "isolazione" con responsabilità poco chiare.
b. Opportunità di collaborazione: collaborazione tecnica e collaborazione industriale
Il livello chip promuove la standardizzazione delle interfacce della piastra fredda e il livello sistema collega il carico HVDC e la portata del raffreddamento tramite algoritmi di controllo della temperatura basati su intelligenza artificiale; Il livello industriale si affida all'ODCC per stabilire standard di interfaccia e refrigerante e riduce il ciclo di implementazione con macchine complete modulari; innova la tecnologia di rigenerazione del refrigerante e i modelli di leasing delle apparecchiature per ridurre i costi e copre i rischi di perdite attraverso meccanismi assicurativi per realizzare una collaborazione tridimensionale tra tecnologia, industria e finanza.
Attualmente, la tecnologia di raffreddamento HVDC deve ancora affrontare sfide come la standardizzazione e la compatibilità, ma la collaborazione industriale ha mostrato segni di svolta. Questo articolo è solo una riflessione temporanea e non vediamo l'ora di discutere le direzioni di ottimizzazione con i colleghi del settore.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Per la produzione di dissipatori di calore, la selezione dei materiali e la precisione delle alette di skiving sono la chiave del successo. Di fronte ai severi requisiti delle alette ultrasottili e ad alta densità, la sfida principale è: come bilanciare conduttività termica, costi e lavorabilità del materiale? Come superare i limiti delle attrezzature, ottenere una precisione stabile a livello micron e garantire la costanza della forma dei denti e l'efficienza di dissipazione del calore? Questo determina direttamente le prestazioni del prodotto, la competitività dei costi e la resa della produzione di massa.
1-Problemi e sfide principali del processo
a. Essenza del processo: la raschiatura a strati (sgrossatura → lavorazione di finitura) forma alette ad alta densità.
La raschiatura a strati rimuove rapidamente l'eccesso durante la sgrossatura e garantisce la precisione della forma delle alette durante la lavorazione di finitura, ma si scontra con tre principali contraddizioni:
· Controllo della deformazione termica: l'elevato calore di taglio generato dalla sgrossatura causa l'espansione locale delle alette a parete sottile. La deformazione deve essere compensata durante la lavorazione di finitura, altrimenti si verificheranno errori di ellitticità (come la spaziatura irregolare delle alette di dissipazione del calore).
Equilibrio delle tensioni: l'accumulo di tensioni residue nella lavorazione a strati causa la deformazione dei denti, in particolare dell'alluminio (elevata conduttività termica ma basso limite di snervamento), che richiede di ridurre la forza di taglio attraverso la strategia di "profondità di taglio ridotta e avanzamento rapido".
Trasferimento di precisione: il materiale residuo frastagliato rimasto dalla sgrossatura aumenta il carico sull'utensile per la lavorazione di finitura, il che può facilmente causare vibrazioni e portare a tolleranze nello spessore delle alette.
b. Due principali punti critici
· Selezione del materiale del dissipatore di calore: la selezione del materiale del dissipatore di calore deve bilanciare conduttività termica, lavorabilità e costo. Attraverso il confronto delle prestazioni e la scelta del materiale, combinati con la modifica dei materiali e il controllo dei costi, è possibile ottenere un'ottimizzazione sinergica.
Tabella 1: Confronto quantitativo delle proprietà dei materiali e logica di selezione
· Precisione dell'attrezzatura: l'ottimizzazione della precisione dell'attrezzatura migliora la precisione della lavorazione e la durata degli utensili sopprimendo la deformazione termica del taglio, l'usura e gli errori degli utensili, utilizzando utensili innovativi e la compensazione degli errori di accoppiamento termo-meccanico.
Tabella 2: Catena causale dei difetti di precisione
2-Selezione del materiale: la chiave per prestazioni e costi
a. Domina la domanda di conduttività termica
· Scenario con flusso termico elevato (>100 W/cm²): si preferisce il rame (conduttività termica 380 W/m·K), la cui capacità di trasporto del calore è superiore del 30% rispetto a quella dell'alluminio.
Controllo del rischio: decapaggio per rimuovere lo strato di ossido (10% HNO₃) + film di olio di benzotriazolo per prevenire l'ossidazione secondaria, riducendo l'usura degli utensili del 40%.
Scenario con flusso termico medio e basso (<80 W/cm²): si preferisce l'alluminio puro (conduttività termica 210 W/m·K), che soddisfa la maggior parte delle esigenze dell'elettronica di consumo e costa solo il 30% del rame.
b. Ottimizzazione dei vincoli di costo
· Progetti sensibili ai costi, assottigliamento del materiale (ad esempio, substrato di alluminio da 4 mm a 2 mm); riciclaggio dei rifiuti (tasso di recupero dei chip di rame >95%); progettazione di compositi locali (il rame viene utilizzato solo nell'area di contatto con la fonte di calore). · Soluzione alternativa: alluminio puro + progettazione di heat pipe, conduttività termica equivalente 200-220 W/m·K.
c. Compromesso sulla difficoltà di lavorazione
· Per requisiti elevati di alette (>70 mm), scegliere alluminio puro, il limite di altezza delle alette è 120 mm e la resistenza alla flessione è maggiore rispetto al rame; pretrattamento, pre-ricottura dell'alluminio (riduzione delle tensioni residue) per ridurre le fluttuazioni di durezza.
· Per una forma ad alette ad alta precisione (spessore alette <0,5 mm), scegliere alluminio serie 6, l'AL6063 viene indurito dopo la lavorazione dolce e lo spessore delle alette può essere controllato a 0,25 mm; Taboo, evitare la lavorazione diretta di materiali in rame duro (denti facili a collassare), è richiesto un pretrattamento a bassa temperatura.
3- Ottimizzazione della precisione delle attrezzature: il fulcro del miglioramento del tasso di rendimento
La precisione delle attrezzature è il fulcro del processo di skiving per ottenere alette ad alta densità e controllare deformazione e usura.
Tabella 3: Meccanismo di impatto delle fonti di errore delle apparecchiature sulla resa
Idee per ottimizzare la precisione delle attrezzature di skiving:
· Miglioramento della precisione del nucleo: sostituzione del CNC, sostituendo la trasmissione meccanica con un sistema CNC per eliminare gli errori di indicizzazione; soppressione della deformazione termica, utilizzando la tecnologia di taglio ad aria fredda e combinando la tecnologia di compensazione per controllare attivamente la deformazione termica durante la lavorazione; rinforzo dell'utensile, applicando un rivestimento in CBN e ottimizzando la struttura geometrica per migliorare la capacità antischeggiatura dell'utensile.
· Risultati principali: la precisione di lavorazione dell'attrezzatura raggiunge ±0,003 mm (a livello micrometrico); supporta con successo la progettazione di alette estreme con uno spessore di 0,3 mm e un'altezza delle alette di 120 mm; la resa produttiva ha registrato un significativo aumento dal 65% al 95%.
In sintesi, la precisione nella combinazione dei materiali e l'estrema precisione dello skiving sono le barriere principali nella produzione di radiatori. Materiali ottimizzati garantiscono le prestazioni fondamentali, mentre attrezzature di precisione a livello micrometrico (trasmissione CNC, soppressione della deformazione termica e utensili durevoli) sono l'unico modo per ottenere un'elevata resa e supportare la progettazione di alette con forme estreme. Solo ottimizzando costantemente questi due core e implementando in modo proattivo tecnologie avanzate di controllo di precisione potremo consolidare la posizione di leader di mercato nella lavorazione dei radiatori.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
La crescente potenza di calcolo dei server di intelligenza artificiale (IA) sta incontrando "vincoli termici": la densità di potenza dei chip supera i 1000 W/cm² (come NVIDIA H100), la densità di potenza dei cabinet passa da 2,4 kW a 120 kW e la soluzione di raffreddamento ad aria tradizionale raggiunge il limite fisico di 8-10 kW. La logica alla base di questa "crisi di dissipazione del calore" è il risultato del dilemma dell'effetto quantistico dell'architettura dei chip (il tasso di dispersione scende al di sotto dei 3 nm), dello squilibrio del consumo energetico nella gestione dei dati (che rappresenta oltre il 90% del consumo energetico del sistema) e della domanda esponenziale per l'addestramento di modelli di grandi dimensioni (GPT-4 consuma 32,4 TWh di elettricità per un singolo addestramento). A fronte di forti vincoli politici (PUE in Cina ≤ 1,25) e della pressione dell'efficienza energetica, la tecnologia di raffreddamento a liquido è passata da esperimenti marginali a uso comune, diventando la chiave per sbloccare la potenza di calcolo dell'IA.
1- La logica alla base dei requisiti di raffreddamento dei server AI
a. Architettura dei chip e rivoluzione del consumo energetico
La densità di potenza di calcolo (potenza di elaborazione per unità di area o per unità di consumo energetico) e il consumo energetico dei chip AI sono gli indicatori principali per misurarne le prestazioni. Di seguito è riportata un'analisi di tre casi tipici di chip:
Con il continuo aumento della potenza di calcolo, le prestazioni dei chip non possono essere pienamente sfruttate a causa dei vincoli fisici legati alla dissipazione del calore e all'efficienza energetica. Questo fenomeno del "muro di consumo energetico" deriva da:
· Ritardo nella dissipazione del calore: il tasso di crescita della densità di potenza del chip (>1000 W/cm²) supera di gran lunga la velocità di iterazione della tecnologia di dissipazione del calore e le soluzioni tradizionali raggiungono limiti fisici.
· Struttura sbilanciata del consumo energetico. A livello fisico, l'effetto tunnel quantistico al di sotto dei 3 nm indebolisce il miglioramento dell'efficienza energetica e lo stacking 3D causa un netto calo dell'efficienza di dissipazione del calore del 30%-50%; a livello architetturale, il consumo energetico per la gestione dei dati rappresenta oltre il 90% e il tasso di crescita della potenza di calcolo (750 volte/2 anni) e la larghezza di banda della memoria (1,4 volte/2 anni) sono gravemente sbilanciati. a livello applicativo, l'esplosione dei parametri del modello di grandi dimensioni (ad esempio l'addestramento GPT-4 consuma 32,4 TWh) e il carico dinamico (il consumo di energia istantaneo supera il TDP del 200%) aumentano la pressione di dissipazione del calore.
Figura 1: L'integrazione di storage e computing
b. Transizione della densità di potenza dei cabinet
La densità di potenza dei cabinet sta attraversando una rivoluzione, passando dall'informatica generale all'ultra-densità basata sull'intelligenza artificiale, e il paradigma è stato ricostruito da "adattamento della sala apparecchiature" a "sala di definizione delle apparecchiature". La richiesta di potenza di calcolo dell'intelligenza artificiale ha costretto l'infrastruttura a un aggiornamento a passi da gigante. · Transizione esponenziale: la densità media globale è aumentata da 2,4 kW/cabinet a 9,5 kW/cabinet (CAGR≈12%) dal 2011 al 2024, e il centro di calcolo intelligente AI ha spinto la densità a superare i 120 kW/cabinet (come NVIDIA GB200 NVL72), e potrebbe raggiungere il livello MW nel 2030.
· Core drive: l'aumento del consumo energetico dei chip AI (scheda singola H100 700 W → scheda singola GB200 1200 W) e la richiesta di training di modelli di grandi dimensioni (il training singolo GPT-4 consuma 32,4 TWh di energia) creano un "effetto a doppia elica", costringendo la densità dei cabinet a corrispondere all'aumento della potenza di calcolo. · Innovazione tecnologica: il limite di raffreddamento ad aria (8-10 kW) viene sostituito dal raffreddamento a liquido, con raffreddamento a piastra fredda (20-50 kW) e a immersione (50-120 kW) a supporto dell'alta densità; sistema di alimentazione aggiornato a corrente continua ad alta tensione (HVDC), efficienza > 98%; tasso di utilizzo dello spazio aumentato del 40% (condotto dell'aria rimosso), il raffreddamento a liquido riduce il PUE a 1,08.
c. Politiche e orientamento all'efficienza energetica
· Progetto cinese "East Data West Computing": requisiti obbligatori per i nodi hub orientali con PUE ≤ 1,25, occidentali ≤ 1,2, che impongono la diffusione della tecnologia di raffreddamento a liquido. Prendendo ad esempio l'hub della Mongolia Interna, l'utilizzo del raffreddamento a liquido a immersione può ridurre il PUE a 1,08, con un risparmio di oltre 20 milioni di kWh di elettricità all'anno. · Normative globali sulle emissioni di carbonio: la direttiva CSRD dell'UE impone ai data center di divulgare l'impronta di carbonio dell'intero ciclo di vita, e il "Climate Enterprise Data Accountability Act" della California include le emissioni di Scope 3 nella divulgazione obbligatoria. La tecnologia di raffreddamento a liquido è diventata fondamentale per la conformità grazie alla riduzione delle emissioni indirette (come le perdite di refrigerante).
Leva del vantaggio economico: il raffreddamento a liquido consente di risparmiare dal 30% al 50% di energia di raffreddamento rispetto al raffreddamento ad aria. Considerando la differenza tra i prezzi dell'elettricità nelle ore di punta e di valle, il periodo di ammortamento dell'investimento può essere ridotto a 3-5 anni.
2- Evoluzione della tecnologia di dissipazione del calore e differenziazione dei percorsi tecnici
a. Tecnologia di raffreddamento a liquido: dall'edge al mainstream
La transizione del raffreddamento a liquido da "esperimento edge" a "base di dissipazione del calore" rappresenta un riequilibrio tra densità di potenza di calcolo ed efficienza energetica, e una ricostruzione della catena del valore dei data center.
· Processo di evoluzione, fase di marginalizzazione (anni '60-2010), utilizzato solo per l'industria militare/supercomputing (come Cray-2), limitato dalla corrosività dei materiali e dai costi elevati; periodo di svolta (anni 2010-2020), densità termica della GPU superiore a 500 W/cm² (NVIDIA P100) e politiche (PUE Cina ≤1,25) hanno favorito l'uso commerciale, e il costo della trasformazione della cold plate è stato ridotto a 1,2 volte rispetto al raffreddamento ad aria; mainstream (quasi 2-3 anni), la densità di potenza dei cabinet AI ha superato i 120 kW (come NVIDIA NVL72), il TCO del raffreddamento a liquido è risultato inferiore del 12,2% rispetto al raffreddamento ad aria e il periodo di ammortamento è stato ridotto a 3-5 anni.
· Logica evolutiva, logica tecnica, dal "raffreddamento ad aria per adattarsi ai chip" alla "dissipazione del calore definita dal chip", il raffreddamento a liquido diventa la leva fondamentale per liberare potenza di calcolo; logica industriale, che crea un ciclo positivo di "standard basati sulle politiche → gli standard riducono i costi → i costi guidano la diffusione"; logica ecologica, che ricostruisce la catena del valore del data center, trasformando il sistema di raffreddamento da "centro di costo" a "risorsa per l'efficienza energetica".
· Differenziazione dei percorsi tecnici: la differenziazione della tecnologia di raffreddamento a liquido deriva dal confronto tra efficienza di dissipazione del calore e costi di trasformazione. Il sistema cold plate privilegia la compatibilità, bilancia costi e rischi attraverso la trasformazione locale e si adatta a scenari di media densità; Il tipo a immersione persegue il limite fisico di dissipazione del calore, supera il limite di densità termica attraverso la ricostruzione del sistema, ma si scontra con sfide legate a materiali, funzionamento e manutenzione; il tipo a spruzzo esplora il controllo preciso della temperatura a livello di chip, aprendo la strada a scenari delicati come l'elaborazione ottica. L'essenza della differenziazione della tecnologia di raffreddamento a liquido è il risultato del compromesso impossibile del triangolo "efficienza di dissipazione del calore-costo di trasformazione-complessità di funzionamento e manutenzione". Il tipo a piastra fredda vince in equilibrio, il tipo a immersione persegue il limite fisico e il tipo a spruzzo mira al controllo preciso della temperatura. Insieme, i tre promuovono il raffreddamento a liquido da "opzione tecnica" a "base di potenza di calcolo".
b. La tecnologia di raffreddamento a livello di chip presenta innovazioni multidimensionali
La tecnologia di raffreddamento a livello di chip sta attraversando una triade di innovazioni in "materiali-struttura-controllo". Nel breve termine, è dominata dalla microfluidica 3D e dal raffreddamento a liquido a piastra fredda (che supporta un TDP a livello di kilowatt), e nel lungo termine, si affida al raffreddamento quantistico e alla sinergia fototermica per superare i limiti fisici. Il suo sviluppo determina direttamente l'efficienza del rilascio di potenza di calcolo dell'IA e l'evoluzione dell'efficienza energetica dei data center.
· Materiali: diamante/grafene si avvicinano al limite di conduttività termica fisica e i materiali a cambiamento di fase risolvono gli shock termici transitori.
· Struttura, microfluidica e cold plate passano dal "fissaggio esterno" al "chip embedding", con percorsi di dissipazione del calore più brevi e maggiore efficienza.
· Controllo: i chip a raffreddamento attivo allo stato solido superano i limiti di volume e la regolazione dinamica dell'IA realizza una "sinergia tra calore e calcolo".
· Tendenza fondamentale: l'integrazione dei tre promuove l'evoluzione della dissipazione del calore da "conduzione passiva del calore" a "controllo attivo della temperatura a livello di chip", supportando i requisiti TDP a livello di kilowatt dei singoli chip.
L'evoluzione della tecnologia di dissipazione del calore è passata da "innovazione a punto singolo" a "ricostruzione del sistema": il raffreddamento a liquido cold plate guida la trasformazione degli stock esistenti con compatibilità, l'immersione supera il limite fisico di dissipazione del calore e la tecnologia di spruzzatura a livello di chip esplora il controllo preciso della temperatura. I tre elementi insieme costituiscono un sistema di dissipazione del calore a strati. Con la commercializzazione della dissipazione del calore quantistica e della tecnologia di sinergia fototermica, in futuro supporteranno una potenza di calcolo ultra-densa di livello MW in un singolo cabinet. Questo processo non rappresenta solo una rivoluzione nel paradigma di dissipazione del calore, ma trasforma anche i data center da "consumatori di energia" ad "asset a basso consumo energetico": si stima che il raffreddamento a liquido completo possa aiutare i data center globali a ridurre le emissioni di carbonio di 450 milioni di tonnellate entro il 2030. La dissipazione del calore si sta trasformando da un centro di costo a un pilastro fondamentale dell'economia energetica basata sull'intelligenza artificiale.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Quando si vede un dissipatore di calore preciso come i denti di un pettine in un dispositivo elettronico, si potrebbe pensare che le sue prestazioni ottimali siano state determinate molto prima che la lama toccasse il metallo. Perché i grandi produttori sono disposti a spendere molti soldi per il pretrattamento del materiale? Perché questo passaggio può migliorare direttamente il dissipatore di calore: tagliare l'alluminio fa risparmiare il 20% di fatica, i dissipatori di calore in rame possono essere utilizzati per altri 3 anni e persino dissipatori alti 12 cm possono essere tagliati in un unico passaggio. Questo articolo illustra come "massaggiare e sciogliere le ossa" del metallo con metodi scientifici, in modo che il metallo duro possa essere docilmente trasformato in un dissipatore di calore perfetto.
1-Perché il pretrattamento è il "motore invisibile" del dissipatore di calore "smussato"?
a. Sfide di produzione dei dissipatori di calore ad alta precisione
· Concentrazione di stress residuo: lo stress residuo derivante dal processo di laminazione o fusione delle materie prime viene rilasciato durante lo smussamento, causando la deformazione del substrato.
· Rammollimento del materiale: alluminio, rame e altri materiali si rammolliscono localmente a causa dell'aumento di temperatura (alluminio 40-60 °C, rame 80-120 °C) durante il processo di taglio, causando il collasso del dente o l'aumento delle bave.
· Ossidazione superficiale: il rame si ossida facilmente nell'aria formando uno strato di CuO (elevata durezza e elevata fragilità), che aggrava l'usura dell'utensile e ne riduce la durata.
b. Pretrattamento: il passaggio chiave dalle "materie prime metalliche" alle "sezioni di denti di precisione"
· L'ottimizzazione delle prestazioni dei materiali, tramite ricottura di ricristallizzazione rispettivamente di alluminio e rame, elimina le tensioni residue generate durante il processo di laminazione e consente di migliorare significativamente l'uniformità della durezza del materiale.
· Controllo dello stato superficiale, mediante pulizia chimica per rimuovere lo strato di ossido dalla superficie del materiale, ad esempio il rame può essere decapato con il 10% di HNO₃ e la rugosità superficiale può essere ridotta a 0,4 μm dopo il trattamento, riducendo efficacemente l'adesione dell'utensile; oppure trattamento di passivazione dell'alluminio, come l'anodizzazione dell'alluminio per formare un film di Al₂O₂ spesso 5-10 μm per prevenire l'ossidazione secondaria durante la lavorazione.
c. In che modo la tecnologia di pretrattamento migliora l'efficienza di lavorazione?
· Riduce il ciclo di lavorazione: la resistenza al taglio del materiale viene ridotta dopo il pretrattamento, consentendo una maggiore velocità di avanzamento.
· Riduzione del tasso di rilavorazione: il pre-rilascio delle sollecitazioni migliora notevolmente il tasso di planarità del substrato, eliminando il processo di correzione secondaria.
2- Il fondamento della tecnologia di pretrattamento: l'integrazione tra scienza e tecnologia dei materiali
Il fulcro della tecnologia di pretrattamento è la personalizzazione della logica di processo in base alle proprietà dei materiali, per risolvere le contraddizioni intrinseche dei materiali ad alta conduttività termica, come alluminio e rame, nella smussatura degli ingranaggi.
a. Le proprietà dei materiali determinano la logica di pretrattamento
·Pretrattamento di materiali in alluminio: la ricottura a 300–350 °C x 2 ore può eliminare lo stress da laminazione e migliorare l'uniformità della durezza del 40%; il trattamento superficiale può essere scelto tra anodizzazione per generare un film di Al₂O₃ di 5–10 μm o passivazione chimica (cromatazione) per inibire l'ossidazione durante la lavorazione.
·Pretrattamento di materiali in rame: la ricottura a 500–600 °C x 1 ora può ammorbidire il materiale, ridurre la durezza da 80 HB a 45 HB e ridurre la forza di taglio del 30%; il decapaggio utilizza una soluzione di HNO₃ al 10% per rimuovere lo strato di ossido. Quando lo spessore di CuO supera 1 μm, il tasso di usura dell'utensile aumenta del 50%.
b. Contraddizione fondamentale: il paradosso della lavorazione di materiali ad alta conducibilità termica
·Punto di contraddizione: l'elevata conducibilità termica (ad esempio 380 W/m·K per il rame) è il vantaggio principale del dissipatore di calore. L'elevata conducibilità termica fa sì che il calore di taglio venga trasferito rapidamente all'utensile, accelerandone l'usura (la durata dell'utensile nella lavorazione del rame è solo 1/3 di quella dell'alluminio).
Schema di pretrattamento, equilibrio tra conducibilità termica e lavorabilità, come il pretrattamento a bassa temperatura dei materiali in rame per ridurre l'aumento della temperatura di taglio o la progettazione di materiali a gradiente; gestione dello strato di ossido, come il mantenimento del denso film di Al₂O₃ dei materiali in alluminio per ridurre l'attrito; rivestimento dei materiali in rame con un film di olio di benzotriazolo dopo il decapaggio per bloccare l'ossidazione secondaria.
3-Metodi di pretrattamento del nucleo
a. Pretrattamento meccanico: "aprire la strada" alla lavorazione
Pulizia superficiale (sabbiatura/lucidatura), rimozione di strati di ossido, macchie d'olio e bave, miglioramento della rugosità superficiale (valore Ra), miglioramento dell'adesione del rivestimento o successivo effetto decapante.
b. Pretrattamento chimico: attivazione dell'attività superficiale del materiale
Attraverso la pulizia fisica (decontaminazione), la modifica chimica (formazione di un film di conversione) e il miglioramento delle prestazioni superficiali, la superficie del materiale viene trasformata da uno stato inerte a uno stato altamente attivo. Il fulcro risiede nel bilanciamento della rugosità superficiale, della densità dei gruppi funzionali chimici e della resistenza alla corrosione, fornendo così un substrato ideale per i processi successivi.
c. Trattamento termico: rimodellamento della microstruttura del materiale
Controllando con precisione i processi di riscaldamento, isolamento e raffreddamento del materiale, la microstruttura viene riorganizzata e ottimizzata. Il fulcro risiede nell'utilizzo di meccanismi di attivazione termica per guidare la diffusione atomica, il cambiamento di fase e la riorganizzazione dei difetti, conferendo così al materiale nuove caratteristiche prestazionali.
d. Controllo della composizione: gestione completa del processo, dalla fusione allo stampaggio
Il controllo della composizione è la tecnologia fondamentale nella produzione dei materiali. Attraverso la selezione delle materie prime, il controllo preciso della fusione e l'ottimizzazione dei parametri di stampaggio, uniti al rilevamento digitale, si ottiene un controllo preciso delle fluttuazioni e un miglioramento delle prestazioni.
4-Alluminio vs. Rame: Strategie di pretrattamento differenziate
A causa delle significative differenze nelle proprietà fisiche e chimiche dell'alluminio e del rame, le strategie di pretrattamento devono essere progettate specificamente per risolvere i rispettivi punti critici di lavorazione.
5-In che modo il pretrattamento diventa un "amplificatore" di efficienza?
a. Collaborazione con la lavorazione di skiving
· Riduzione dell'usura degli utensili: dopo il pretrattamento, l'ossido duro residuo sulla superficie si riduce, la durata dell'utensile di skiving si prolunga e il tasso di scheggiatura dei pezzi di alette ad alta densità si riduce.
Miglioramento della precisione di lavorazione: il pretrattamento di sabbiatura elimina le sollecitazioni interne del materiale, riduce l'errore di altezza del dente da ±0,5 mm a ±0,1 mm e soddisfa i requisiti di un elevato numero di denti (altezza del dente/spessore del substrato ≥10).
b. Collaborazione con il trattamento superficiale
· Miglioramento dell'adesione del rivestimento: dopo il pretrattamento di passivazione, il tasso di superamento del test di adesione del rivestimento può essere significativamente migliorato.
Riduzione della resistenza termica di contatto: il pretrattamento forma una struttura microporosa uniforme, che riduce la resistenza termica dell'interfaccia di saldatura tra radiatore e heat pipe del 15%-20%.
c. Collaborazione con la lavorazione CNC superficiale
· Riduzione dei difetti di lavorazione secondaria: Dopo la pulizia chimica per la rimozione delle macchie d'olio, il tasso di bave nella fresatura CNC dell'alluminio si riduce del 60% e i difetti di maschiatura e scorrimento si riducono del 50%.
d. Effetto del pretrattamento sull'efficienza produttiva
· Maggiore rendimento: Ottimizzando i processi di pretrattamento chimico e meccanico, il rendimento del dissipatore di calore skived e della lavorazione CNC è stato significativamente migliorato, garantendo la qualità del prodotto.
· Ciclo di lavorazione ridotto: Dopo il pretrattamento, la lavorazione dell'alluminio non richiede una sbavatura separata e il tempo di lavorazione di un singolo pezzo si riduce notevolmente. La velocità di lavorazione della linea di sabbiatura automatizzata aumenta e l'efficienza produttiva migliora significativamente.
· Riduzione del consumo energetico e dei costi: Il pretrattamento meccanico viene utilizzato al posto del decapaggio chimico, riducendo il consumo energetico di lavorazione. Dopo il pretrattamento, la durezza del materiale si riduce, le perdite dallo stampo si riducono e i costi di produzione si riducono in modo efficace.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Il processo di applicazione dei materiali principali dell'involucro della batteria ESS è essenzialmente un processo di bilanciamento tra requisiti di leggerezza, efficienza della gestione termica e costi del ciclo completo. Dall'acciaio alla lega di alluminio ai materiali compositi, ogni iterazione è accompagnata da innovazione di processo (come la tecnologia di saldatura e il design modulare) e integrazione funzionale (raffreddamento a liquido + protezione antincendio + sigillatura).
1- Logica di leggerezza
a. Selezione dei materiali e logica di sostituzione
· Fase iniziale (prima del 2020): dominano acciaio e piastre in acciaio zincato
Caratteristiche del materiale: l'acciaio (densità 7,8 g/cm³) è diventato il materiale più diffuso grazie al suo basso costo e alla tecnologia matura, ma è pesante e facilmente corrodibile. Le piastre in acciaio zincato (anti-sabbia e antiusura Classe 4) sono ancora soggette al rischio di ruggine dopo un utilizzo prolungato e presentano elevati costi di manutenzione.
Limitazioni applicative: il peso dell'involucro rappresenta oltre il 40%, la densità energetica del sistema è bassa e la saldatura personalizzata comporta un lungo ciclo di installazione, difficile da soddisfare la domanda di accumulo di energia distribuito.
· Periodo di svolta (2020-2024): applicazione diversificata di leghe di alluminio e acciaio inossidabile
Divulgazione della lega di alluminio: la densità (2,7 g/cm³) è inferiore del 65% rispetto a quella dell'acciaio e il coefficiente di conduttività termica di 237 W/mK è adatto alla tecnologia di raffreddamento a liquido. Il design integrato integra il canale di raffreddamento a liquido e la piastra inferiore tramite saldatura ad attrito, riducendo i connettori e migliorando la tenuta; la tipica soluzione a doppio strato (piastra esterna in acciaio zincato antivento e antisabbia + controllo interno della temperatura in lega di alluminio-magnesio) consente di ottenere un aumento del 12% dell'efficienza del sistema.
Ottimizzazione dell'acciaio inossidabile: l'acciaio inossidabile 316L è resistente alla corrosione da ioni cloruro per oltre 2000 ore e, combinato con guarnizioni in silicone, costituisce una soluzione ideale per scenari ad alta umidità.
· Fase matura (dal 2024 a oggi): Materiali compositi e integrazione funzionale
Materiali compositi SMC: il rinforzo in fibra di vetro (densità 1,67 g/cm³) pesa solo il 21% dell'acciaio e lo stampaggio a compressione consente di realizzare una struttura dalla forma speciale; la struttura composita "sandwich" (SMC+aerogel) ha una resistenza al fuoco di 2 ore e una riduzione di peso simultanea del 30%. Esplorazione della fibra di carbonio: resistenza alla trazione 300-1200 MPa, densità 1,5-2,0 g/cm³, limitata dal costo (5-8 volte superiore a quello dell'acciaio), viene utilizzata principalmente per rinforzi locali in scenari di fascia alta.
Il fulcro dell'alleggerimento dei materiali risiede nell'ottimizzazione del rapporto densità-resistenza. Si veda il confronto delle prestazioni dei materiali nella tabella sottostante. Sostituendo materiali ad alta densità (come l'acciaio) con leghe di alluminio o materiali compositi, è possibile ridurre significativamente il peso garantendo al contempo la resistenza (ad esempio, compensando la perdita di resistenza attraverso l'ottimizzazione topologica), migliorando così la densità energetica e l'efficienza del trasporto.
b. Tecnologia di ottimizzazione strutturale
L'ottimizzazione strutturale ricostruisce la struttura meccanica della scatola attraverso metodi di progettazione innovativi, ottimizzando materiali e processi, mantenendo al contempo le prestazioni di carico. La tecnologia di saldatura su misura in lega di alluminio utilizza una tecnologia di saldatura avanzata per ottenere un significativo assottigliamento dello spessore delle pareti, combinata con la progettazione integrata del canale di flusso e del telaio per ridurre i nodi di collegamento ridondanti e ridurre il rischio di guasti alla tenuta. La tecnologia di brasatura e stampaggio utilizza la tecnologia di formatura degli stampi per creare una struttura integrata curva a parete sottile, riducendo notevolmente l'uso di elementi di fissaggio tradizionali e integrando la tecnologia di trattamento superficiale per migliorare la resistenza alla corrosione, riducendo efficacemente i costi di esercizio e manutenzione dell'intero ciclo di vita. Le due tecnologie migliorano sinergicamente l'efficienza produttiva e l'affidabilità strutturale riducendo i collegamenti di lavorazione e la ridondanza dei materiali, riducendo significativamente i costi di accumulo energetico unitario e garantendo al contempo la stabilità operativa a lungo termine dell'apparecchiatura in condizioni di lavoro complesse.
c. Innovazione del processo produttivo
Ottimizzazione del design strutturale e miglioramento dell'efficienza:
Integrazione integrata: il canale di raffreddamento a liquido è integrato con la piastra inferiore dell'involucro, riducendo del 30% il numero di connettori e migliorando sia l'efficienza di tenuta che quella di dissipazione del calore.
Design modulare: l'interfaccia standardizzata è compatibile con diversi materiali, l'efficienza di installazione è aumentata del 50% ed è adatta per un'implementazione rapida in molteplici scenari.
La tecnologia avanzata riduce i costi e migliora l'efficienza:
Automazione ad alta precisione: taglio laser + saldatura robotizzata, tasso di utilizzo dei materiali aumentato del 15% e ciclo di produzione ridotto del 40%.
Simulazione digitale: il CAE ottimizza i parametri di processo, il numero di prove stampo è ridotto del 50% e il tasso di rendimento supera il 98%.
2-Elementi fondamentali del controllo dei costi del ciclo di vita
a. Modello di composizione dei costi
Il costo del ciclo di vita (LCOS) include:
· Costo di investimento iniziale (C_mv): approvvigionamento delle apparecchiature (che rappresenta oltre il 50%) e costruzione.
· Costi operativi (C_ps): ricarica dell'elettricità, gestione della manodopera, perdite di energia (ad esempio, il costo di ricarica aumenta del 33% quando l'efficienza di conversione è del 75%).
· Costi di esercizio e manutenzione (C_om): manutenzione delle apparecchiature, riparazione guasti, sostituzione dei pezzi di ricambio (che rappresentano il 20-30% del costo del ciclo di vita)
Espressione della formula: CEss=α⋅EBESS+β⋅PBESS+Cps+ComCEss=α⋅EBESS+β⋅PBESS+Cps+Com
Tra questi, l'alleggerimento influisce direttamente sull'investimento iniziale riducendo E (fabbisogno energetico) e P (fabbisogno energetico).
Figura 1. Costo del ciclo di vita di una centrale elettrica ad accumulo di energia
b. L'impatto della leggerezza sui costi
3-Key strategies for balancing lightweight and performance
a. Balance between strength and weight
Local reinforcement: Use steel to reinforce stress concentration areas (such as bolted joints), and use lightweight materials in other areas.
Bionic structure design: For example, leaf vein-shaped liquid cooling pipes, which can reduce weight and improve heat dissipation efficiency.
b. Optimization of heat dissipation performance
Material thermal conductivity matching: Aluminum alloy (237 W/mK) is better than steel (50 W/mK), which is suitable for liquid cooling systems.
Thermal management integration: Integrate the cooling plate and the box to reduce the weight of additional heat dissipation components.
c. Protection performance guarantee
Multi-layer sealing: Double protection of colloid sealing + mechanical compression is adopted to meet IP67 standards.
Fireproof design: The "sandwich" cabin structure (high temperature resistant layer + fireproof layer) achieves a 2-hour fire resistance limit.
The underlying logic of lightweight and cost control of ESS Battery Enclosure is to reduce the full-cycle resource consumption while ensuring performance through the three-dimensional synergy of material substitution-structure optimization-process innovation. Its essence is a comprehensive game of improving energy density, optimizing operation and maintenance efficiency, and recycling materials, and it is necessary to find the best balance between technical feasibility and economic efficiency.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
L'evoluzione della sicurezza nel settore dell'accumulo di energia è un cambiamento sistematico guidato dalla sinergia tra iterazione tecnologica e standard di sicurezza. Dalla ricostruzione dei percorsi di dissipazione del calore, alla protezione coordinata di materiali e strutture, fino alla gestione termica integrata, questo processo riflette la logica di base del settore per la protezione da runaway termico: dalla difesa passiva alla soppressione attiva, e da un'unica dimensione a un aggiornamento multilivello dell'accoppiamento.
1- Il "triangolo impossibile" della tecnologia di accumulo di energia e le strategie per risolvere le contraddizioni fondamentali
a. Le contraddizioni del "triangolo impossibile" della tecnologia di accumulo di energia si manifestano principalmente nei controlli e bilanciamenti reciproci di molteplici dimensioni:
Lo sviluppo della tecnologia di accumulo di energia si trova di fronte a un complesso equilibrio tra densità energetica, sicurezza e costi. Sebbene i materiali ad alta attività possano migliorare la densità energetica, aumentano anche significativamente il rischio di runaway termico; sebbene la progettazione della sicurezza a livello di sistema (come la tecnologia di controllo della temperatura con raffreddamento a liquido) possa ridurre i rischi, è spesso accompagnata da una perdita di densità energetica. Inoltre, l'introduzione di sistemi di protezione attiva e tecnologie di sicurezza intrinseca può migliorare la sicurezza, ma aumenta significativamente il costo dei componenti non legati alle batterie. Queste contraddizioni rivelano i molteplici vincoli che devono essere risolti nell'evoluzione della tecnologia di accumulo di energia.
b. Strategie per risolvere le contraddizioni fondamentali:
Innovazione dei materiali: l'applicazione di nuovi materiali elettrolitici ritarda significativamente il tempo di propagazione del runaway termico, tenendo conto dell'elevata densità energetica; le batterie agli ioni di sodio mantengono una densità energetica ragionevole riducendo al contempo i costi grazie all'ottimizzazione dei materiali degli elettrodi negativi; L'introduzione di materiali nanocompositi aumenta notevolmente la capacità teorica.
Ottimizzazione del sistema: la tecnologia avanzata di raffreddamento a liquido migliora significativamente l'efficienza di dissipazione del calore attraverso un controllo preciso della temperatura, riducendo al contempo i costi di esercizio e manutenzione; le reti di batterie dinamiche e riconfigurabili migliorano la disponibilità del sistema grazie a una rapida regolazione della topologia.
Controllo intelligente: il sistema di allerta precoce basato sull'intelligenza artificiale ha notevolmente migliorato l'accuratezza della previsione del rischio attraverso la fusione di dati multidimensionali; il progresso nella tecnologia di conversione dell'energia ha migliorato significativamente l'efficienza del sistema. L'innovazione delle politiche e dei modelli di business ha accelerato l'implementazione della tecnologia. Ad esempio, il modello di accumulo di energia condiviso ha ridotto la pressione degli investimenti in un singolo punto e l'utilizzo a cascata ha ulteriormente ottimizzato i costi dell'intero ciclo di vita.
2- Regole di evoluzione
a. Innovazione di fusione di percorsi tecnici
Allarme precoce intelligente basato su dati multi-fonte: la nuova generazione di sistemi di monitoraggio integra dati multidimensionali provenienti da sensori, come gas, pressione e segnali acustici, e combina modelli di guasto dinamici con l'analisi dei dati storici per ridurre significativamente il tasso di falsi allarmi e anticipare i tempi di allerta.
Gestione termica e progettazione del collegamento antincendio: la tecnologia di raffreddamento a liquido, combinata con un algoritmo di regolazione dinamica della temperatura per ottenere un controllo preciso della temperatura, il sistema antincendio e la gestione della batteria sono profondamente integrati per formare una strategia di collegamento multilivello, che sopprime efficacemente la diffusione della fuga termica.
Ottimizzazione coordinata di materiali e strutture: il rivestimento isolante resistente alle alte temperature sostituisce i tradizionali materiali ignifughi, prolungando significativamente il tempo di blocco della diffusione del calore; rinforzi anticollisione e canali direzionali di scarico della pressione sono stati introdotti nella progettazione strutturale per migliorare la capacità di resistere all'impatto meccanico.
b. Graduale approfondimento dei livelli di protezione
Protezione progressiva dalle celle della batteria ai sistemi: il monitoraggio precoce del rischio è ottenuto tramite sensori integrati a livello delle celle della batteria; Rilevatori compositi e materiali a cambiamento di fase vengono utilizzati a livello di modulo per sopprimere l'accumulo di calore locale; una piattaforma di monitoraggio collaborativo viene sviluppata a livello di sistema per ottenere una protezione completa del ciclo di vita.
Dalla risposta passiva alla difesa attiva: il nuovo standard promuove lo sviluppo di tecnologie di difesa attiva. Ad esempio, il sistema di gestione intelligente della batteria interrompe il percorso di rischio all'inizio della carica tramite l'analisi dinamica dell'impedenza, mentre la tecnologia anticondensa attiva elimina i rischi ambientali.
Protezione collaborativa multidimensionale: la progettazione collaborativa termo-elettrica-meccanica rafforza la sicurezza complessiva del sistema; la protezione antincendio e il monitoraggio collaborativo di funzionamento e manutenzione coprono l'intera catena di produzione e trasporto per ridurre il rischio di falsi allarmi.
3-Processo evolutivo
a. Iterazione della tecnologia di dissipazione del calore
La tecnologia di raffreddamento a liquido è diventata di uso comune: i sistemi di raffreddamento a liquido riducono significativamente la differenza di temperatura tra i gruppi di batterie grazie a un'efficiente uniformità della temperatura, prolungano la durata e migliorano la sicurezza; la tecnologia di raffreddamento a liquido a immersione supera ulteriormente il limite di dissipazione del calore e supporta scenari di carica e scarica ad alta velocità.
L'ottimizzazione strutturale migliora l'efficienza di dissipazione del calore: il design parallelo multicanale realizza un flusso uniforme del refrigerante e l'integrazione delle funzioni di isolamento termico e raffreddamento blocca il percorso di diffusione del calore.
b. Innovazione strutturale e dei materiali
Sistema di materiali ad alta sicurezza: diaframmi resistenti alle alte temperature e rivestimenti ceramici ritardano significativamente la reazione a catena della fuga termica; i materiali compositi leggeri migliorano la resistenza strutturale e le prestazioni di protezione riducendo al contempo il peso.
Innovazione delle celle e dei moduli della batteria: il nuovo design delle celle della batteria riduce la circolazione e prolunga la durata ottimizzando la struttura interna, mentre la tecnologia di integrazione dei moduli migliora l'utilizzo dello spazio e l'efficienza di dissipazione del calore.
c. Integrazione della gestione termica
Progettazione integrata a livello di sistema: la soluzione integrata integra profondamente la gestione della batteria, la protezione antincendio e la gestione termica, supporta un'implementazione flessibile e si adatta ad ambienti estremi.
Intelligenza e controllo collaborativo: i modelli di intelligenza artificiale prevedono lo stato della batteria in tempo reale e ottimizzano la distribuzione dell'energia, mentre i sistemi antincendio e la gestione termica sono collegati per garantire una risposta rapida.
Gestione dell'intero ciclo di vita: la gestione a ciclo chiuso dalla progettazione alla dismissione, combinata con il monitoraggio digitale e la valutazione dello stato di salute basata su cloud, migliora significativamente l'affidabilità del sistema.
3-Processo evolutivo
a. Iterazione della tecnologia di dissipazione del calore
La tecnologia di raffreddamento a liquido è diventata di uso comune: i sistemi di raffreddamento a liquido riducono significativamente la differenza di temperatura tra i gruppi di batterie grazie a un'efficiente uniformità della temperatura, prolungano la durata e migliorano la sicurezza; la tecnologia di raffreddamento a liquido a immersione supera ulteriormente il limite di dissipazione del calore e supporta scenari di carica e scarica ad alta velocità.
L'ottimizzazione strutturale migliora l'efficienza di dissipazione del calore: il design parallelo multicanale realizza un flusso uniforme del refrigerante e l'integrazione delle funzioni di isolamento termico e raffreddamento blocca il percorso di diffusione del calore.
b. Innovazione strutturale e dei materiali
Sistema di materiali ad alta sicurezza: diaframmi resistenti alle alte temperature e rivestimenti ceramici ritardano significativamente la reazione a catena della fuga termica; i materiali compositi leggeri migliorano la resistenza strutturale e le prestazioni di protezione riducendo al contempo il peso.
Innovazione delle celle e dei moduli della batteria: il nuovo design delle celle della batteria riduce la circolazione e prolunga la durata ottimizzando la struttura interna, mentre la tecnologia di integrazione dei moduli migliora l'utilizzo dello spazio e l'efficienza di dissipazione del calore.
c. Integrazione della gestione termica
Progettazione integrata a livello di sistema: la soluzione integrata integra profondamente la gestione della batteria, la protezione antincendio e la gestione termica, supporta un'implementazione flessibile e si adatta ad ambienti estremi.
Intelligenza e controllo collaborativo: i modelli di intelligenza artificiale prevedono lo stato della batteria in tempo reale e ottimizzano la distribuzione dell'energia, mentre i sistemi antincendio e la gestione termica sono collegati per garantire una risposta rapida.
Gestione dell'intero ciclo di vita: la gestione a ciclo chiuso dalla progettazione alla dismissione, combinata con il monitoraggio digitale e la valutazione dello stato di salute basata su cloud, migliora significativamente l'affidabilità del sistema.
L'innovazione in termini di sicurezza della tecnologia di accumulo di energia non è solo il risultato di un'iterazione tecnologica, ma anche della ricostruzione della logica sottostante del sistema energetico. Grazie alla profonda integrazione di materiali, strutture e intelligenza, il settore sta superando i molteplici vincoli di densità energetica, sicurezza e costi, costruendo una rete di protezione tridimensionale che va dalle microcelle ai macrosistemi. La sinergia tra la tecnologia di raffreddamento a liquido e l'allerta precoce dinamica, la complementarietà di materiali resistenti alle alte temperature e un design leggero, e la logica a circuito chiuso della gestione dell'intero ciclo di vita delineano congiuntamente la visione futura di sistemi di accumulo di energia ad alta sicurezza ed efficienza. Grazie alle innovazioni in tecnologie all'avanguardia come i materiali quantistici e le batterie allo stato solido, il settore dell'accumulo di energia accelererà verso una nuova era di sicurezza intrinseca e di applicazioni su larga scala, iniettando energia duratura nella trasformazione intelligente e a basse emissioni di carbonio del sistema energetico globale.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Con l'evoluzione dei sistemi di accumulo di energia verso grandi capacità e un'elevata densità energetica, la progettazione di alloggiamenti per batterie ESS (Electronic Storage Enclosure) e la compatibilità dimensionale sono diventate questioni fondamentali per migliorare l'efficienza e l'affidabilità del sistema. Questo articolo combina i più recenti casi di progettazione ingegneristica, tecnologie brevettate e tendenze del settore per analizzare tre dimensioni: utilizzo dello spazio, compatibilità modulare e progettazione della disposizione e del supporto delle celle.
1- Ottimizzazione dell'utilizzo dello spazio
Il miglioramento dell'utilizzo dello spazio nell'integrazione dei sistemi di accumulo di energia è essenzialmente un processo bidirezionale di iterazione tecnologica e requisiti di scenario. Attraverso l'innovazione collaborativa di tecnologie come le celle per batterie ad alta capacità, l'architettura modulare e l'integrazione del raffreddamento a liquido, il settore sta passando dallo "stacking esteso" al "riutilizzo estremo dello spazio".
a. Applicazione di celle per batterie ad alta capacità: aumento della densità energetica e dell'efficienza
Riepilogo delle idee: L'applicazione di celle per batterie ad alta capacità mira essenzialmente a ridurre il livello strutturale interno del pacco batteria e a migliorare direttamente l'utilizzo dello spazio tra cella e pacco batteria. I pacchi batteria tradizionali adottano una modalità di integrazione a tre livelli: "cella batteria → modulo → pacco batteria", e la struttura del modulo (trave trasversale, trave longitudinale, bulloni, ecc.) riduce l'utilizzo dello spazio. Le celle di batterie ad alta capacità possono saltare direttamente il livello del modulo allungando o aumentando il volume della singola cella e utilizzare la tecnologia CTP (Cell to Pack) per integrare direttamente la cella della batteria nel pacco batteria.
Tecnica di base: utilizzare celle di batterie ultra-large da 600 Ah+ per ridurre il numero di celle e punti di connessione e aumentare la capacità della singola cella.
b. Riutilizzo spaziale e ottimizzazione dei costi: dall'"impilamento dei componenti" al "riutilizzo multidimensionale"
Riepilogo delle idee: Il riutilizzo spaziale e l'ottimizzazione dei costi sono due facce della stessa medaglia e la loro logica di fondo è quella di superare i limiti fisici e di costo dei sistemi di accumulo di energia tradizionali attraverso la semplificazione strutturale, l'integrazione funzionale, l'iterazione dei materiali e la progettazione standardizzata.
Il fulcro del riutilizzo spaziale è la riduzione dei collegamenti intermedi attraverso l'estrema semplificazione del livello strutturale. Ad esempio: il design due in uno della scatola ad alta tensione: la tecnologia brevettata di Jiangsu Trina Energy Storage combina due scatole ad alta tensione in una, condividendo il relè positivo/negativo totale e la connessione elettrica, riducendo l'occupazione dello spazio orizzontale del 30% e il costo dei componenti elettrici del 15%. Riutilizzo interdominio di moduli funzionali, integrazione di componenti strutturali e canali di dissipazione del calore, come l'integrazione della piastra di raffreddamento a liquido con la piastra inferiore del box e la condivisione dello spazio tra il tubo di raffreddamento a liquido e il supporto strutturale, riducendo del 15% i componenti indipendenti di dissipazione del calore; il corpo della batteria come parte strutturale: la batteria a lama di BYD fornisce un supporto robusto grazie alle pareti laterali lunghe e sottili della cella, eliminando il telaio del modulo e aumentando il tasso di utilizzo dello spazio al 60%-80%.
Una profonda ottimizzazione della topologia elettrica, ad esempio la topologia a cascata ad alta tensione, riduce il numero di circuiti paralleli aumentando la capacità e il livello di tensione delle singole celle (come nel caso dell'accumulo di energia a stringa intelligente di Huawei), riducendo lo spazio fisico dello stack di batterie del 20% e accorciando il tempo di risposta del sistema del 50%. Progettazione a relè condiviso: il box ad alta tensione due in uno di Jiangsu Trina Energy Storage consente a due linee di condividere lo stesso relè, riducendo del 50% il numero di relè e la lunghezza dei cavi e migliorando l'efficienza di installazione del 30%.
2- Disposizione delle celle e progettazione del supporto: bilanciamento tra capacità portante, dissipazione del calore e resistenza alle vibrazioni
L'essenza della disposizione delle celle risiede nel gioco tra utilizzo dello spazio, distribuzione del calore e stabilità meccanica. La forma fisica e la direzione di disposizione della cella influiscono direttamente sull'efficienza di riempimento dello spazio:
a. Ottimizzare la disposizione delle celle
Design della cella invertito: ruotare la valvola antideflagrante della cella verso il basso, in modo che lo scarico termico in fuga e lo spazio inferiore a prova di esplosione siano condivisi, liberando lo spazio in altezza della cella e ottenendo un utilizzo del volume ottimale.
Disposizione delle celle disposte orizzontalmente: ottimizzare l'utilizzo dello spazio in altezza del pacco batteria, aumentare la percentuale di materiali attivi e aumentare significativamente il tasso di utilizzo del volume rispetto alla cella verticale.
Celle ultra lunghe e sottili: ridurre il numero di celle per unità di volume grazie alla lunghezza e allo spessore ridotti delle celle, migliorando l'efficienza di raggruppamento.
b. Progettazione combinata di dissipazione del calore e capacità portante: mira a ottenere una duplice ottimizzazione dell'efficienza di dissipazione del calore e della resistenza strutturale attraverso l'innovazione collaborativa di struttura, materiali e processi. Percorso di progettazione strutturale:
Struttura integrata, come la progettazione conforme della piastra di raffreddamento a liquido e della trave di supporto: integrazione del canale di raffreddamento a liquido nella trave di supporto in lega di alluminio per ridurre i componenti indipendenti e migliorare l'utilizzo dello spazio;
Layout a strati e compartimentato, impilando il pacco batteria, il sistema di raffreddamento a liquido e il BMS a strati per ridurre l'interferenza reciproca tra flusso di calore e stress meccanico;
Ottimizzazione della meccanica bionica, come la struttura a nido d'ape/ondulata, progettazione di uno strato di nucleo a nido d'ape o ondulato nel telaio di supporto in lega di alluminio (come la soluzione brevettata Mufeng.com), assorbimento dell'energia delle vibrazioni tramite deformazione e ottimizzazione del percorso di dissipazione del calore.
Percorso di innovazione dei materiali:
Conduzione del calore e supporto del carico integrati, come il materiale composito in fibra di lega di alluminio (conduttività termica ≥ 200 W/m·K, resistenza +30%); materiale intelligente, lo strato di riempimento a cambiamento di fase (PCM) assorbe il calore e lo rilascia lentamente, differenza di temperatura ±1,5℃; smorzamento leggero: il cuscinetto elastico in silicone assorbe le vibrazioni (smorzamento +40%). Percorso di implementazione del processo:
Processo di stampaggio di precisione, come lo stampaggio per estrusione: utilizzato per la produzione di travi in lega di alluminio raffreddate a liquido con canali di flusso complessi;
Tecnologia di trattamento superficiale, come la generazione di uno strato di ossido ceramico sulla superficie della lega di alluminio per migliorare la resistenza alla corrosione (test in nebbia salina ≥1000 ore), migliorando al contempo l'efficienza di dissipazione del calore (emissività superficiale aumentata del 20%);
Processo di assemblaggio intelligente, regolazione dinamica del precarico, come l'integrazione di sensori di pressione e attuatori elettrici per regolare il precarico dei bulloni (5-20 kN) in tempo reale, evitando danni da sovrapressione alla cella della batteria.
c. Progettazione coordinata della resistenza al carico e alle vibrazioni della struttura di supporto: il sistema di supporto deve soddisfare il duplice requisito di resistenza al carico statico (peso della cella della batteria + pressione di impilamento) e di resistenza dinamica alle vibrazioni (trasporto/shock sismico).
3- Modularità e compatibilità: interfaccia standardizzata e architettura scalabile
L'essenza dell'interfaccia standardizzata che si adatta a batterie multi-dimensione è quella di ottenere un'espansione flessibile delle specifiche della batteria su una piattaforma unificata attraverso l'innovazione collaborativa nella gestione meccanica, elettrica e termica. La tecnologia attuale è passata dalla compatibilità statica alla regolazione dinamica e in futuro evolverà verso intelligenza, leggerezza e integrazione multi-scenario.
a. Innovazione collaborativa della struttura meccanica:
Standardizzazione dell'interfaccia meccanica: definire le dimensioni unificate del dispositivo di connessione.
Progettazione modulare di pacchi/armadi batteria: realizzare moduli e armadi batteria scalabili tramite celle di dimensioni standardizzate (come batterie da 280 Ah, 314 Ah), supportando combinazioni flessibili di diversi requisiti di capacità.
Figura 1-Contenitore per batteria ESS da 280 Ah
b. Regolazione dinamica del sistema elettrico
Protocolli e interfacce di comunicazione standardizzati, come la compatibilità con i sistemi BMS: formulare un protocollo di comunicazione BMS (sistema di gestione della batteria) unificato per supportare una connessione fluida con PCS e celle di batteria di diversi produttori; regolazione dinamica della potenza, attraverso il controllo dell'inerzia virtuale e un algoritmo di ottimizzazione multi-scala temporale, per ottenere una regolazione in tempo reale della potenza attiva/reattiva; e progettazione adattiva dell'abbinamento dei parametri elettrici.
c. Adattamento intelligente del sistema di gestione termica
Soluzioni di gestione termica graduali, come l'utilizzo di schiuma ignifuga ad alto rimbalzo, colla termoconduttiva e altri materiali a livello di batteria per bilanciare i requisiti di isolamento e dissipazione del calore e inibire la diffusione del calore; progettazione integrata della piastra di raffreddamento a liquido integrata a livello di modulo e dello strato isolante per migliorare la durata del ciclo; a livello di sistema, la capacità di raffreddamento viene regolata dinamicamente tramite compressori a frequenza variabile e più rami di raffreddamento.
Monitoraggio e previsione intelligenti, fusione multi-sensore. Posizionamento dei sensori di temperatura in punti chiave come i poli della batteria e ampie superfici per ottenere un'acquisizione della temperatura ad alta precisione; La tecnologia Digital Twin ottimizza la strategia di dissipazione del calore in tempo reale tramite monitoraggio cloud e manutenzione predittiva.
4-Riepilogo
L'ottimizzazione dello spazio degli alloggiamenti per batterie ESS è passata da un singolo miglioramento strutturale a un'innovazione collaborativa multidimensionale:
La fusione di materiali, struttura e algoritmi, come la combinazione di alloggiamento in fibra di carbonio + tecnologia CTP + algoritmo di layout basato sull'intelligenza artificiale, diventerà la norma.
La modularizzazione e la standardizzazione stanno accelerando e il design standardizzato, che vede il pacco batteria come unità funzionale più piccola, promuoverà la riduzione dei costi e l'aumento dell'efficienza nel settore.
La stretta correlazione tra gestione termica e utilizzo dello spazio, il raffreddamento a liquido a immersione e la tecnologia di controllo dinamico della temperatura liberano ulteriormente il potenziale dello spazio.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Con la crescita esponenziale della potenza di calcolo dell'intelligenza artificiale e il continuo aumento della densità di potenza dei data center, la tradizionale tecnologia di raffreddamento ad aria non è più in grado di soddisfare le esigenze di dissipazione del calore. La tecnologia di raffreddamento a liquido è diventata indispensabile per i suoi vantaggi quali l'efficiente dissipazione del calore, il risparmio energetico e la riduzione dei consumi. Nella tecnologia di raffreddamento a liquido, la concorrenza tra piastra fredda e immersione è particolarmente agguerrita. Questo articolo analizzerà i vantaggi e gli svantaggi di entrambi dal punto di vista delle caratteristiche tecniche, degli scenari applicativi, del rapporto costo-efficacia e delle tendenze future, esplorerà le loro direzioni dominanti in futuro.
1- Confronto delle caratteristiche tecniche: il tipo a piastra fredda ha una forte compatibilità e il tipo a immersione ha una maggiore efficienza di dissipazione del calore
UN. Raffreddamento a liquido a piastra fredda: un "riformista" con transizione graduale
Elevata compatibilità: non è necessario modificare in modo significativo la struttura del server, è compatibile con l'infrastruttura del data center raffreddato ad aria esistente, con bassi costi di modifica e ciclo breve.
Elevata sicurezza: il refrigerante non entra in contatto diretto con i componenti elettronici, il rischio di perdite è basso e può essere ulteriormente ridotto grazie alla progettazione modulare (ad esempio giunti a sgancio rapido e tubi ridondanti).
Elevata maturità: la tecnologia Cold Plate è stata ampiamente utilizzata in scenari quali Alibaba Cloud Qiandao Lake Data Center e progetti di cooperazione Intel, rappresentando il 90% dell'attuale mercato del raffreddamento a liquido.
Limitazioni: il tipo cold plate riesce a coprire solo alcuni componenti ad alta potenza (come CPU e GPU), mentre il resto del calore deve comunque fare affidamento sul raffreddamento ad aria per favorire la dissipazione del calore. Il valore PUE è solitamente compreso tra 1,1 e 1,2, leggermente superiore a quello del tipo a immersione.
B. Raffreddamento a liquido ad immersione: un "innovatore" con efficiente dissipazione del calore
Il raffreddamento a liquido a immersione immerge completamente il server nel refrigerante isolante e consente la completa dissipazione del calore del dispositivo tramite contatto diretto. I suoi principali vantaggi includono:
Efficienza energetica estrema: la conduttività termica del liquido è 20-30 volte superiore a quella dell'aria, il PUE può arrivare fino a 1,05 e l'efficienza di dissipazione del calore aumenta di oltre 3 volte.
Risparmio di spazio: il volume del sistema di raffreddamento è solo 1/3 di quello del raffreddamento ad aria e la densità di potenza di un singolo cabinet può raggiungere più di 50 kW, il che è adatto a scenari ad alta densità come il supercomputing AI.
Silenzioso ed ecologico: non sono necessarie ventole, il rumore è ridotto di oltre il 90% e non c'è inquinamento da polvere, il che prolunga la durata dell'apparecchiatura.
Sfide: l'immersione richiede server personalizzati, il costo del refrigerante può arrivare fino al 60% (ad esempio il liquido fluorurato), l'investimento iniziale è elevato e la compatibilità ecologica deve essere migliorata.
2- Differenziazione dello scenario applicativo: prevale il raffreddamento a liquido a piastra fredda a medio e breve termine, viene liberato il potenziale di raffreddamento a liquido a immersione a lungo termine
UN. Raffreddamento a liquido con piastra fredda: una scelta conveniente per la ristrutturazione di IDC esistenti e la costruzione di nuovi IDC
Ristrutturazione di vecchi data center: il raffreddamento a liquido con piastra fredda può essere adattato rapidamente all'architettura raffreddata ad aria esistente, con un breve ciclo di ristrutturazione e costi controllabili. Ad esempio, la soluzione modulare su cui hanno collaborato Intel e Bich riduce le difficoltà di implementazione tramite una progettazione standardizzata della piastra fredda.
Scenari di elaborazione a media e alta densità: il raffreddamento a liquido cold plate supporta già 130-250 kW di potenza per cabinet (come le GPU NVIDIA serie B), soddisfacendo la maggior parte delle esigenze di formazione dell'intelligenza artificiale.
B. Raffreddamento a liquido a immersione: la soluzione definitiva per supercomputing e data center ecologici
Potenza di calcolo ad altissima densità: la potenza dei cabinet dei chip di prossima generazione (come la serie Rubin di NVIDIA) supererà i 1000 kW e il raffreddamento a liquido a immersione diventerà l'unica soluzione praticabile.
Esigenze di risparmio energetico: il PUE del raffreddamento a liquido a immersione è prossimo a 1,05 e l'efficienza di recupero del calore di scarto raggiunge il 90% (come la soluzione di Lenovo), in linea con la politica di obiettivi "dual carbon".
C. Situazione attuale del mercato
Il raffreddamento a liquido con piastra fredda domina il mercato attuale: nel 2025, il raffreddamento a liquido con piastra fredda rappresenterà l'80%-90% del mercato del raffreddamento a liquido, mentre il raffreddamento a liquido a immersione rappresenterà meno del 10%. Inoltre, sono state create interfacce standardizzate (come il design della piastra fredda OCP di Intel) e le soluzioni di produttori come Inspur e Sugon sono altamente compatibili. Il progetto cinese "East Data West Computing" richiede che il PUE dei data center di nuova costruzione sia ≤1,25 e il raffreddamento a liquido cold plate diventa la prima scelta per la transizione.
Il raffreddamento a liquido a immersione è pronto: la soluzione a immersione con cambio di fase Sugon C8000 raggiunge un PUE di 1,04 e il data center "Kirin" di Alibaba Cloud verifica la fattibilità del raffreddamento a liquido a immersione monofase. I chip ad alta potenza come la GPU NVIDIA B200 (1000 W+) hanno favorito l'uso della tecnologia immersiva, aumentando la densità di potenza di calcolo del raffreddamento a liquido del 30%-50%. L’UE prevede di vietare i liquidi fluorurati nel 2028 e la ricerca e lo sviluppo di refrigeranti nazionali a base di idrocarburi/oli siliconici hanno subito un’accelerazione (come la serie “Kunlun” di Sinopec).
3-Parere autorevole PK
Raffreddamento a liquido con piastra fredda: il raffreddamento a liquido con piastra fredda è il "rompighiaccio" per la diffusione del raffreddamento a liquido. Nei prossimi cinque anni rappresenterà ancora l'80% del mercato incrementale del raffreddamento a liquido. Il raffreddamento a liquido a immersione deve attendere che il consumo energetico del chip superi il punto critico.
Fazione di raffreddamento a liquido a immersione: il raffreddamento a liquido a immersione con cambiamento di fase è la forma definitiva di raffreddamento a liquido, mentre il raffreddamento a liquido con piastra fredda è solo una soluzione transitoria. Quando il consumo energetico di un singolo chip supera gli 800 W, il raffreddamento a liquido a immersione diventa l'unica opzione.
Neutrali: la differenziazione dei percorsi tecnici riflette la stratificazione della domanda di potenza di calcolo. La cold board supporta l'"informatica orientale", mentre l'immersione supporta l'"informatica occidentale". Lo sviluppo parallelo a doppio binario sarà il tema principale del prossimo decennio.
4-Opportunità e strategie del settore
Gioco ecologico e sui costi: il raffreddamento a liquido con piastra fredda avrà la meglio nel breve termine, mentre il raffreddamento a liquido a immersione deve ridurre i costi per uscire dalla situazione di stallo.
Raffreddamento a liquido con piastra fredda: ottimizzazione dei materiali (composito rame-alluminio), miglioramento della precisione di lavorazione (processo a prova di perdite) e promozione di una progettazione modulare e standardizzata.
Raffreddamento a liquido a immersione: sviluppare liquidi di raffreddamento convenienti (ad esempio liquidi a immersione monofase), cabinet compatibili e collaborare con i produttori di chip per personalizzare le soluzioni di raffreddamento.
Riserve tecnologiche: esplorare piastre di raffreddamento a flusso bifase e sistemi di monitoraggio intelligenti (come la regolazione dinamica del flusso tramite intelligenza artificiale) per far fronte alle future elevate richieste di potenza.
5- Conclusion
Breve termine (2025-2027): il raffreddamento a liquido a piastra fredda domina gli scenari generali e il tasso di penetrazione del raffreddamento a liquido a immersione aumenta al 15%-20%; Lungo termine (2030+): il raffreddamento a liquido a immersione con cambiamento di fase diventa la norma nel campo dell'elevata potenza di calcolo, mentre il raffreddamento a liquido a piastra fredda si ritira nel mercato a media e bassa densità.
I fattori decisivi: il costo del refrigerante, la velocità di incremento del consumo energetico dei chip e le politiche internazionali di tutela ambientale.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Con il rapido sviluppo di veicoli a nuova energia e dei settori dell'accumulo di energia, leggerezza, elevata sicurezza ed efficiente gestione termica sono diventati requisiti fondamentali. La nostra azienda è profondamente impegnata nel campo della lavorazione di materiali in lega di alluminio. Affidandoci a una selezione avanzata di materiali, processi di formatura e tecnologie di saldatura, ci concentriamo sulla ricerca, sviluppo e produzione di vassoi per batterie, piastre di raffreddamento a liquido, scatole per accumulatori di energia e radiatori. La lega di alluminio è diventata la scelta ideale per la leggerezza e la gestione termica delle nuove apparecchiature energetiche grazie alla sua bassa densità (circa 2,7 g/cm³), all'elevata resistenza, alla resistenza alla corrosione e all'eccellente conduttività termica (conduttività termica di circa 150-220 W/m·K).
1- Selezione del materiale in lega di alluminio e considerazioni chiave
Prodotti diversi presentano requisiti prestazionali significativamente diversi per le leghe di alluminio ed è necessario combinare resistenza, resistenza alla corrosione, saldabilità e adattabilità al processo per una selezione completa dei materiali:
a. Vassoio batteria
Gradi comuni: 6061-T6, 6005A-T6, 6063-T6.
Criteri di selezione:
· Deve soddisfare una resistenza alla trazione ≥ 240 MPa (come il 6061-T6) per superare i test di estrusione, caduta e impatto con sfera standard nazionali;
· Elevati requisiti di saldabilità, è necessario evitare cricche termiche (si preferisce la serie 6xxx rinforzata con Mg/Si);
· La resistenza alla corrosione è migliorata tramite anodizzazione o rivestimento in alluminio.
Figura 1 - Vassoio batteria in lega di alluminio
b. Scatola per accumulatore di energia
Marche comuni: 5083, 6061-T6 (sia per resistenza meccanica che per resistenza alla corrosione).
Criteri di selezione:
· Necessità di resistere a vibrazioni e carichi d'impatto, il limite di snervamento deve essere ≥200 MPa;
· Elevati requisiti di trattamento superficiale per evitare la corrosione elettrochimica.
c. Piastra di raffreddamento a liquido
Marche comuni: 3003, 6061/6063, 6082.
Criteri di selezione:
· Elevata conduttività termica e resistenza alla corrosione;
· Il canale di raffreddamento a liquido richiede uno stampaggio complesso e si preferisce la serie 6xxx con eccellenti prestazioni di estrusione.
2- Differenze nelle prestazioni di processo e difficoltà di lavorazione
La lavorazione delle leghe di alluminio deve adattarsi alle loro proprietà fisiche, in particolare durante il taglio, la lavorazione CNC, la saldatura e il trattamento superficiale:
a. Taglio e lavorazione CNC
Difficoltà:
· La lavorazione di fori ad alta precisione è soggetta a bave o deformazioni (come sporgenze sul bordo dei fori a gradino) a causa della duttilità del materiale;
· Le strutture a pareti sottili (come i canali di flusso delle piastre di raffreddamento a liquido) devono controllare le forze di taglio per evitare deformazioni.
Soluzione:
· Utilizzare utensili con rivestimento diamantato per migliorare l'affilatura dei bordi e ridurre la deformazione da estrusione;
· Ottimizzare i parametri di lavorazione (come alta velocità e basso avanzamento) e collaborare con le apparecchiature CNC generali per ottenere una lavorazione stabile.
b. Processo di saldatura
Sfide principali:
· Il film di ossido (punto di fusione di Al₂O₃ 2050 °C) ostacola la fusione e porta facilmente alla formazione di pori e inclusioni di scorie; · Alcune leghe presentano un'elevata tendenza alla formazione di cricche a caldo, pertanto è necessario controllare l'energia di saldatura e la composizione del filo di saldatura.
Processi preferiti:
· Saldatura TIG (alimentazione a corrente alternata): adatta per lamiere sottili, con rimozione del film di ossido mediante "pulizia catodica";
· Saldatura MIG (alta corrente + miscela di gas elio): elevata efficienza di saldatura per lamiere spesse e apporto termico controllabile.
Figura 2 - Saldatura del vassoio della batteria
c. Trattamento superficiale
· Rivestimento isolante resistente alla pressione: applicato al vassoio batteria e all'interno del contenitore del pacco batteria, deve superare il test di pressione (≥3000 V CC/1 min); lo spessore del rivestimento è di 20-50 μm, per garantire la sicurezza dell'isolamento in ambienti ad alta tensione;
· Rivestimento isolante e deumidificante: per il contenitore del pacco batteria, vengono utilizzati materiali idrofobici (come la resina fluorocarbonica) per ridurre il rischio di condensa interna e il valore dyne è ≥34 per garantire l'adesione;
· Rivestimento di protezione anticollisione: utilizzato per la parete esterna del vassoio batteria, viene selezionato un elastomero poliuretanico (durezza ≥80 Shore A), con una resistenza all'impatto migliorata di oltre il 30%;
· Anodizzazione: trattamento anticorrosione convenzionale, errore di spessore del film ≤3 μm, adatto per strutture complesse.
3- Ispezione di verifica e adattabilità delle apparecchiature
Per soddisfare gli standard del nuovo settore energetico (come GB/T31467.3, UL2580), sono necessari una verifica multidimensionale e un adattamento del processo:
a. Ispezione di verifica
· Resistenza strutturale: verificare le prestazioni di carico, estrusione e impatto con la sfera del vassoio tramite simulazione agli elementi finiti (sollecitazione massima ≤ limite di snervamento del materiale);
· Test di tenuta: il sistema di raffreddamento a liquido utilizza il rilevamento delle perdite con elio (tasso di perdita ≤1×10⁻⁶ mbar·L/s) e un test di pressione ciclica (0,5-1,5 MPa/5000 volte);
· Verifica delle prestazioni del rivestimento:
Test di tensione di tenuta del rivestimento isolante (5000 V CC/60 s senza guasti);
Il rivestimento anticollisione supera il test di impatto con la sfera in caduta (sfera d'acciaio da 1 kg a 1 m di altezza) e il test di nebbia salina (1000 ore senza distacco).
b. Ottimizzazione dell'adattabilità delle apparecchiature
· Trasformazione generale delle apparecchiature CNC: grazie alla progettazione di attrezzature ad alta precisione e all'algoritmo di compensazione dinamica, la deformazione di lavorazione di componenti a pareti sottili può essere ≤0,1 mm;
· Libreria dei parametri di saldatura: definizione di parametri di saldatura standard (come corrente e velocità di avanzamento del filo) per diverse qualità di leghe di alluminio per ridurre il ciclo di debug;
· Spruzzatura automatizzata del rivestimento: grazie all'utilizzo di un robot multiasse per la spruzzatura, combinato con la tecnologia di polimerizzazione a infrarossi, l'errore di uniformità del rivestimento è ≤5%.
Conclusione
L'ampia applicazione delle leghe di alluminio nelle nuove apparecchiature energetiche non è solo una vittoria della scienza dei materiali, ma anche una manifestazione di innovazione di processo. La nostra azienda continuerà a esplorare nuove leghe di alluminio ad alta resistenza, resistenti alla corrosione e facili da lavorare, e a promuovere l'aggiornamento delle prestazioni di prodotti come vassoi per batterie e piastre di raffreddamento a liquido attraverso l'innovazione di processo, aiutando il settore a progredire verso un futuro efficiente e leggero.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Con il continuo aumento della densità di potenza dei dispositivi elettronici, la progettazione della dissipazione del calore è diventata un elemento chiave che influenza l'affidabilità e la durata del sistema. In qualità di produttore professionale con 19 anni di esperienza nella gestione termica, combiniamo casi ingegneristici tipici con l'esperienza nella simulazione multifisica sul campo per analizzare a fondo i cinque principali malintesi tecnici che gli ingegneri tendono a trascurare negli scenari ad alta potenza e fornire soluzioni conformi alle prassi del settore.
Equivoco 1: Abuso di materiali ad alta conduttività termica, deviazione di calcolo della resistenza termica di interfaccia
Problema tipico: Ricerca eccessiva di valori teorici per i materiali termoconduttivi, ignorando la realtà ingegneristica della resistenza termica di contatto dell'interfaccia.
Analisi del caso: Un modulo di dissipazione del calore per radar laser per autoveicoli utilizza un substrato di rame puro (conduttività termica 401 W/m·K), ma lo spessore del rivestimento del materiale di interfaccia termica (TIM) non è controllato con precisione (0,1 mm di progetto, fluttuazione effettiva ±0,05 mm) e la resistenza termica di contatto misurata raggiunge 0,6 °C·cm²/W, causando un superamento del 22% della temperatura di giunzione dell'FPGA rispetto allo standard. Dopo il passaggio ai pad termici preformati (tolleranza ±0,02 mm, resistenza termica <0,03 °C·cm²/W) e la combinazione con il processo di sinterizzazione sotto vuoto, la temperatura di giunzione si riduce di 17 °C e l'MTBF (tempo medio tra guasti) aumenta a 100.000 ore.
Piano di ottimizzazione:
Selezione del materiale: secondo lo standard ASTM D5470, viene misurata la resistenza termica del TIM e si preferiscono materiali a cambiamento di fase o elastomeri caricati con metallo.
Controllo di processo: utilizzare apparecchiature di dosaggio automatiche (precisione ±3%) per garantire una tolleranza di spessore <10% ed evitare vuoti d'aria.
Equivoco 2: Incongruenza nell'organizzazione del flusso d'aria nel sistema di raffreddamento ad aria, punti caldi locali fuori controllo
Problema tipico: sovrapposizione cieca del numero di ventole, ignorando l'adattamento di impedenza del canale di flusso e l'effetto di separazione dello strato limite.
Esempio ingegneristico: un cluster GPU di un data center utilizza 4 ventole da 12.038 (volume d'aria 200 CFM), ma a causa di una progettazione non corretta dell'angolo di guida dell'aria (piegatura ad angolo retto di 90°), il volume d'aria effettivo effettivo è solo il 65% del valore nominale e la differenza di temperatura locale raggiunge i 40 °C. Dopo l'ottimizzazione della simulazione CFD, il canale di guida dell'aria viene modificato in un canale di flusso a espansione graduale (angolo di diffusione <7°) e viene adottato un layout a alette sfalsate (il gradiente di spaziatura aumenta da 2 mm a 3,5 mm), la resistenza al vento complessiva viene ridotta del 30% e la differenza di temperatura del punto caldo viene controllata entro 8 °C. Strategia di base:
Progettazione del campo di flusso: i test in galleria del vento vengono eseguiti secondo la norma ISO 5801 per ottimizzare il rapporto tra le aree di ingresso e di uscita (consigliato 1:1,2).
Controllo dinamico: in base alla curva Q-H della ventola PWM, il punto di impedenza del sistema viene abbinato all'intervallo di efficienza più elevato (solitamente 60-80% del volume d'aria massimo).
Equivoco 3: Un difetto nella progettazione della protezione ambientale accelera l'invecchiamento dei materiali
Problema tipico: concentrarsi solo sulle prestazioni iniziali di dissipazione del calore, ignorando gli effetti di stress ambientali a lungo termine come umidità, calore, polvere e nebbia salina.
Analisi del caso: un convertitore eolico offshore utilizza un dissipatore di calore in lega di alluminio 6061 (anodizzato superficialmente). Dopo 6 mesi di funzionamento in un ambiente con nebbia salina, lo strato di ossido si è staccato, causando un aumento del 50% della resistenza termica di contatto e un aumento del tasso di guasto degli IGBT. Passando alla lega di alluminio 5052 (resistenza alla nebbia salina >1000 ore) e applicando una vernice poliuretanica a tripla resistenza (spessore 50 μm, in conformità con lo standard IEC 60068-2-11), il tasso di guasto sul campo a 3 anni è diminuito del 75%. Punti di forza:
Tecnologia di rivestimento: Rivestimento ceramico Al2O3 mediante spruzzatura al plasma (conduttività termica 30 W/m·K, resistenza a temperature >800 °C) utilizzato in scenari ad alta temperatura.
Struttura di tenuta: Grado di protezione IP69K (guarnizione in silicone a doppio passaggio + valvola di sicurezza) per garantire l'assenza di infiltrazioni di polvere/vapore acqueo.
Equivoco 4: Mancanza di modellazione del carico termico transitorio e selezione inadeguata dei materiali a cambiamento di fase
Problema tipico: la soluzione di dissipazione del calore progettata tramite simulazione a stato stazionario non è in grado di gestire impulsi di potenza nell'ordine dei millisecondi.
Dati misurati: un amplificatore di potenza a stato solido è sottoposto a un carico impulsivo di 2 ms a 2000 W in una stazione base 5G. L'aumento di temperatura transitorio della soluzione tradizionale con substrato in alluminio raggiunge i 55 °C, mentre il materiale a cambiamento di fase a microcapsula (composito paraffina/grafene, calore latente del cambiamento di fase 220 J/g), combinato con la simulazione termica transitoria (lunghezza del passo transitorio ANSYS Icepak 1 ms), viene utilizzato per controllare l'aumento di temperatura a 18 °C, soddisfacendo i requisiti del test di impatto MIL-STD-810G.
Tecnologia di gestione dinamica:
Imballaggio a cambiamento di fase: la struttura a nido d'ape viene utilizzata per incapsulare il materiale a cambiamento di fase (porosità >70%) per evitare perdite di liquido e migliorare l'efficienza di diffusione del calore. Calibrazione del modello: le condizioni al contorno della simulazione vengono corrette in base all'imaging termico a infrarossi (frequenza di campionamento 100 Hz) e l'errore è <±1,5 °C
Equivoco 5: la valutazione del TCO è unilaterale e ignora i costi operativi e di manutenzione nascosti.
Problema tipico: viene confrontato solo il costo iniziale dell'hardware e non vengono quantificate le perdite dovute a consumo energetico/manutenzione/fermi macchina.
Confronto dei costi: una fabbrica di semiconduttori utilizzava originariamente armadi raffreddati ad aria (costo iniziale di 500.000 yuan), con una bolletta elettrica annua di 1,2 milioni di yuan (PUE = 1,8). Dopo l'aggiornamento al raffreddamento a liquido a immersione bifase (costo iniziale di 1,8 milioni di yuan), la bolletta elettrica annua è scesa a 450.000 yuan (PUE = 1,05) e, grazie alla riduzione del carico di condizionamento dell'aria della camera bianca, il risparmio annuo complessivo ha raggiunto i 900.000 yuan e l'investimento incrementale può essere recuperato in 2,1 anni (IRR > 25%). Modello decisionale:
Modellazione raffinata: introduzione di una simulazione Monte Carlo per quantificare l'impatto del tasso di guasto delle apparecchiature (distribuzione di Weibull) sul TCO.
Sovrapposizione delle politiche: in combinazione con meccanismi di tassazione del carbonio (come il CBAM dell'UE), le emissioni di carbonio dei sistemi di raffreddamento a liquido durante l'intero ciclo di vita vengono ridotte del 60% e si ottiene un sussidio aggiuntivo del 15%.
Conclusione: Aggiornamento del paradigma di progettazione termica da basato sull'esperienza a basato sui dati.
Processo standardizzato: Introduzione dello standard di test termico JESD51-14 nella fase di progettazione concettuale per evitare rilavorazioni successive (il ciclo di progetto di un determinato modulo ottico si riduce del 30%).
Collaborazione multidisciplinare: Grazie all'accoppiamento di perdite elettromagnetiche (estrazione HFSS) e campo di deformazione termica con COMSOL Multiphysics, l'efficienza di dissipazione del calore di un componente radar TR migliora del 40%.
Operatività e manutenzione intelligenti: Implementazione di sensori di temperatura a reticolo in fibra (accuratezza ±0,1 °C) e piattaforme di digital twin per ottenere la previsione dei guasti (i tempi di inattività imprevisti di un centro di supercalcolo si riducono del 90%).
Grazie a un approccio ingegneristico rigoroso e alla verifica completa dei dati, i progettisti termici possono evitare con precisione i "killer invisibili" e gettare le basi per sistemi ad alta affidabilità. Come professionisti del settore, ci impegniamo a fornire soluzioni a ciclo chiuso, dai materiali ai sistemi, e ad affrontare congiuntamente le sfide di gestione termica con i clienti.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
1- Requisiti di tolleranza speciali per i componenti chiave
Nella produzione di vassoi batteria per veicoli elettrici e di alloggiamenti per pacchi batteria per accumulo di energia con raffreddamento a liquido, il controllo della tolleranza delle superfici e delle interfacce di collegamento chiave influisce direttamente sulla tenuta, sull'efficienza di dissipazione del calore e sulla precisione di assemblaggio.
a. Superficie di installazione della piastra di raffreddamento a liquido
La piastra di raffreddamento a liquido è il componente principale del sistema di gestione termica della batteria. La planarità della sua superficie di installazione influisce direttamente sulla tenuta del canale di flusso del refrigerante. Se la planarità non rientra nei limiti di tolleranza, causerà una compressione irregolare della guarnizione in silicone, causando perdite localizzate o una maggiore resistenza termica.
b. Disallineamento dei cordoni di saldatura
Il vassoio batteria utilizza spesso una struttura di saldatura in lega di alluminio. Il disallineamento dei cordoni di saldatura causerà una concentrazione di sollecitazioni e ridurrà la durata a fatica. Soprattutto in scenari con elevati requisiti di ermeticità dell'alloggiamento del pacco batteria (come IP67), il disallineamento deve essere rigorosamente controllato.
c. Foro di posizionamento del modulo batteria
Il foro di posizionamento viene utilizzato per fissare con precisione il modulo batteria. Una tolleranza eccessiva causerà il disallineamento del modulo, con conseguenti guasti ai collegamenti elettrici o rischi di vibrazioni meccaniche.
d. Fissaggio della posizione del foro per i bulloni
Il foro per i bulloni viene utilizzato per collegare l'alloggiamento del pacco batteria al telaio. Eventuali deviazioni di posizione causeranno sollecitazioni di assemblaggio e persino la rottura dei bulloni.
e. Rettilineità dei bordi dell'alloggiamento del pacco batteria
La rettilineità dei bordi dell'alloggiamento del pacco batteria influisce sull'assemblaggio dei coperchi superiore e inferiore e sul livello di protezione IP, in particolare per gli alloggiamenti saldati al laser, dove il bordo deve essere utilizzato come riferimento per il tracciamento della testina laser.
2- L'impatto della tolleranza dimensionale sull'efficienza produttiva
L'impatto della tolleranza dimensionale sull'efficienza produttiva si riflette principalmente nel suo equilibrio tra flusso di lavorazione, controllo dei costi e qualità del prodotto. Una progettazione con tolleranze ragionevoli può non solo garantire la funzionalità del prodotto, ma anche ottimizzare il ritmo di produzione. L'impatto di un controllo ragionevole della tolleranza dimensionale sull'efficienza produttiva si riflette principalmente nei seguenti aspetti:
a. Equilibrio tra precisione di lavorazione e costi di produzione
· Sebbene una rigorosa tolleranza dimensionale possa migliorare la precisione di sigillatura e assemblaggio, sono necessarie apparecchiature di lavorazione ad alta precisione e processi complessi, il che aumenta significativamente l'investimento in attrezzature e i tempi di lavorazione.
· Un'eccessiva ricerca della precisione può comportare un aumento dei costi di lavorazione. È necessario impostare tolleranze rigorose nei componenti funzionali chiave e le tolleranze dovrebbero essere opportunamente allentate nelle aree non critiche per ridurre i costi.
b. Controllo del tasso di rilavorazione e del tasso di scarto
· Una progettazione con tolleranze ragionevoli può ridurre le rilavorazioni causate da deviazioni dimensionali.
· La deformazione da saldatura è il problema principale nella produzione di vassoi per batterie. L'utilizzo del processo di saldatura a freddo CMT può ottimizzare l'apporto termico, ridurre la deformazione dopo la saldatura e abbreviare il ciclo di rilavorazione.
c. Produzione modulare e standardizzata
· Grazie ai componenti standardizzati, i requisiti di tolleranza si concentrano su parti sostituibili localmente, riducendo la difficoltà di lavorazione complessiva.
· La progettazione con tolleranze standardizzate può inoltre supportare la compatibilità multi-modello e ridurre la necessità di lavorazioni personalizzate.
3-Standard di settore e applicazioni pratiche del controllo della planarità
Per i vassoi batteria dei veicoli a nuova energia, gli standard di settore prevedono requisiti rigorosi:
a. Standard di planarità: la planarità della superficie di installazione della piastra di raffreddamento a liquido deve essere ≤0,2 mm, la planarità della piastra di supporto inferiore deve essere ≤0,5 mm/m² e l'errore di planarità del telaio dopo la saldatura deve essere ≤0,8 mm6.
b. Ottimizzazione del processo di produzione: la fresatura di precisione CNC, la saldatura a freddo CMT e il trattamento di invecchiamento tramite vibrazioni (VSR), combinati con il rilevamento online tramite interferometro laser, riducono il rischio di deformazione.
c. Selezione del materiale: si consiglia di utilizzare leghe di alluminio ad alta resistenza come la 6061, con un limite di snervamento ≥1180 MPa, tenendo conto sia della leggerezza che della stabilità strutturale.
4- Strategia di adeguamento delle tolleranze basata su materiali e processi
a. L'innovazione nei materiali favorisce l'alleggerimento
Utilizzo di leghe di alluminio leggere ad alta resistenza (come la 6061) e materiali compositi (matrice di alluminio rinforzata con carburo di silicio), combinate con anodizzazione e rivestimento isolante, per ottenere una riduzione del peso del 30% e migliorare la resistenza alla corrosione, adattandosi ai requisiti di dissipazione del calore dei sistemi di raffreddamento a liquido.
b. La collaborazione di processo migliora la precisione di produzione
Lo stampaggio per estrusione monoblocco + la saldatura ad attrito e stiramento (FSW) riducono il numero di saldature, la saldatura a freddo CMT e la saldatura laser controllano la deformazione termica.
c. Simulazione a ciclo chiuso per garantire l'affidabilità
La simulazione CAE ottimizza la disposizione delle nervature di rinforzo, la scansione laser e la tecnologia di rilevamento delle perdite di elio consentono il monitoraggio completo del processo, il design modulare è compatibile con tolleranze di ±5 mm, riducendo i costi e aumentando l'efficienza.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
1- Caratteristiche del processo di saldatura in lega di alluminio del vassoio batteria/scatola del pacco di accumulo di energia
Nella produzione di nuove scatole del pacco di energia raffreddate a liquido, vassoi batteria e altri prodotti, i canali di raffreddamento a liquido e le strutture multi-cavità sono tipiche caratteristiche di progettazione complesse (come mostrato nella Figura 1). Tali strutture spesso includono le seguenti caratteristiche:
Figura 1: Design tipico di un vassoio per batteria
Interlacciamento spaziale tridimensionale: i canali di flusso sono distribuiti in una forma serpentina, con un gran numero di punti di svolta spaziali;
Collegamento multilivello: la cavità principale e la sottocavità sono collegate da partizioni a parete sottile (spessore 2-3 mm);
Caratteristiche di miniaturizzazione: piccole dimensioni della sezione trasversale del canale di flusso (lo spessore minimo della parete del canale di flusso del profilo in alluminio è 1,2 mm) e scarsa accessibilità alla saldatura.
2- Analisi delle difficoltà di combinare più tecnologie di saldatura nella produzione di vassoi per batterie
Nella pratica della produzione di vassoi per batterie, è necessario combinare più tecnologie di saldatura, come l'applicazione coordinata di saldatura a frizione e agitazione (FSW), saldatura a transizione di metallo freddo (CMT), saldatura a fusione tradizionale (TIG/MIG) e altre tecnologie. Questa combinazione mira a tenere conto di leggerezza, resistenza, tenuta ed efficienza produttiva, ma affronta anche le seguenti difficoltà principali:
a. Il problema dell'apporto di calore coordinato di più processi
Diverse tecnologie di saldatura (come FSW e saldatura laser) presentano grandi differenze nell'apporto di calore, che possono facilmente causare mutazioni delle prestazioni dei materiali e deformazione termica e devono essere risolte ottimizzando la sequenza di saldatura e la regolazione dei parametri.
b. Compatibilità delle apparecchiature e collo di bottiglia dell'efficienza
La commutazione delle apparecchiature è complessa e i requisiti di accuratezza della sincronizzazione dei parametri sono elevati. Sono necessari design di postazioni di lavoro modulari e saldatrici intelligenti per migliorare l'efficienza collaborativa e ridurre i tempi di ciclo.
c. Sfide nel bilanciare resistenza e costi della sigillatura
Il rischio di perdite all'intersezione di più saldature è elevato (rappresenta il 70% dei difetti) ed è richiesta una progettazione ridondante di sigillatura + ottimizzazione della topologia.
3-Pratica ingegneristica: vassoio batteria, raffreddamento a liquido per accumulo di energia, coordinamento del processo di saldatura multipla PACK box
a. Pianificazione della posizione delle cicatrici di saldatura
· Ottimizzazione della posizione di saldatura: nella fase di progettazione del prodotto, la razionalità della posizione di saldatura deve essere pienamente considerata per evitare che appaiano cicatrici di saldatura in parti o aree chiave che influenzano le funzioni del prodotto. Ad esempio, regolare lo spazio tra il telaio anteriore e l'ugello dell'acqua per evitare interferenze con le cicatrici di saldatura; ottimizzare la posizione di saldatura dell'ugello dell'acqua per ridurre l'impatto sulle prestazioni del prodotto.
· Corrispondenza con la struttura del prodotto: la posizione di saldatura deve corrispondere alla struttura del prodotto per garantire che la saldatura possa sopportare vari carichi e sollecitazioni durante l'uso del prodotto. Ad esempio, nel progetto della piastra di raffreddamento a liquido, la stabilità strutturale e l'affidabilità del prodotto vengono migliorate pianificando razionalmente la posizione di saldatura.
· Facile da usare e rilevare: la posizione di saldatura deve essere comoda per gli operatori per eseguire operazioni di saldatura e successive ispezioni di qualità. Ad esempio, evitare di saldare in posizioni difficili da raggiungere o con scarsa visibilità per migliorare l'efficienza e la qualità della saldatura.
b. Controllo della cicatrice di saldatura
· Dimensioni della cicatrice di saldatura: la dimensione della cicatrice di saldatura deve essere rigorosamente controllata. In genere, l'altezza della cicatrice di saldatura deve essere compresa tra 4 e 6 mm e la cicatrice di saldatura non deve superare il piano per garantire l'aspetto e la precisione di assemblaggio del prodotto. Ad esempio, nel progetto della piastra di raffreddamento a liquido, la dimensione della cicatrice di saldatura è stata controllata con successo regolando i parametri e il processo di saldatura, evitando l'impatto della cicatrice di saldatura sulle prestazioni e sulla qualità del prodotto.
· Forma della cicatrice di saldatura: la forma della cicatrice di saldatura deve essere il più regolare possibile per evitare una fusione eccessiva o incompleta. Ottimizzando i parametri di saldatura e le tecniche operative, la forma della cicatrice di saldatura può essere migliorata in modo efficace e la qualità della saldatura può essere migliorata.
· Trattamento di rettifica: per i segni di saldatura concavi prodotti nella posizione di saldatura a frizione, viene utilizzato un trattamento di rettifica per garantire una superficie liscia per soddisfare i requisiti di aspetto e prestazioni del prodotto.
c. Ottimizzazione della sequenza di saldatura
· Saldatura di partizioni: per prodotti di grandi dimensioni, il metodo di saldatura di partizioni può controllare efficacemente la deformazione complessiva. Dividendo il prodotto in più aree e saldandole in sequenza, la concentrazione di calore durante il processo di saldatura può essere ridotta e il rischio di deformazione termica può essere ridotto.
· Correzione passo dopo passo: durante il processo di saldatura, il metodo di correzione passo dopo passo viene utilizzato per regolare la deformazione della saldatura nel tempo. Misurando e correggendo continuamente la deformazione del prodotto durante il processo di saldatura, la precisione dimensionale e la forma del prodotto finale sono garantite per soddisfare i requisiti di progettazione.
· Ottimizzazione del percorso di saldatura: pianificare razionalmente il percorso di saldatura per evitare saldature ripetute nella stessa area e ridurre l'apporto di calore. Ad esempio, nel progetto della piastra di raffreddamento a liquido, l'apporto di calore durante il processo di saldatura è stato ridotto e la qualità della saldatura è stata migliorata ottimizzando il percorso di saldatura.
d. Controllo collaborativo della deformazione
La piastra di raffreddamento a liquido subisce una deformazione termica durante il processo di saldatura, con conseguente diminuzione della precisione dimensionale del prodotto. Misure di ottimizzazione:
· Utilizzare la saldatura di partizione e metodi di correzione passo-passo per controllare la deformazione complessiva.
· Ottimizzare i parametri di saldatura, ridurre corrente e tensione e ridurre l'apporto di calore.
· Utilizzare dispositivi di fissaggio per fissare il prodotto per ridurre il movimento e la deformazione durante la saldatura.
· Utilizzare il metodo di saldatura simmetrico per distribuire uniformemente il calore di saldatura.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
La tecnologia CTC (Cell-to-Chassis) ha attirato molta attenzione perché può migliorare significativamente l'autonomia e l'efficienza dello spazio dei veicoli elettrici, ma se possa davvero sostituire la tecnologia delle batterie tradizionali è ancora controverso. Il collo di bottiglia principale sul lato della produzione, il processo di saldatura del vassoio della batteria, è diventato la chiave per determinare il futuro di questa tecnologia: progettazione strutturale complessa, compatibilità multi-materiale e rigorosi requisiti di gestione termica hanno messo a dura prova la tecnologia di saldatura tradizionale. Partendo dalla prospettiva degli ingegneri in prima linea, combinando tendenze del settore e pratiche ingegneristiche, questo articolo analizza il potenziale e i limiti della tecnologia CTC ed esplora come la tecnologia di saldatura sia diventata la "pietra di paragone" di questa rivoluzione tecnologica.
1-L'"Ideale e la realtà" della tecnologia CTC
La tecnologia CTC può teoricamente ridurre le parti strutturali ridondanti e migliorare la densità energetica integrando la cella della batteria direttamente nel telaio, ma la fattibilità della sua applicazione su larga scala sta affrontando sfide realistiche:
Radicalismo e cautela delle case automobilistiche: Tesla, BYD e altre aziende leader hanno lanciato soluzioni CTC, ma altri produttori stanno ancora aspettando e osservando. I dati del settore mostrano che a febbraio 2025, i modelli CTC prodotti in serie rappresentano il 15-20% del mondo e la tradizionale tecnologia CTP (Cell-to-Pack) è ancora la tecnologia dominante.
Il "costo" della durata migliorata della batteria: sebbene la CTC possa aumentare la densità energetica del 15%-20%, la complessità della struttura del telaio porta a un aumento dei costi di produzione del 30%-50% (calcolato da un'agenzia di consulenza) e l'equilibrio tra costi e benefici non è ancora chiaro.
Controversia economica sulla manutenzione: il design integrato ha causato un aumento vertiginoso dei costi di manutenzione della batteria. I dati delle compagnie assicurative mostrano che il tasso di sostituzione dei gruppi batteria dopo incidenti dei modelli CTC è pari al 70%, molto più alto del 25% dei modelli tradizionali.
Queste contraddizioni rendono il futuro della tecnologia CTC pieno di variabili. Se il mercato riuscirà a superare il 20% dipenderà da tre variabili principali: il progresso della produzione di massa del Tesla Cybertruck; se la guerra dei prezzi tra le case automobilistiche cinesi costringerà CTC a ridurre i costi; e il grado di compromesso delle normative europee sulla riparabilità delle batterie. Il livello di tecnologia di saldatura sul lato della produzione sarà la chiave per determinare se riuscirà a colmare il divario tra laboratorio e produzione di massa.
2-Tre "barriere di vita e di morte" del processo di saldatura
Per i produttori di vassoi per batterie, l'implementazione della tecnologia CTC deve superare tre problemi fondamentali:
a. Il gioco tra precisione "a livello di micron" ed efficienza
I processi di saldatura tradizionali possono tollerare errori di 0,5 mm, ma i vassoi CTC devono trasportare più batterie e il numero di giunzioni aumenta di oltre 3 volte, e la maggior parte di esse è distribuita su parti curve e irregolari. I test di un produttore mostrano che quando l'errore di posizionamento della saldatura supera 0,15 mm, il tasso di resa dell'assemblaggio delle celle della batteria scenderà drasticamente dal 99% all'82%. Ciò che è più complicato è che il miglioramento della precisione è spesso accompagnato da una diminuzione dell'efficienza: sebbene l'accuratezza della saldatura laser sia elevata, il costo dell'attrezzatura è più di 5 volte superiore a quello della saldatura tradizionale.
b. L'"acqua e il fuoco" dei materiali misti
Per bilanciare leggerezza e resistenza, i vassoi CTC spesso utilizzano una struttura mista di "lega di alluminio + fibra di carbonio + acciaio speciale". La differenza nei coefficienti di dilatazione termica di materiali diversi può arrivare fino a 20 volte (ad esempio alluminio 23μm/m·K contro fibra di carbonio 0,8μm/m·K), il che genera facilmente stress interno durante la saldatura e causa crepe. Quando un'azienda ha provato a collegare alluminio e fibra di carbonio, il tasso di crepe della saldatura era alto fino al 18%, superando di gran lunga la soglia accettabile del settore del 3%.
c. "Killer invisibile" della zona interessata dal calore
L'elevata temperatura di saldatura può danneggiare i materiali isolanti o i circuiti dei sensori attorno alla cella della batteria. Una volta un'azienda automobilistica ha aumentato il tasso di autoscarica del modulo batteria del 50% a causa di un controllo improprio dell'apporto di calore di saldatura. Gli ingegneri devono controllare la fluttuazione della temperatura di saldatura entro ±15℃ entro 0,1 secondi, il che equivale a installare un "freno termico ad alta precisione" sulla pistola per saldatura.
3-La via d'uscita: non esiste una soluzione miracolosa, solo innovazione di sistema
Di fronte a queste sfide, il settore sta esplorando tre percorsi rivoluzionari:
a. "Cocktail therapy" di combinazione di processi
Saldatura ibrida ad arco laser: combinando la precisione della saldatura laser con i vantaggi della penetrazione della saldatura ad arco, la velocità di saldatura della lega di alluminio aumenta del 40%;
Tecnologia di transizione del metallo freddo (CMT): attraverso un controllo preciso dell'apporto di calore, l'area della zona termicamente alterata viene ridotta del 60%;
Sistema di compensazione intelligente del robot: regola automaticamente il percorso della pistola di saldatura in base ai dati di scansione della saldatura in tempo reale e aumenta il tasso qualificato di saldatura di superfici curve complesse dal 75% al 95%.
b. "Pre-compromesso" sul lato del materiale
Alcune aziende hanno iniziato a sviluppare congiuntamente materiali compositi "saldabili" con i fornitori di materiali. Ad esempio, la sensibilità alle crepe di saldatura di una lega di alluminio modificata nazionale (materiale in lega di alluminio regolato con mezzi fisici, chimici o di processo) è stata ridotta dal livello 7 al livello 3 (secondo gli standard ISO). Sebbene sacrifichi il 5% dell'effetto leggero, aumenta la resa della saldatura al 98%.
c. "Digital twin" nella dimensione di rilevamento
Raccogliendo tutti i dati del processo di saldatura (corrente, temperatura, velocità, ecc.), combinati con modelli AI per prevedere la probabilità di difetti. Dopo che una fabbrica ha introdotto questa tecnologia, il tasso di rilevamento online dei difetti di saldatura è aumentato dall'80% al 97% e il costo degli scarti è stato ridotto del 45%.
4- Nuova proposta degli ingegneri: trovare la certezza nell'incertezza
a. La controversia sulla tecnologia CTC è essenzialmente un gioco tra "ottimizzazione del sistema" e "limiti locali":
se la velocità di svolta del processo di saldatura è più lenta delle aspettative di riduzione dei costi delle aziende automobilistiche, la CTC potrebbe diventare una tecnologia di nicchia;
se materiali, processi e tecnologie di collaudo fanno progressi in modo coordinato, ci si aspetta che inaugureranno una nuova era di progettazione strutturale dei veicoli elettrici.
b. Per gli ingegneri, è necessario ricostruire le capacità da due dimensioni:
integrazione delle conoscenze interdisciplinari: comprendere la soglia sensibile delle proprietà elettrochimiche all'apporto di calore di saldatura;
capacità di risposta agile: uno studio di caso di un fornitore europeo mostra che il team che riesce a completare l'ottimizzazione dei parametri di saldatura di nuovi materiali in lega entro una settimana ha una probabilità di ottenere ordini triplicata.
La tecnologia CTC si trova all'incrocio tra "innovazione dirompente" e "trappola della produzione di massa". Potrebbe non sostituire completamente la tecnologia esistente, ma sta costringendo il processo di saldatura a evolversi verso una maggiore precisione, una maggiore compatibilità e un controllo più intelligente. In questa maratona tecnologica, il vero vincitore potrebbe non essere la prima casa automobilistica, ma il team di ingegneri che trasforma le "saldature impossibili" in "interfacce standardizzate" sul lato della produzione.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Poiché la tecnologia CTP (Cell to Pack) sovverte completamente la tradizionale struttura del pacco batteria, il "ruolo" del vassoio batteria è passato da supporto passivo del carico a integrazione attiva. La tecnologia di saldatura è diventata il fulcro della sicurezza e delle prestazioni. I requisiti di leggerezza (spessore della parete di soli 1,5 mm), sigillatura a pori zero e integrazione multi-materiale (alluminio/rame/fibra di carbonio) hanno fatto sì che la saldatura tradizionale cadesse nel dilemma della deformazione e dei difetti. Il settore sta facendo progressi attraverso l'innovazione dei materiali, l'ispezione intelligente della qualità e l'iterazione dei processi. Questo articolo analizzerà le sfide dirompenti che la CTP pone alla saldatura ed esplorerà il percorso tecnico verso elevata precisione e elevata affidabilità.
1-Analisi delle modifiche nei requisiti di progettazione strutturale dei vassoi batteria dovuti alla tecnologia CTP
La tecnologia CTP (Cell to Pack) integra direttamente le celle della batteria nel pacco batteria eliminando la struttura del modulo nel pacco batteria tradizionale. Questa innovazione tecnologica propone requisiti di aggiornamento completi e multidimensionali per la progettazione strutturale del vassoio batteria. Di seguito è riportata un'analisi specifica dal punto di vista dei materiali, delle prestazioni, del processo, dell'integrazione, ecc.:
(1) Miglioramento completo della resistenza strutturale e delle prestazioni antiurto
a. Requisiti di cuscinetto meccanico dopo l'eliminazione del modulo:
Dopo che la tecnologia CTP elimina la struttura del modulo, il vassoio batteria deve supportare direttamente le funzioni di supporto, fissaggio e buffering della forza esterna della cella della batteria. Il modulo tradizionale disperde il carico meccanico, mentre il vassoio CTP deve assorbire la deformazione di espansione della cella della batteria durante la carica e la scarica nel suo complesso (ad esempio, la forza di espansione della cella della batteria quadrata può raggiungere 10-20 kN), resistendo al contempo alle vibrazioni, all'estrusione e al carico d'impatto durante la guida del veicolo.
b. Direzione di ottimizzazione strutturale e dei materiali
· Dominanza della lega di alluminio ad alta resistenza: l'acciaio iniziale è stato gradualmente sostituito a causa del suo peso elevato e il 6061-T6 è diventato il mainstream. Ha un'elevata resistenza specifica e una forte resistenza alla corrosione, che può soddisfare i doppi requisiti di leggerezza e alta rigidità.
· Progettazione della struttura composita: ad esempio, la struttura "a trave ad anello a doppio telaio" di Leapmotor migliora la resistenza all'impatto locale attraverso compartimenti trave longitudinali e trasversali, utilizzando al contempo la tecnologia di estrusione per ottimizzare la distribuzione del materiale e ridurre il peso ridondante.
· Esplorazione della lega di magnesio-alluminio e della fibra di carbonio: la lega di magnesio-alluminio è più leggera del 30% rispetto ai tradizionali materiali in alluminio e i materiali compositi in fibra di carbonio hanno caratteristiche sia di elevata resistenza che di leggerezza, ma sono attualmente utilizzati solo nei modelli di fascia alta a causa dei costi e della maturità del processo.
(2) Requisiti per la tenuta all'aria integrata e la gestione termica
a. Miglioramento delle prestazioni di tenuta
Dopo la rimozione del modulo, la circolazione interna del refrigerante e la tenuta del gas del pacco batteria dipendono completamente dal vassoio e i difetti di saldatura (come pori e crepe) possono comportare rischi di perdite.
Figura 1-Test di tenuta all'aria del vassoio della batteria
b. Integrazione delle funzioni di gestione termica
I vassoi CTP devono integrare componenti quali piastre di raffreddamento a liquido e adesivi termoconduttivi. Ad esempio, gli adesivi strutturali vengono utilizzati per fissare le celle della batteria e trasferire lo stress di espansione, mentre gli adesivi termoconduttivi in poliuretano (conduttività termica > 1,5 W/m·K) vengono utilizzati per la conduzione del calore tra le celle della batteria e con i tubi di raffreddamento a liquido. La quantità di adesivo utilizzata in un singolo PACK è superiore di oltre il 50% rispetto a quella delle strutture tradizionali. I canali di flusso devono essere progettati all'interno del vassoio per ottimizzare l'efficienza di raffreddamento evitando al contempo danni alla tenuta causati dalla zona di saldatura interessata dal calore.
(3) Alleggerimento e innovazione dei materiali
a. Tendenze nella selezione dei materiali
Processo di estrusione e pressofusione di leghe di alluminio: i profili in alluminio estruso vengono utilizzati per le strutture del telaio (come il vassoio della batteria 4680 di Tesla) e i processi di pressofusione (come la pressofusione integrata) semplificano il processo di saldatura e riducono il peso del 15%-20%.
Applicazione di materiali compositi in plastica: ad esempio, i materiali PA6 rinforzati con fibra di vetro vengono utilizzati in parti non portanti per ridurre ulteriormente il peso, ma è necessario risolvere il problema di compatibilità con l'interfaccia di collegamento in metallo.
b. Strategia di progettazione leggera
Ottimizzazione della topologia: ridurre i materiali ridondanti tramite simulazione CAE e ridurre il peso del vassoio garantendo al contempo la resistenza.
Parete sottile e integrata: lo spessore della parete del vassoio è ridotto da 3 mm a 1,5-2 mm e componenti funzionali come staffe BMS e canali di cablaggio sono integrati per ridurre il numero di parti.
(4) Integrazione e progettazione modulare
a. Elevata integrazione dei componenti funzionali
I vassoi CTP devono integrare moduli come il sistema di gestione della batteria (BMS), connettori ad alta tensione e strati di isolamento ignifughi.
b. Progettazione modulare e compatibile
La linea di produzione di saldatura deve supportare la produzione mista di più modelli di vassoi, essere in grado di ottenere un "cambio di tipo con un clic" ed essere compatibile con strutture di vassoi di diverse dimensioni di celle della batteria (come quadrate e cilindriche).
2-Sfide specifiche dell'innovazione della tecnologia CTP per il processo di saldatura
La tecnologia CTP (Cell to Pack) ha migliorato significativamente l'utilizzo dello spazio e la densità energetica, ma ha anche posto sfide senza precedenti al processo di saldatura.
(1) La difficoltà di controllare i difetti di saldatura è aumentata drasticamente
a. Porosità e sfide di sigillatura
Dopo che la tecnologia CTP elimina il modulo, il vassoio della batteria deve assumere direttamente la funzione di sigillatura. I pori di saldatura (un difetto comune nella saldatura delle leghe di alluminio) porteranno direttamente al rischio di perdite di refrigerante o penetrazione di gas.
b. Crepe e compatibilità dei materiali
Le leghe di alluminio ad alto tenore di zinco (come la serie 7) sono soggette a crepe dovute allo stress termico durante la saldatura.
c. Errore di spazio e di assemblaggio
L'integrazione diretta di più celle porta a un aumento del numero di punti di giunzione della struttura del vassoio. L'accumulo di errori di assemblaggio può causare uno spazio di saldatura superiore a ±1 mm.
(2) Problemi di adattamento del processo causati dall'aggiornamento del sistema di materiali
a. Sfide di saldatura di materiali leggeri
Il materiale del vassoio CTP è passato dall'acciaio alla lega di alluminio (6061-T6, 7075-T6), lega di magnesio-alluminio (riduzione del peso del 30%) e materiali compositi in fibra di carbonio. La saldatura della lega di alluminio deve risolvere il problema della penetrazione insufficiente causata dalla difficile fusione del film di ossido e dall'elevata conduttività termica.
b. Tecnologia di collegamento di materiali dissimili
Quando il vassoio integra componenti funzionali come la piastra di raffreddamento a liquido (rame/alluminio) e lo strato ignifugo (materiale composito a matrice ceramica), i composti intermetallici fragili tendono a comparire all'interfaccia di materiali dissimili.
(3) Complessità strutturale migliorata e requisiti di precisione
a. Controllo della deformazione di strutture a parete sottile di grandi dimensioni
Lo spessore della parete del vassoio CTP è ridotto da 3 mm a 1,5-2 mm e la sensibilità della deformazione termica della saldatura aumenta notevolmente.
b. Giunti di saldatura ad alta densità ed efficienza di processo
Il numero di giunti di saldatura su un singolo vassoio è aumentato da 2.000 nei moduli tradizionali a oltre 5.000.
Figura 2- Saldatura del vassoio della batteria
3-Aggiornamento del processo di produzione e del controllo di qualità
La tecnologia CTP promuove la trasformazione della saldatura del vassoio della batteria da "processo singolo" a "collaborazione multi-tecnologica, intelligenza e greening". I produttori devono concentrarsi su tre direzioni principali:
Aggiornamento tecnologico: superare il controllo di difetti come pori e crepe e adattarsi a materiali leggeri;
Transizione intelligente: digitalizzazione completa del processo e ispezione di qualità AI per ottenere una produzione ad alta precisione;
Collaborazione ecologica: creare congiuntamente standard tecnici con fornitori di materiali, fornitori di apparecchiature e OEM.
Condivideremo regolarmente aggiornamenti e informazioni su tecniche di progettazione termica e alleggerimento, per la vostra consultazione. Grazie per l'interesse verso Walmate.
Scansiona per seguire
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试
测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试测试